高分子材料的纤维化技术及成形纤维结构控制.docx
《高分子材料的纤维化技术及成形纤维结构控制.docx》由会员分享,可在线阅读,更多相关《高分子材料的纤维化技术及成形纤维结构控制.docx(9页珍藏版)》请在冰豆网上搜索。
高分子材料的纤维化技术及成形纤维结构控制
高分子材料的纤维化技术及成纤结构控制
薛元
(嘉兴学院 材料与纺织工程学院)
1. 前言
纤维的定义是沿长度方向的尺寸远远大于粗度方向尺寸的物体。
更进一步的说,作为高分子材料的特征,材料的性质还将依赖于高次构造的变化而有着显著的变化。
(此处高次构造是指结晶与非结晶,微元纤化,纤维的皮芯,异型变等)因此,高分子的纤维化技术的本质包含了两方面的内容:
制做细而长的物体以及如何控制其高次结构。
从制作细而长的物体的视点出发,着重变形和温度变化等材料的宏观行为,为此要求移动现象论的思维方法。
与此相对高次构造的控制,则着重研究材料的微观行为特性,为此,材料科学的观点是重要的。
即为了理解纤维化技术,有必要从宏观向微观,从外部现象到内部本质,从材料的不同组合到物质分子结构的组合与分子链排列顺序的控制进行转换。
本论文着重要叙述的是在熔融纺丝工艺中在高数米的装置内,调整纤维的制造工艺进行纳米水平(10-9)的高次构造控制。
2.高分子材料的纤维化技术
作为化学纤维制造工序的纺丝有熔融纺丝和溶液纺丝,即通过溶解,赋予材料足够的流动性。
在由融解而获得流动性的场合,一般采用熔融纺丝,使用溶媒进行融解的场合优势法纺丝和干法纺丝。
在此,有时也会出现由于熔融仍不能获得充分的流动性,而在材料升温时在熔解前及产生了热分解,或者即使融解由于分子量高仍不能获得充分的流动性。
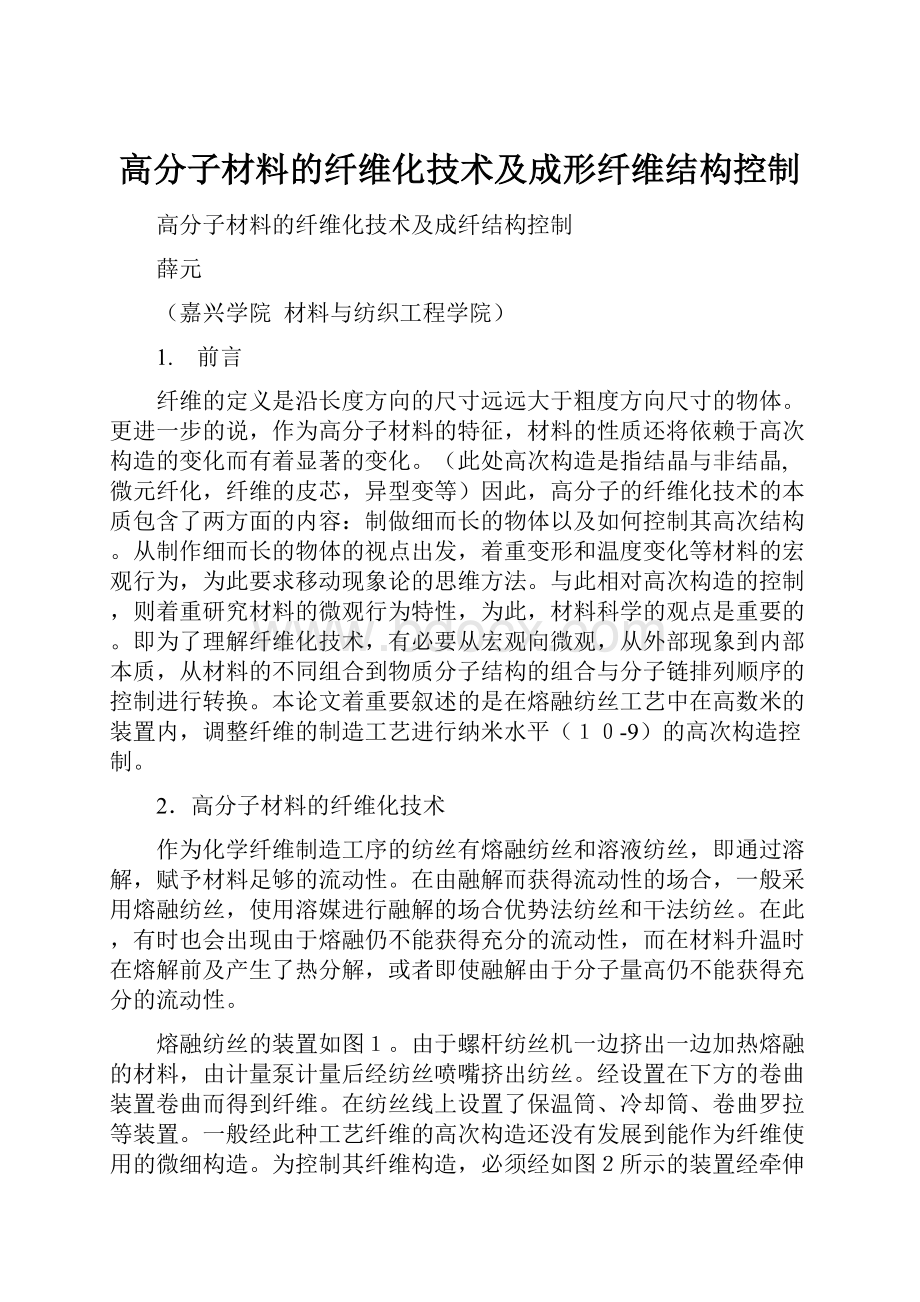
熔融纺丝的装置如图1。
由于螺杆纺丝机一边挤出一边加热熔融的材料,由计量泵计量后经纺丝喷嘴挤出纺丝。
经设置在下方的卷曲装置卷曲而得到纤维。
在纺丝线上设置了保温筒、冷却筒、卷曲罗拉等装置。
一般经此种工艺纤维的高次构造还没有发展到能作为纤维使用的微细构造。
为控制其纤维构造,必须经如图2所示的装置经牵伸和热处理工序,也可将后加工工序直接相连,称为纺丝直接牵伸一步法。
此处被纤维所要求的的高次构造可充分发挥分子内的共有结合力,使分子链沿纤维轴向高度取向,并经热处理,使其形成充分发达的结晶构造。
可是由于访粘法、循环上浆法等无纺制造工艺及其纤维化机理与熔融纺丝法大致相同。
此时与后面叙述的超高速纺丝法相同都是经纺丝直接得到纤维二不需经牵伸和热处理工序而直接得到构成制品的纤维。
所以熔融纺丝法是重要的。
3.熔融纺丝过程的动力学
不限于熔融纺丝,为了使高分子材料的熔融会、流动化,对其施加力使其边变形边冷却,使其具有某种形态。
为了解析熔融成形工艺,必须连立求解:
物质守恒方程;运动量守恒方程;热平衡方程;本构方程。
图3为表达熔融纺丝工艺的模型。
下面给出上述方程式。
此外,假定纤维非常细,纤维断面内的所有参数是常数。
离纺丝喷嘴的距离为X,时间t为独立变量,由此可导出如下的平衡方程式:
物质守恒方程式:
从纺丝板喷出的流体在沿纺丝线移动的过程中高聚物的质量不变,A、V分别为纺丝线的截面积和某时刻其移动的速度,则:
(1)
力平衡方程:
纺丝线上的张力F的平衡式。
式中第一项为材料的移动速度变化时产生的惯性力,第二项为重力,第三项为空气阻力。
此处ρ为密度,g为重力加速度,R为纤维半径,
为空气阻力应力。
(2)
热平衡方程:
纺丝线上温度T的变化是由于从纺丝线的侧面向四周的热移动造成的。
热传递系数为h,
比热为
。
则:
(3)
本构方程:
力与材料的应力和变形的关系。
此处用单纯的粘度η(T)的牛顿粘性式表示。
(4)
在稳定的纺丝条件下,各项参数不随时间而变化,称为定常状态。
在定常状态下,不存在时间微分的项。
此时式
(1)变为AV=const,与
(2)(3)(4)联立求解可得到张力,速度,温度随纺丝线上的位置变化而变化。
即可求出F(X)、V(X)、T(X)。
同时在非常条件下可解析求解与加在纺丝线上的外干扰相对应的响应及安定性和纺丝线上固有的不安定性。
根据上述方程,为了求解可靠性更高的解析结果,有必要对与空气阻力、冷却、应力相对应的材料变形特性等,求解具有较高精度的各种实验式和材料的参数。
为此必须测定很多在实际纺丝过程中的参数。
关于这一点进行了很多各种各样的试验。
图4~图6为利用上述式子具体进行数值解析的实例。
4.纺丝过程中的纤维构造形成
4.1分子取向形成
在纺丝过程中形成的分子取向与加在材料上的伸长应力密切相关.衡量分子取向的尺使用双折射系数△n。
在分子取向还不是很大的范围内,双折射系数与伸长应力存在如下对应的关系:
(5)
即纺丝过程中,为了使纤维获得较大的分子取向,可使用在材料固化时施加达的应力来达到上述目的。
此时C称为应力光学系数。
由高斯链理论推导出的分子链形态分布的2次矩,对应的应力及光学异方性的关系,可求出C.
(6)
此处n为平均折射率,(
)为自由结合链的构造要素的分极率异方性,K为波尔兹曼常数。
4.2结晶化:
可使用下述式子来表达非等温结晶化过程。
(7)
此处K表示结晶化速度。
结晶化速度由于温度的变化而发生显著的变化。
一般在玻璃化转变温度以下或融点温度以上时,结晶化速度为零。
温度在熔点温度与结晶化温度之间的中点附近时取最大值。
同时结晶化速度与分子取向也存在较大的依存性。
分子取向越大结晶化速度越快。
定性地说就是当分子取向增加时,结晶和融体之间的熵差越来越小,其结果导致平衡融点温度上升。
图7表示了温度与结晶化速度的关系。
式(7)表明指数函数中结晶化速度的时间积分越大结晶化速度越大。
所以在实际的放丝过程中,为了使纤维充分地结晶化,重要地是调节纺丝工艺条件,控制加工工艺,使材料尽可能地处于结晶化速度最大的温度,应力领域。
表1给出了基于上述考虑,相对于主要的方丝条件,其分子取向度和结晶化度的变化方向。
表1 取向度结晶度与纺丝工艺的关系
纺丝工艺参数
取向度
结晶化度
纺丝速度↗
↗
↘
吐出量↗
↘
↗
吐出温度↗
↘
↘
冷却↗
↗
↘
分子量↗
↗
--
5.超分子结构的形成与纺丝工艺的关系
过去是分别考虑纺丝工艺过程的移动现象论和纤维构造形成机理。
实际上这两个要素是互相影响的。
首先,伴随着结晶化而有潜热放出,这将会对纺丝线的冷却过程产生影响。
如果考虑结晶化发热的影响,式(3)所示的热平衡方程可改写为:
(8)
式中,ΔΗ是单位质量的结晶化热。
上式表明由于结晶热的放出而导致纺丝线丝条冷却过程的延迟。
一般结晶化速度相对较大的高分子材料的结晶化随着冷却速度的增大结晶化向低温侧移动。
同时在结晶化过程中,由于结晶化每单位时间放出的热量也增大,与急冷条件下吸收的热量正好取得平衡。
其次,考虑一下纺丝线上的固化现象,纺丝线上的温度由于放热而逐渐降低,材料的流动性也逐渐下降,直至到达某位置不能产生变形。
该点称为纺丝线上的固化点。
当在纺丝线上不产生材料的结晶化时,固化是由于玻璃化转移而产生的。
高分子的玻璃状态在热的方面是非平衡的。
其玻璃化转移温度、状态,从本质上说是受热及应力的履历的影响。
可是在一般的纺丝工艺条件下,其玻璃化转移温度可以是认为不变的。
另一方面在材料产生结晶化时,则由于结晶化而在纺丝线上产生固化点。
如前所述,高分子材料的结晶化行为,受温度、应力的影响,而且其结晶化温度也变化。
对纺丝线的细化轮廓和固化温度产生明显地影响。
如果考虑这些因素,为了正确地把握纺丝行为,在对方丝过程的移动现象进行考察的同时,还必须考虑纺丝过程中构造形成因素的影响,将上述公式同时进行求解。
6.先进纤维化技术:
用于熔融纺丝的初期纤维化技术只是简单地将高分子材料从圆形的纺丝喷嘴中吐出,用较低的速度进行卷曲,更进一步地进行牵伸和热处理工艺。
近年来以材料的差别化和纺丝工艺的合理化为目标,开发了很多特殊的纤维化技术。
这些新技术最基本的仍然以高分子材料自身的差别化,加工条件的扩展、极端化,纤维形态构造的多样化复杂化,以及它们的组合而构成。
此处以“熔融纺丝的移动现象论与构造形成的关系及其重要型”这样一个视点出发,介绍若干具有深刻意义的纤维化技术。
6.1超高速纺丝
随着熔融纺丝的纤维卷曲速度的高速化,纺丝应力增大。
随着纺丝应力增大分子取向增大的同时,结晶化速度也增大。
当由于高速化而导致结晶化的速度超过由于冷却而导致的结晶化时,在纺丝线上就会产生结晶化。
我们把这种现象称为取向结晶化。
所谓超高速纺丝,就是利用取向结晶化,使纤维的高次结构充分发展,提供可共实用的纤维,即直经纺丝工序的直接制造方法。
PET纤维的双折射系数、密度与纺丝速度的依存性见图9。
此处双折射系数代表了材料分子取向、密度的结晶化度的物理参数。
随着纺丝速度的增大,双折射系数的变化呈S形曲线增长,与此相对密度从纺速4~5km/min开始剧增,如图所示的广角X纤衍射图可以看出,以此速度为界,纤维开始产生取向结晶化。
进一步测定纺丝线上纤维细化过程的结果,如图10所式。
纺丝线在纺丝速度3m/min时,光滑地细化,而在6k/min时,在150cm附近可观测到纤维直径的急剧细化现象。
这个现象称为细颈状变形。
也只有在产生取向结晶化时可观测到上述现象。
吐出量一定提高纺速时,在没有产生取向结晶化时,PET的玻璃化转移温度的70℃附近,纺丝线固化。
在高速纺丝时,当产生细颈变形时,固化点位置随着速度的增加向纺丝板喷嘴侧移动。
说明此时纺丝线上材料的结晶化温度上升。
可是如前所述,当使卷曲速度增大时,在纺丝线上将产生高的伸长应力。
但产生导致取向结晶化的应力的机制比想象的要复杂。
低速纺丝时作用在纺丝线上的张力可认为大致相同。
但在高速纺速时,由于空气阻力和惯性力的影响变大,纺丝线的张力随着纺丝线向下移动,纤维直径变小温度降低而增大。
惯性力和空气阻力的影响可由纺丝过程的数值解析进行分析。
其结果如图11所式。
由该图可知,如果忽略了空气阻力和惯性力,即使纺丝速度达到高速化,也不会给予纺丝线大的伸长应力。
即超高速纺丝的本质是利用惯性力和空气阻力来进行纺丝线上的张力控制技术。
由此在超高速纺丝时材料分子量的变化,冷却条件的变化,对得到的纤维材料的构造的影响相对变小。
6.2异形截面纤维:
合成纤维的异形截面化,以1960年以产生丝般光泽为目的的三角形截面的制造为起端。
之后以提高挠曲性、吸水性、外观等功能行为目标,进行了各种各样异形截面纤维的开发。
纤维截面形状的异形化,从本质上来说是解决与表面张力的矛盾。
熔融纺丝在纺丝喷嘴截面形状异形化后,纺丝得到的纤维截面形状与喷嘴的形状有差异。
在一般的熔融纺丝的条件下,支配截面形状变化的是表面张力,并由于表面张力的作用而使截面形状钝化,并向表面积较小的圆形靠近。
为了防止这种变化趋势,或采用高分子量、或降低纺丝温度提高纺丝粘度,或以复合纺丝法用另一组份覆盖异形截面纤维的表面(界面),来降低其表面张力。
在这种纤维截面形状的异形化时,要想预测纺丝过程中纤维形成了怎样的高次构造是极其困难的。
其理由之一是异性纤维的冷却行为和作用于纤维的空气阻力,还未建立起能进行定量计算的理论和模型。
特别是在纺丝线上用数学的方法对纤维截面形状的变化进行求解释非常困难的。
作为异形截面纤维最简单的形状,当用纵横比为43的缝隙型喷嘴纺制扁平状界面的纤维时,其截面形状以及纤维截面内双折射分布的解析结果用图12和图13表示。
当截面形状的纵横比降低到10以内时,它的变化与纺丝速度的相关性变小。
同时,在纤维截面内产生了两端高中心低这样显著的分子取向分布。
这可以认为是由于在纺丝过程中在纤维截面内产生了显著的温度分布。
参考纺丝过程中纤维速度及张力的在线检测结果,对扁平纤维的纺丝过程进行数值求解,其结果如图14所示。
与圆形纤维纺丝相比扁平纤维冷却所必需的纺丝线的长度变短,同时截面形状的变化在纺丝线的上游域其变化已基本结束。
进一步随着在纺丝线上施加张力,比较比较圆形截面纤维和扁平截面纤维的数值解析结果,如图15所示。
由于扁平纤维的比表面积大,与圆形截面纤维相比其固化点向上游侧移动。
可是与此同时,由于其表面积大,家在其上的空气阻力也大,与用黑实点表示的固化点的张力相比较,两者之间没有太大的差异。
由此结果我们可以想象,随着纤维截面的扁平化,纺丝过程中形成的纤维构造与截面内的平均值的相关性不大。
6.3复合纤维
复合纺丝广泛应用于如前所述的异形纤维、极细纤维的制造等截面形状的控制。
由导电性粒子、无机粒子配合而产生的导电性,光透过的控制,利用双组份之间融点的差异的热融着性纤维的制造,以及利用组份间的热收缩特性的差异的高卷曲性纤维的制造等。
在此重点讨论复合化技术对于复合纺丝的高次构造的形成究竟起到什么样的作用。
利用图16所式的复合装置,纺制由PET和PP构成的新鞘型复合纤维。
所得到的复合纤维各成分的双折射的变化,与各聚合物作为单组分纺丝进行比较。
见图17。
复合纤维中PET组份的分子取向与单组份纺丝相比双折射增大,与此相对PP组份的分子取向显著下降。
像这样由于各组份间的相互作用(伸长粘度的温度依存性、固化温度、伸长粘度的绝对值等各组份间诸要素的差异)而导致形成纤维的构造发生变化变得明了。
同时各要素的影响可通过纺丝过程的数值解析进行某种程度的预测。
对PET/PP复合纤维的纺丝过程进行解析可得到如图18、图19所式的结果。
此处使用考虑取向缓和影响的模型建立本构方程。
图18给出了速度及温度曲线。
图19给出了应力变化的解析结果。
可看出在PET组份的固化点的应力比单组份方式时增大。
如果假设PP成份在PET固化点时尚未结晶化,则在纺丝线的下游域产生了显著的应力缓和。
即之所以会出现复合纤维中PP成份的分子取向显著降低,是由于表现出了很强的取向缓和的影响所致。
像这样如果积极地利用在复合纺丝中各成份间的相互作用,与单组份纺丝相比较可以在更广阔的范围内通过调节材料纺丝的温度履历、应力等工艺条件,得到在单组份纺丝中得不到的具有特殊高次结构的纤维。
7结束语——纤维化技术今后的课题
即使是近年来引人注目的新合纤的纤维化技术,如大家所了解的,由于纤维截面的异形化和复合化,由于纤维自身复杂的形态和构造,与单纯圆形截面的纤维相比较,可得到各种高性能高功能的纤维。
但是,据说具有超越天然纤维风格的新合纤,作为衣料使用时其功能性在很多方面仍未达到天然纤维的水平。
因此以进一步提高纤维性能和功能为目的的合成纤维构造的复杂化,必将是今后开发研究的主要方向。
其中在纤维的细化过程中或在纤维集合体中进一步提出新的概念、思路和巧妙的方法,是新型纤维开发的关键。
同时为了使工艺控制技术进一步提高,在大幅度扩展纤维化过程中的工艺条件的同时,在纤维化工艺中积极引入非定常因素工艺条件,不仅仅把细而长的纤维作为均一的一次性材料,而是作为多次元的复杂结构的材料进行研究是极其重要的。
进一步从纤维高次构造控制的立场出发,在极端加工条件下研究究竟能得到怎样的纤维,有必要对目前的纤维化技术合理性重新进行反省。
 升级会员
升级会员 