建筑施工之钢筋加工.docx
《建筑施工之钢筋加工.docx》由会员分享,可在线阅读,更多相关《建筑施工之钢筋加工.docx(16页珍藏版)》请在冰豆网上搜索。
建筑施工之钢筋加工
建筑施工之钢筋加工
9-4-1钢筋除锈
钢筋的表面应洁净。
油渍、漆污和用锤敲击时能剥落的浮皮、铁锈等应在使用前清除干净。
在焊接前,焊点处的水锈应清除干净。
钢筋的除锈,一般可通过以下两个途径:
一是在钢筋冷拉或钢丝调直过程中除锈,对大量钢筋的除锈较为经济省力;二是用机械方法除锈,如采用电动除锈机除锈,对钢筋的局部除锈较为方便。
此外,还可采用手工除锈(用钢丝刷、砂盘)、喷砂和酸洗除锈等。
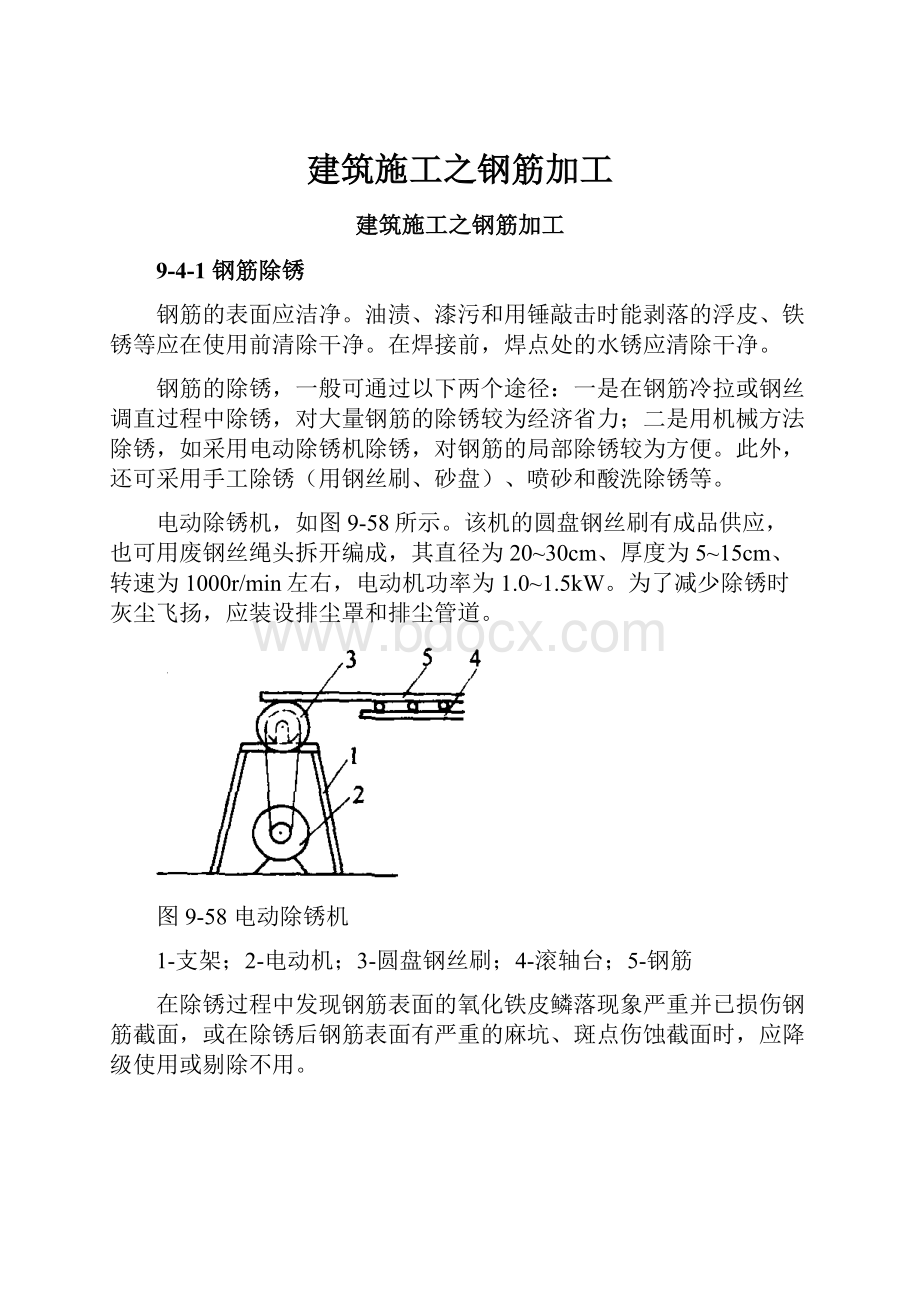
电动除锈机,如图9-58所示。
该机的圆盘钢丝刷有成品供应,也可用废钢丝绳头拆开编成,其直径为20~30cm、厚度为5~15cm、转速为1000r/min左右,电动机功率为1.0~1.5kW。
为了减少除锈时灰尘飞扬,应装设排尘罩和排尘管道。
图9-58电动除锈机
1-支架;2-电动机;3-圆盘钢丝刷;4-滚轴台;5-钢筋
在除锈过程中发现钢筋表面的氧化铁皮鳞落现象严重并已损伤钢筋截面,或在除锈后钢筋表面有严重的麻坑、斑点伤蚀截面时,应降级使用或剔除不用。
9-4-2钢筋调直
9-4-2-1机具设备
1.钢筋调直机
钢筋调直机的技术性能,见表9-29。
图9-59为GT3/8型钢筋调直机外形。
钢筋调直机技术性能表9-29
机械型号
钢筋直径
(mm)
调直速度
(m/min)
断料长度
(mm)
电机功率
(kW)
外形尺寸(mm)
长×宽×高
机重
(kg)
GT3/8
3~8
40、65
300~6500
9.25
1854×741×1400
1280
GT6/12
6~12
36、54、72
300~6500
12.6
1770×535×1457
1230
注:
表中所列的钢筋调直机断料长度误差均≤3mm。
图9-59GT3/8型钢筋调直机
2.数控钢筋调直切断机
数控钢筋调直切断机是在原有调直机的基础上应用电子控制仪,准确控制钢丝断料长度,并自动计数。
该机的工作原理,如图9-60所示。
在该机摩擦轮(周长100mm)的同轴上装有一个穿孔光电盘(分为100等分),光电盘的一侧装有一只小灯泡,另一侧装有一只光电管。
当钢筋通过摩擦轮带动光电盘时,灯泡光线通过每个小孔照射光电管,就被光电管接收而产生脉冲讯号(每次讯号为钢筋长1mm),控制仪长度部位数字上立即示出相应读数。
当信号积累到给定数字(即钢丝调直到所指定长度)时,控制仪立即发出指令,使切断装置切断钢丝。
与此同时长度部位数字回到零,根数部位数字示出根数,这样连续作业,当根数信号积累至给定数字时,即自动切断电源,停止运转。
图9-60数控钢筋调直切断机工作简图
1-调直装置;2-牵引轮;3-钢筋;4-上刀口;5-下刀口;
6-光电盘;7-压轮;8-摩擦轮;9-灯泡;10-光电管
钢筋数控调直切断机已在有些构件厂采用,断料精度高(偏差仅约1~2mm),并实现了钢丝调直切断自动化。
采用此机时,要求钢丝表面光洁,截面均匀,以免钢丝移动时速度不匀,影响切断长度的精确性。
3.卷扬机拉直设备
卷扬机拉直设备见图9-61所示。
两端采用地锚承力。
冷拉滑轮组回程采用荷重架,标尺量伸长。
该法设备简单,宜用于施工现场或小型构件厂。
图9-61卷扬机拉直设备布置
1-卷扬机;2-滑轮组;3-冷拉小车;4-钢筋夹具;
5-钢筋;6-地锚;7-防护壁;8-标尺;9-荷重架
钢筋夹具常用的有:
月牙式夹具和偏心式夹具。
月牙式夹具的构造与尺寸,见图9-62所示。
其夹片宜用45号钢制作,经热处理后的硬度HRC=40~45。
钢筋夹持点宜在夹片的中下部位。
这种夹具主要靠杠杆力和偏心力夹紧,使用方便,适用于HPB235级及HRB335级粗细钢筋。
图9-62月牙式夹具
偏心式夹具的构造与尺寸,见图9-63所示。
偏心块及其齿条宜采用45号钢制作,经热处理后的硬度HRC=35~40。
这种夹具轻巧灵活,适用于HPB235级盘圆钢筋拉直,特别是当每盘最后不足定尺长度时,可将其钩在挂链上,使用方便。
图9-63偏心块夹具
9-4-2-2调直工艺
1.采用钢筋调直机调直冷拔钢丝和细钢筋时,要根据钢筋的直径选用调直模和传送压辊,并要正确掌握调直模的偏移量和压辊的压紧程度。
调直模的偏移量(图9-64),根据其磨耗程度及钢筋品种通过试验确定;调直筒两端的调直模一定要在调直前后导孔的轴心线上,这是钢筋能否调直的一个关键。
如果发现钢筋调得不直就要从以上两方面检查原因,并及时调整调直模的偏移量。
图9-64调直模的安装
压辊的槽宽,一般在钢筋穿入压辊之后,在上下压辊间宜有3mm之内的间隙。
压辊的压紧程度要做到既保证钢筋能顺利的被牵引前进,看不出钢筋有明显的转动,而在被切断的瞬时钢筋和压辊间又能允许发生打滑。
应当注意:
冷拔钢丝和冷轧带肋钢筋经调直机调直后,其抗拉强度一般要降低10%~15%。
使用前应加强检验,按调直后的抗拉强度选用。
如果钢丝抗拉强度降低过大,则可适当降低调直筒的转速和调直块的压紧程度。
2.采用冷拉方法调直钢筋时,HPB235级钢筋的冷拉率不宜大于4%,HRB335级、HRB400级及RRB400级冷拉率不宜大于1%。
9-4-3钢筋切断
9-4-3-1机具设备
1.钢筋切断机
钢筋切断机的技术性能,见表9-30。
图9-65与图9-66为钢筋切断机外形。
钢筋切断机技术性能表9-30
机械型号
钢筋直径
(mm)
每分钟切断次数
切断力
(kN)
工作压力
(N/mm2)
电机功率
(kW)
外形尺寸(mm)
长×宽×高
重量
(kg)
GQ40
6~40
40
-
-
3.0
1150×430×750
600
GQ40B
6~40
40
-
-
3.0
1200×490×570
450
GQ50
6~50
30
-
-
5.5
1600×690×915
950
DYQ32B
6~32
-
320
45.5
3.0
900×340×380
145
图9-65GQ40型钢筋切断机
图9-66DYQ32B电动液压切断机
2.手动液压切断器
手动液压切断器,见图9-67所示。
型号为GJ5Y-16,切断力80kN,活塞行程为30mm,压柄作用力220N,总重量6.5kg,可切断直径16mm以下的钢筋。
这种机具体积小、重量轻,操作简单,便于携带。
图9-67手动液压切断器
1-滑轨;2-刀片;3-活塞;4-缸体;S-柱塞;
6-压杆;7-贮油筒;8-吸油阀;9-回位弹簧
9-4-3-2切断工艺
1.将同规格钢筋根据不同长度长短搭配,统筹排料;一般应先断长料,后断短料,减少短头,减少损耗。
2.断料时应避免用短尺量长料,防止在量料中产生累计误差。
为此,宜在工作台上标出尺寸刻度线并设置控制断料尺寸用的挡板。
3.钢筋切断机的刀片,应由工具钢热处理制成。
刀片的形状可参考图9-68。
安装刀片时,螺丝要紧固,刀口要密合(间隙不大于0.5mm);固定刀片与冲切刀片刀口的距离:
对直径≤20mm的钢筋宜重叠1~2mm,对直径>20mm的钢筋宜留5mm左右。
图9-68钢筋切断机的刀片形状
(a)冲切刀片;(b)固定刀片
4.在切断过程中,如发现钢筋有劈裂、缩头或严重的弯头等必须切除;如发现钢筋的硬度与该钢种有较大的出入,应及时向有关人员反映,查明情况。
5.钢筋的断口,不得有马蹄形或起弯等现象。
9-4-4钢筋弯曲成型
9-4-4-1钢筋弯钩和弯折的有关规定
1.受力钢筋
(1)HPB235级钢筋末端应作180°弯钩,其弯弧内直径不应小于钢筋直径的2.5倍,弯钩的弯后平直部分长度不应小于钢筋直径的3倍(图9-47a);
(2)当设计要求钢筋末端需作135°弯钩时(图9-69a),HRB335级、HRB400级钢筋的弯弧内直径D不应小于钢筋直径的4倍,弯钩的弯后平直部分长度应符合设计要求;
(3)钢筋作不大于90°的弯折时(图9-69b),弯折处的弯弧内直径不应小于钢筋直径的5倍。
图9-69受力钢筋弯折
(a)90°;(b)135°
2.箍筋
除焊接封闭环式箍筋外,箍筋的末端应作弯钩。
弯钩形式应符合设计要求;当设计无具体要求时,应符合下列规定:
(1)箍筋弯钩的弯弧内直径除应满足本条第1
(1)点外,尚应不小于受力钢筋的直径;
(2)箍筋弯钩的弯折角度:
对一般结构,不应小于90°;对有抗震等要求的结构应为135°(图9-70)。
图9-70箍筋示意
(a)90°/90°;(b)135°/135°
(3)箍筋弯后的平直部分长度:
对一般结构,不宜小于箍筋直径的5倍;对有抗震等要求的结构,不应小于箍筋直径的10倍。
9-4-4-2机具设备
1.钢筋弯曲机
钢筋弯曲机的技术性能,见表9-31。
图9-71为钢筋弯曲机外形。
表9-32为GW-40型钢筋弯曲机每次弯曲根数。
钢筋弯曲机技术性能表9-31
弯曲机类型
钢筋直径
(mm)
弯曲速度
(r/min)
电机功率
(kW)
外形尺寸(mm)
长×宽×高
重量
(kg)
GW32
6~32
10/20
2.2
875×615×945
340
GW40
6~40
5
3.0
1360×740×865
400
GW40A
6~40
0
3.0
1050×760×828
450
GW50
25~50
2.5
4.0
1450×760×800
580
GW-40型钢筋弯曲机每次弯曲根数表9-32
钢筋直径(mm)
10~12
14~16
18~20
22~40
每次弯曲根数
4~6
3~4
2~3
1
图9-71GW40型钢筋弯曲机(性能见表9-32)
2.四头弯筋机
四头弯筋机(图9-72)是由一台电动机通过三级变速带动圆盘,再通过圆盘上的偏心铰带动连杆与齿条,使四个工作盘转动。
每个工作盘上装有心轴与成型轴,但与钢筋弯曲机不同的是:
工作盘不停地往复运动,且转动角度一定(事先可调整)。
四头弯筋机主要技术参数是:
电机功率为3kW,转速为960r/min,工作盘反复动作次数为31r/min。
该机可弯曲φ4~12钢筋,弯曲角度在0°~180°范围内变动。
该机主要是用来弯制钢箍;其工效比手工操作提高约7倍,加工质量稳定,弯折角度偏差小。
图9-72四头弯筋机
1-电动机;2-偏心圆盘;3-偏心铰;4-连杆;5-齿条;6-滑道;
7-正齿轮;8-工作盘;9-成型轴;10-心轴;11-挡铁
3.手工弯曲工具
在缺机具设备条件下,也可采用手摇扳手弯制细钢筋、卡筋与扳头弯制粗钢筋。
手动弯曲工具的尺寸,详见表9-33与表9-34。
手摇扳手主要尺寸(mm)表9-33
项次
钢筋直径
a
b
c
d
1
φ6
500
18
16
16
2
φ8~10
600
22
18
20
卡盘与扳头(横口扳手)主要尺寸(mm)表9-34
项次
钢筋直径
卡盘
扳头
a
b
c
d
e
h
L
1
φ12~16
50
80
20
22
18
40
1200
2
φ18~22
65
90
25
28
24
50
1350
3
φ25~32
80
100
30
38
34
76
2100
9-4-4-3弯曲成型工艺
1、划线
钢筋弯曲前,对形状复杂的钢筋(如弯起钢筋),根据钢筋料牌上标明的尺寸,用石笔将各弯曲点位置划出。
划线时应注意:
(1)根据不同的弯曲角度扣除弯曲调整值(见表9-23),其扣法是从相邻两段长度中各扣一半;
(2)钢筋端部带半圆弯钩时,该段长度划线时增加0.5d(d为钢筋直径);
(3)划线工作宜从钢筋中线开始向两边进行;两边不对称的钢筋,也可从钢筋一端开始划线,如划到另一端有出入时,则应重新调整。
[例]今有一根直径20mm的弯起钢筋,其所需的形状和尺寸如图9-73所示。
划线方法如下:
图9-73弯起钢筋的划线
(a)弯起钢筋的形状和尺寸;(a)钢筋划线
第一步在钢筋中心线上划第一道线;
第二步取中段4000/2-0.5d/2=1995mm,划第二道线;
第三步取斜段635-2×0.5d/2=625mm,划第三道线;
第四步取直段850-0.5d/2+0.5d=855mm,划第四道线。
上述划线方法仅供参考。
第一根钢筋成型后应与设计尺寸校对一遍,完全符合后再成批生产。
2.钢筋弯曲成型
钢筋在弯曲机上成型时(图9-74),心轴直径应是钢筋直径的2.5~5.0倍,成型轴宜加偏心轴套,以便适应不同直径的钢筋弯曲需要。
弯曲细钢筋时,为了使弯弧一侧的钢筋保持平直,挡铁轴宜做成可变挡架或固定挡架(加铁板调整)。
图9-74钢筋弯曲成型
(a)工作简图;(b)可变挡架构造
1-工作盘;2-心轴;3-成型轴;4-可变挡架;5-插座;6-钢筋
钢筋弯曲点线和心轴的关系,如图9-75所示。
由于成型轴和心轴在同时转动,就会带动钢筋向前滑移。
因此,钢筋弯90°时,弯曲点线约与心轴内边缘齐;弯180°时,弯曲点线距心轴内边缘为1.0~1.5d(钢筋硬时取大值)。
图9-75弯曲点线与心轴关系
(a)弯90°;(b)弯180°
1-工作盘;2-心轴;3-成型轴;4-固定挡铁;5-钢筋;6-弯曲点线
注意:
对HRB335与HRB400钢筋,不能弯过头再弯过来,以免钢筋弯曲点处发生裂纹。
3.曲线形钢筋成型
弯制曲线形钢筋时(图9-76),可在原有钢筋弯曲机的工作盘中央,放置一个十字架和钢套;另外在工作盘四个孔内插上短轴和成型钢套(和中央钢套相切)。
插座板上的挡轴钢套尺寸,可根据钢筋曲线形状选用。
钢筋成型过程中,成型钢套起顶弯作用,十字架只协助推进。
图9-76曲线形钢筋成型
(a)工作简图;(b)十字撑及圆套详图;(c)桩柱及圆套详图
1-工作盘;2-十字撑及圆套;3-桩柱及圆套;4-挡轴圆套;5-插座板;6-钢筋
4.螺旋形钢筋成型
螺旋形钢筋,除小直径的螺旋筋已有专门机械生产外,一般可用手摇滚筒成型(图9-77)。
近年来,有些地区改用机械传动的滚筒。
由于钢筋有弹性,滚筒直径应比螺旋筋内径略小,可参考表9-35。
图9-77螺旋形钢筋成型
1-支架;2-卷筒;3-钢筋;4-摇把
滚筒直径与螺旋筋直径关系表9-35
螺旋筋内径(mm)
φ6
288
360
418
485
575
630
700
760
845
-
-
-
φ8
270
325
390
440
500
565
640
690
765
820
885
965
滚筒外径(mm)
260
310
365
410
460
510
555
600
660
710
760
810
9-4-5钢筋加工质量检验
1.主控项目
(1)受力钢筋的弯钩和弯折应符合9-4-4-1条第1点的规定;
(2)箍筋弯钩的弯弧内直径、弯折角度、平直段长度应符合9-4-4-1第2点的规定。
检查数量:
按每工作班同一类型钢筋、同一加工设备抽查不应少于3件。
检查方法:
钢尺检查。
2.一般项目
(1)钢筋调直冷拉率应符合9-4-2-2条第2点的规定。
(2)钢筋加工的形状与尺寸应符合设计要求,其偏差应符合表9-36的规定。
检查数量与方法,与主控项目相同。
钢筋加工的允许偏差表9-36
项目
允许偏差(mm)
受力钢筋顺长度方向全长的净尺寸
±10
弯起钢筋的弯折位置
±20
箍筋内的净尺寸
±5
 升级会员
升级会员 