鲁奇BGL煤气化废水处理技术包.docx
《鲁奇BGL煤气化废水处理技术包.docx》由会员分享,可在线阅读,更多相关《鲁奇BGL煤气化废水处理技术包.docx(26页珍藏版)》请在冰豆网上搜索。
鲁奇BGL煤气化废水处理技术包
1.背景介绍
1.1煤化工综述
世界目前主要能源除原油以外,还包括天然气、液化石油气、煤炭等。
我国是一个富煤、少气和贫油的国家,煤炭资源丰富,煤种齐全,国家“十五”能源科技和能源建设计划对发展煤化工给予充分的重视,煤化工在我国面临新的市场需求和发展机遇。
立足本国的富集资源,依靠技术革新的力量,开展新型煤化工,很大程度上可以实现石油和天然气资源的补充和部分替代。
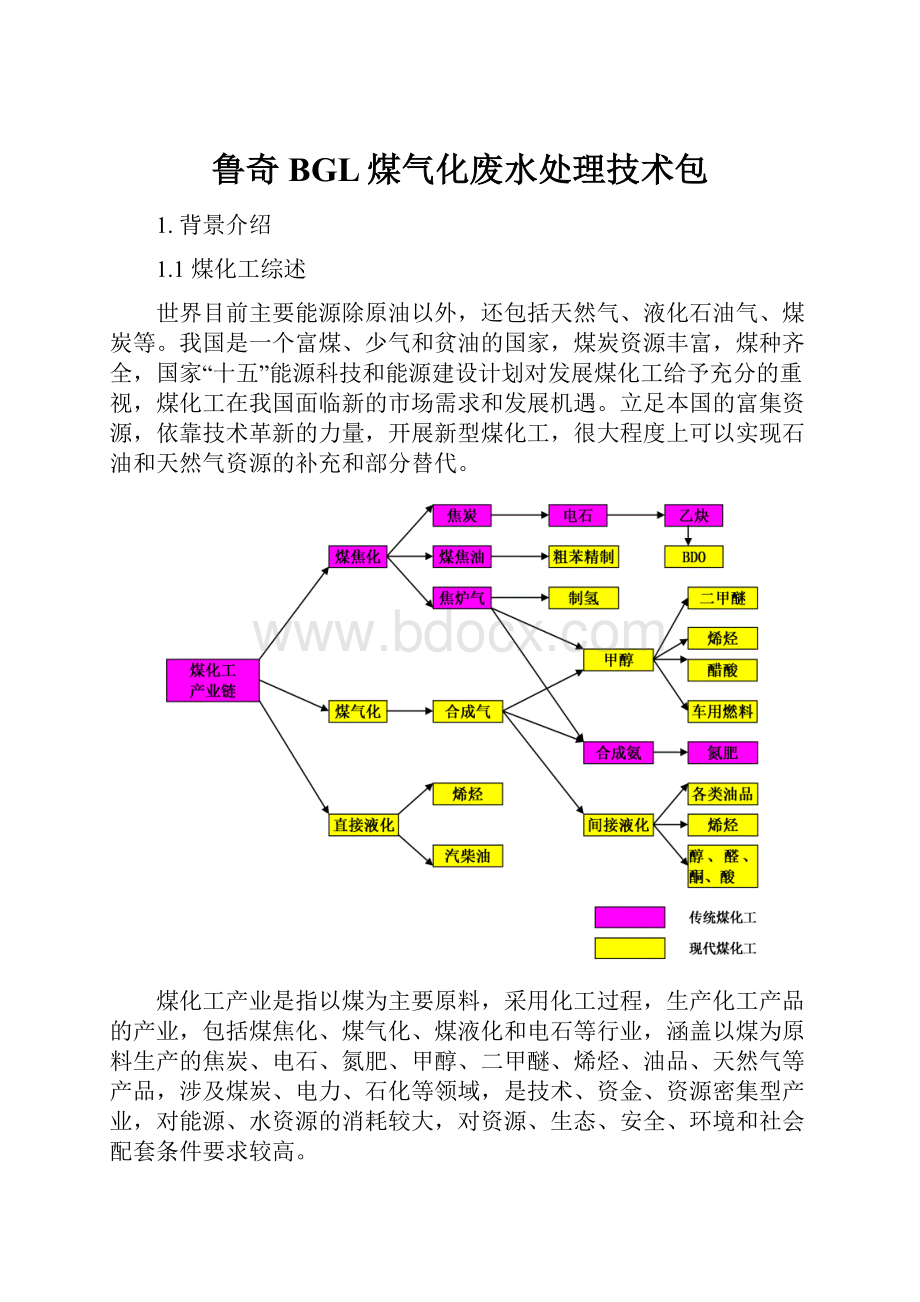
煤化工产业是指以煤为主要原料,采用化工过程,生产化工产品的产业,包括煤焦化、煤气化、煤液化和电石等行业,涵盖以煤为原料生产的焦炭、电石、氮肥、甲醇、二甲醚、烯烃、油品、天然气等产品,涉及煤炭、电力、石化等领域,是技术、资金、资源密集型产业,对能源、水资源的消耗较大,对资源、生态、安全、环境和社会配套条件要求较高。
我国煤化工产业正逐步从焦炭、电石、煤制化肥为主的传统煤化工产业向石油替代产品为主的现代煤化工产业转变。
石油替代产品是煤化工产业的发展方向。
发展煤炭液化、气化等现代煤转化技术,对发挥资源优势、优化终端能源结构、大规模补充国内石油供需缺口有现实和长远的意义,
煤的气化是新一代煤化工的核心。
煤炭气化是煤炭转化的主导途径之一,是煤化工、IGCC、加氢工艺、煤液化等的龙头和基础,煤直接液化、煤间接液化、煤制烯烃等项目都要用到煤炭气化。
1.2煤气化综述
煤气化过程是煤炭的一个热化学加工过程。
它是以煤或煤焦为原料,以氧气(空气、富氧或工业纯氧)、水蒸气作为气化剂,在高温高压下通过化学反应将煤或煤焦中的可燃部分转化为可燃性气体的工艺过程。
气化时所得的可燃气体成为煤气,对于做化工原料用的煤气一般称为合成气(合成气除了以煤炭为原料外,还可以采用天然气、重质石油组分等为原料),进行气化的设备称为煤气发生炉或气化炉。
1.3工业化煤气化工艺及我国应用情况
煤气化工艺发展到今天,可以作为大型化工企业选择的气化方法主要有以下几种类型:
●·流化床气化工艺
●·气流床气化工艺
●·固定床气化技术
1.3.1流化床气化
流化床气化又称之为沸腾床气化,这是一种成熟的气化工艺,在国外应用较多,该工艺可直接使用0~6mm或0~10mm的碎煤作为原料,但亦不希望1mm以下的细粉过多,备煤工艺简单,气化剂同时作为流化介质,炉内气化温度均匀,但气化温度较低小于1000℃左右,碳反应不完全,渣和飞灰中碳含量高,煤气中有效成份较低,近年来流化床气化技术已有较大发展,开发了如德国的高温温克勒(HTW),美国的U-Gas等加压流化床气化新工艺,在一定程度上解决了常压流化床气化存在的带出物过多等问题,但仍然存在带出物含量高、碳含量高且又难分离、碳转化率偏低、煤气中有效成分低、而且要求煤高活性、高灰熔点等多方面问题。
该气化工艺操作压力偏低,煤气污水中有少量焦油、酚等。
因此流化床气化比较适合中、小化工企业采用。
此种气化工艺及气化炉在我国应用较少。
1.3.2气流床气化
气流床气化是一种并流式气化。
从原料形态分有水煤浆、干煤粉2类;从专利上分,Texaco、Shell最具代表性。
前者是先将煤粉制成煤浆,用泵送入气化炉,气化温度1350~1500℃;后者是气化剂将煤粉夹带入气化炉,在1500~1900℃高温下气化,残渣以熔渣形式排出。
在气化炉内,煤炭细粉粒经特殊喷嘴进入反应室,会在瞬间着火,直接发生火焰反应,同时处于不充分的氧化条件下,因此,其热解、燃烧以吸热的气化反应,几乎是同时发生的。
随气流的运动,未反应的气化剂、热解挥发物及燃烧产物裹夹着煤焦粒子高速运动,运动过程中进行着煤焦颗粒的气化反应。
这种运动状态,相当于流化技术领域里对固体颗粒的“气流输送”,习惯上称为气流床气化。
成熟的粉煤气流床气化工艺主要以SHELL、GSP干粉煤加压气化和德士古水煤浆加压气化为代表,这几种气化工艺都是以纯氧作为气化剂,在高温高压下进行熔渣气化,粗煤气中有效组分含量高,仅有微量的甲烷,不产生焦油、萘和酚水,煤气质量好,最适合作合成气。
1.3.2.1德士古(Texaco)气化技术
美国Texaco(2002年初成为Chevron公司一部分,2004年5月被GE公司收购)开发的水煤浆气化工艺是将煤加水磨成浓度为60~65%的水煤浆,用纯氧作气化剂,在高温高压下进行气化反应,气化压力在3.0~8.5MPa之间,气化温度1400℃,液态排渣,煤气成份CO+H2为80%左右,不含焦油、酚等有机物质,对环境无污染,碳转化率96~99%,气化强度大,炉子结构简单,能耗低,运转率高,而且煤适应范围较宽。
相比之下,水煤浆气化技术经过我国有关科研、设计、生产、制造部门的多年研究,已基本掌握德士古水煤浆气化技术,并能设计大型工业化装置,国产化率可达90%以上,技术支撑率高,生产管理经验多、风险少。
目前,国内使用德士古气化工艺的主要有:
1.山东兖矿集团鲁南化肥厂
2.上海焦化厂三联供
3.淮南化工集团
4.陕西渭河化肥厂
5.陕西渭河化肥厂甲醇项目
6.山东兖矿集团国泰化工
7.陕西神木化学工业有限公司
8.久泰二甲醚项目
9.奎屯锦疆化工有限公司
10.河南中原大化
11.中石化南京化学工业公司
12.内蒙古伊泽矿业投资有限公司
13.宁夏煤业集团
14.兖矿集团国宏化工有限公司
15.大连化学工业公司化肥工程
16.绵阳化肥厂扩建
17.中石化吉林化工分公司
18.中石化金陵石化分公司煤代油项目
19.中石化宁夏分公司化肥节能改造
20.中石化齐鲁分公司资源优化工程
21.中石化乌鲁木齐分公司大化肥
22.中石化镇海石化分公司大化肥
23.重庆万盛煤化工
24.南京惠生化工甲醇项目
25.神华包头烯制烃项目
26.南京化工集团
27.山西丰喜肥业
28.兖州煤业榆林甲醇厂
29.上海惠生甲醇项目
30.陕西榆林神木化工甲醇项目
31.中石化南京分公司合成氨项目
32.黑龙江浩吉河合成氨项目
33.上海太平洋化工集团醋酸项目
34.新奥集团
35.利华益集团
36.陕西中化益业能源投资有限公司
1.3.2.2GlobalE-Gas气化技术
E-Gas气化技术最早由Destec公司开发,采用水煤浆原料,两段气化,后被Dow公司收购。
E-Gas气化技术的开发始于1978年,在美国路易斯安娜州的Plaguemine建立了日处理15t煤的中试装置,其后于1983年建立了单炉550t/d煤的示范装置,于1987年建设了单炉1600d/t煤气化装置,配套165MWIGCC电站,这两套装置均位于Plaguemine。
基于这两套装置的经验,在路易斯安娜州的TerraHaute建立了单炉2500t/d的气化装置,配套WabashRiver的260MW的IGCC电站,该电站于1996年投入运行,发电效率40%。
此工艺目前在国内应用较少。
1.3.2.3壳牌(Shell)气化技术
壳牌煤气化工艺是由荷兰壳牌国际石油公司开发的干法粉煤加压气流床气化技术,壳牌公司从50年代开始开发油气化技术,已积累了丰富油气化经验。
近年来,我国引进十几套Shell气化装置用于合成氨和合成甲醇。
总的来说壳牌气化技术是比较先进的气化技术,但是由于其气化炉的结构特点,使得该气化技术一次投资较大。
一台套2000t/d投煤量的气化装置需10亿元人民币,采用该气化技术给企业带来非常大的投资压力。
目前,国内使用Shell气化工艺的主要有:
1.河南义马开祥化工
2.柳州广西柳化
3.大唐国际锡林郭勒煤化工
4.湖北双环科技
5.中石化湖北化肥(枝江化肥)
6.中石化安庆石化
7.中石化岳阳石化
8.河南中原大化
9.大连大化集团甲醇项目
10.河南永城煤电集团甲醇项目
11.云南云天化合成氨
12.云南沾化合成氨
13.中国神华鄂尔多斯煤制油项目
14.大唐国际发电多伦煤基烯烃项目
15.天津碱厂搬迁改造
16.贵州天福化工有限公司
17.鹤壁中原煤化工有限公司
18.鄂尔多斯世林化工有限公司煤制甲醇
19.安阳化工
20.山西兰花科技
21.川西北甲醇厂l
22.浙江巨化股份
23.陕西榆林煤化科技
24.内蒙古天野化工粉煤示范工程
25.中石化巴陵石化分公司
26.河南龙宇煤业化工有限公司
27.大同矿业集团
1.3.2.4Prenflo气化技术
Prenflo和Shell气化技术十分相似,都是在K-T炉基础上发展起来的,都是多喷嘴上行干煤粉气化,水冷壁炉,冷煤气回炉激冷热煤气,煤气冷却都用废热锅炉。
其主要差别在废热锅炉的设置上,Shell在经过桥管后在侧边设置,而Prenflo在顶部。
这是因为当初两家公司是一起合作开发的,后来才分开。
其技术优势在于:
采用的是膜式水冷壁气化炉而非耐火砖,使高温气化(1700℃)可行,所以原料选择范围较宽,而且降低了运行成本。
气化后产生的煤气中CO2含量低,有效气体(CO+H2)的体积分数约90%,氧耗比水煤浆气化约低10%。
其存在的问题主要是投资大,设备造价过高,干燥、磨煤、高压氮气及回炉激冷用合成气的加压所需功耗较大,气化炉的压力低于4.5MPa,不能与后续过程相衔接(如等压合成甲醇)等。
目前,国内应用此气化技术的较少。
1.3.2.5GSP气化技术
GSP(GASSchwarzePumpe)称为“黑水泵气化技术”,是德国未来能源公司开发的气化技术,现由西门子公司收购。
是下喷式加压气流床液态排渣气化炉,操作压力210~410MPa,用粉煤、氧气鼓风,其结构及工作原理与德士古气化炉相似。
未来能源公司的前身是原东德的德意志燃料研究所DeutschesBrennstoffinstitutFreiberg(DBI),是当时东德从事与煤有关的各种技术研发最高研究机构,未来能源公司在不同煤种、废渣、裂解木炭、石油焦以及各种化学废料方面有GSP气化技术的经验。
GSP气化技术不仅可使矿物燃料或类似原料转化为合成气,还可以使有些常规燃料如有足够高热值的废渣和废料转化为合成气。
因此,采用水冷壁气化反应器有很大的优势。
与壳牌气化技术相比,GSP气化技术由于其气化炉的结构简单,使得项目一次投资较较小。
一台套2000t/d投煤量的气化装置不足4亿元人民币,采用该气化技术是一种比较经济、现实的考虑。
目前,国内使用GSP气化工艺的主要有:
1.江苏灵谷化工有限公司GSP
2.淮南化工集团GSP
3.神华宁夏煤业集团公司GSP
4.山西兰花科技GSP
5.贵州开阳化工有限公司GSP
1.3.3固定床气化
固定床气化也称移动床气化。
固定床一般以块煤或焦煤为原料。
煤由气化炉顶加入,气化剂由炉底加入。
流动气体的上升力不致使固体颗粒的相对位置发生变化,即固体颗粒处于相对固定状态,床层高度亦基本保持不变,因而称为固定床气化。
另外,从宏观角度看,由于煤从炉顶加入,含有残炭的炉渣自炉底排出,气化过程中,煤粒在气化炉内逐渐并缓慢往下移动,因而又称为移动床气化。
固定床气化炉常见有间歇式气化和连续式气化两种。
1.3.3.1间歇式气化炉(UGI)
以块状无烟煤或焦炭为原料,以空气和水蒸气为气化剂,在常压下生产合成原料气或燃料气。
该技术是30年代开发成功的,投资少,容易操作,目前已属落后的技术,其气化率低、原料单一、能耗高,间歇制气过程中,大量吹风气排空,每吨合成氨吹风气放空多达5000m3,放空气体中含CO、CO2、H2、H2S、SO2、NOx及粉灰;煤气冷却洗涤塔排出的污水含有焦油、酚类及氰化物,造成环境污染。
我国中小化肥厂有900余家,多数厂采用该技术生产合成原料气,弊端颇多。
随着能源政策和环境的要求越来越高,已逐步为新的煤气化技术所取代。
1.3.3.2鲁奇碎煤加压气化(Lurgi)
鲁奇炉(Lurgi)加压气化是加压固定床气化的代表,德国鲁奇(Lurgi)公司开发成功,在30年代已工业化,属第一代煤气化工艺,技术成熟可靠,是目前世界上建厂数量最多的煤气化技术。
八十年代以来,我国已引进四套现代化鲁奇气化装置,其中三套用于生产城市煤气,一套用于生产合成氨,在设计、安装和运行方面均已取得丰富经验。
鲁奇炉采用固态排渣,炉温偏低,煤与气化剂逆向运动,煤气中甲烷含量高,特别适合于作为城市煤气;另外粗煤气中含有一定量的焦油、酚、氨等有害物,需脱除这些有害物质。
化学工业第二设计院经过几十年的摸索,近几年开发了废水污循环的工艺,成功的解决了鲁奇气化工艺的难点。
鲁奇炉加压固定床加压气化工艺技术的特点是工艺技术成熟、先进、可靠,在大型煤气化技术中投资相对较少。
缺点是气化炉结构复杂、炉内设有破粘和煤分布器、炉篦等转动设备,制造和维修费用大;入炉煤必须是块煤;原料来源受一定限制;出炉煤气中含焦油、酚等,污水处理和煤气净化工艺复杂、流程长、设备多、炉渣含碳5%左右。
针对上述问题,1984年鲁奇公司和英国煤气公司联合开发了液体排渣气化炉(BGL),特点是气化温度高,灰渣成熔融态排出,炭转化率高,合成气质量较好,煤气化产生废水量小并且处理难度小,单炉生产能力同比提高3~5倍,是一种有发展前途的气化炉。
目前,国内使用鲁奇煤气化工艺的主要有:
1.天脊集团山西化肥厂(合成氨)
2.大唐国际发电股份有限公司宁夏宁东(发电)
3.大唐国际发电股份有限公司内蒙古多伦(甲醇)
4.河南煤气集团义马气化厂(煤气)
5.山西潞安煤基合成油有限公司(煤基合成油)
6.哈尔滨气化厂(城市煤气)
7.神华宁夏煤业集团宁夏宁东(丙烯)
8.云南解化集团(合成氨)
9.兰州燃气化工集团公司煤气厂(甲醇)
10.新疆广汇新能源有限公司(甲醇)
11.国电内蒙古能源有限公司(合成氨)
1.3.3.3块/碎煤熔渣气化技术(BGL)
BGL(BritishGas-Lurgi英国燃气-鲁奇)块/碎煤熔渣气化炉技术是在原鲁奇固定床加压气化炉Ⅱ型、Ⅲ型和Ⅳ型炉技术基础上,由当时的英国燃气公司科技开发部(现Advantica公司)在德国鲁奇公司协助下,由英美政府和欧盟资助部分资金,耗资数亿英镑,在位于英国爱丁堡附近的西田(Westfield)煤气化试验厂开发出来的新型煤气化技术。
此技术原为英国Advantica公司拥有,现由上海泽玛克公司收购。
鲁奇固定床加压气化技术是当前世界上应用最多和工业化使用经验最丰富、最成熟的煤气化技术。
在现代气化技术中,鲁奇固定床加压气化技术具有氧耗低和建设成本低的优势,同时也有气化强度低、蒸汽消耗大但利用率低和大量气化污水造成净化成本高的缺点。
现代熔渣气化技术具有气化强度高、蒸汽利用率高、气化效率高的优势,但又有氧耗高和建设成本高的缺点。
BGL熔渣气化技术将高温熔渣气化与加压固定床气化技术结合在一起,兼具双方的优势,克服各自的一些缺点,是一种既高效、又经济的气化技术。
BGL气化技术开发的初衷是为了大规模高效生产替代天然气,应对当时可能发生的欧美天然气供应源由于国际政治原因或开采生产原因枯竭。
技术开发自上世纪70年代至90年代初,经过对英国、美国、欧洲的大量烟煤、焦炭、和部分欧洲的褐煤在工业化规模试验炉的试烧和运行可靠性验证,BGL技术完成大规模中试和工业化示范。
BGL熔渣气化炉可直接气化含水量达20%的各类煤种;在1400~1600℃高温条件下气化,蒸汽用量大幅度降低,90%~95%的蒸汽在气化过程中分解,不仅提高了气化效率,而且使气化废水量减少80%以上,对废水的净化处理规模小、经济。
90年代中后期,在德国东部的黑水泵(SchwarzePumpe)煤气化厂建设了一台内径φ3.6m的BGL熔渣气化炉,与三台同炉径鲁奇IV型加压气化炉交替使用(即用三台鲁奇炉作为单台BGL炉的替换炉使用),气化由当地劣质褐煤制成的型煤与固体废料的混合物,生产合成气,为大型发电厂提供燃料气和为甲醇生产提供原料气。
该气化炉自2001年投产后,至今仍作为主力炉成功地运行。
气化废水经处理后,达到欧盟和德国排放标准,排入附近河流。
目前,该厂正在规划建设第二台BGL气化炉,取代其余3台鲁奇炉。
2005年,中国云南煤化工集团与Advantica公司合作,在其下属的云南解化集团采用英国西田煤气化试验厂的设计方案改造了一台固定床加压气化炉,作为试验和示范炉,探索直接试烧当地高含水量(约35%水分)褐煤的途径。
2006年7月完成炉体改造,10月初完成开车试验,达到预期目标,取得阶段性成果。
云南煤化工集团已决定在云南开远市应用该熔渣气化技术建设200kt/a甲醇/二甲醚生产装置。
在获得Advantica公司的技术许可证后,该项目设计工作已经开始,预计该装置在2008年投产。
目前,国内使用BGL煤气化工艺的主要有:
1.云天化金新化工5080项目(合成氨)
1.4我国煤气化技术进展及应用情况
近40年来,在国家的支持下,中国在研究与开发、消化引进技术方面进行了大量工作。
我国先后从国外引进的煤气化技术多种多样。
50年代末到80年代进行了仿K-T气化技术研究与开发;80年代中科院山西煤化所开发了灰熔聚流化床煤气化工艺并取得了专利。
通过对煤气化引进技术的消化吸收,尤其是通过国家重点科技攻关,对引进装置进行技术改造并使之国产化,使我国煤气化技术的研究开发取得了重要进展。
目前实现工业化生产并得到很好应用的气化工艺主要为:
,多喷嘴对置水煤浆气化、多元料浆气化技术(MCSG)、HT-L气化技术及两段式干煤粉加压气化技术等。
1.4.1多喷嘴对置水煤浆气化技术
本项技术是“九五”期间由华东理工大学、兖矿鲁南化肥厂、中国天辰化学工程公司合作开发的。
2000年10月通过原国家石油和化学工业局组织的鉴定和验收。
示范装置为兖矿国泰化工有限公司,建成两套日投煤1150吨的气化炉,操作压力4.0MPa,生产24万吨/年甲醇,联产71.8MW发电。
装置已于2005年10月投入运行。
第二个项目是应用在华鲁恒升化工股份有限公司大氮肥国产化工程,建设一套多喷嘴对置式水煤浆气化装置,日投煤750吨,操作压力6.5MPa,装置已于2005年6月初投入运行。
该工艺仍属于水煤浆气化的范畴,与TEXACO的主要区别是由TEXACO单喷嘴改为对置式多喷嘴,强化了热质传递,气化效果较好,但多喷嘴需要设置多路控制系统,增加了设备投资和维修工作量。
由于是国内技术,工艺包及专有技术使用费较引进技术有较大幅度的降低。
目前,应用多喷嘴对置式水煤浆气化工艺的主要有:
1.山东华鲁恒升化工有限公司
2.兖矿集团国泰化工有限公司
3.鲁南化肥厂
4.滕州凤凰化肥厂
5.江苏灵谷化工
6.安徽华谊化工有限公司
7.江苏索普集团有限公司
8.神华宁夏煤业集团公司
9.宁波万华集团聚氨酯有限公司
10.杭州半山发电有限公司
11.山东久泰化工
12.山东盛大集团
13.贵州开阳化工有限公司
1.4.2多元料浆气化技术(MCSG)、
多元料浆气化技术(MCSG)是由西北化工研究院开发的大型煤气化技术,该技术采用湿法气流床气化概念,属于水煤浆气化的范畴。
以煤、石油焦、石油沥青等含碳物质和油(原油、重油、渣油等)、水等经优化混配形成多元料浆,料浆与氧通过喷嘴混合后瞬间气化,具有原料适应性广、气化指标先进、技术成熟可靠、投资费用低等特点。
目前,应用多元料浆气化工艺的主要有:
1.内蒙古伊泰煤制油项目
2.榆天化
3.内蒙古奈伦集团
4.山东华鲁恒升化工
5.陕西兴茂侏罗纪煤业镁电集团
6.陕西延长石油有限公司
7.华亭中熙煤化工有限公司
8.陕西咸阳化学工业有限公司
9.内蒙古三维集团
10.重庆万盛煤化工
11.东华集团老鹰山煤化工项目
12.浙江丰登化工股份有限公司
13.浙江巨化集团公司
14.山东久泰集团
15.安徽淮化集团
16.新疆天富
17.山西华鹿煤化工公司
18.合肥四方
19.鄂尔多斯市蒙华能源有限公司
20.山东阿斯德化工有限公司
21.贵州水城矿务局
22.贵州鑫晟煤化工有限公司
23.蒙大新能源化工基地开发有限公司
24.内蒙古伊化集团
25.贵州盘江煤电股份有限公司
26.宁夏宝塔联合化工有限公司
27.陕西府谷煤化工项目
28.中华煤气内蒙项目
29.潞安新疆煤化工项目
1.4.3航天炉气化技术(HT-L)
航天炉又名HT-L粉煤加压气化炉,由中国航天科技集团公司北京航天动力研究所研制,并已获得国家专利。
气化工艺的原料是干煤粉,用高压氮气或加压CO2输送入气化炉,炉体的工作环境属于高温(1500-1700℃)高压(4MPa),采取了加压煤粉给料技术和灰渣水气体急冷技术。
对煤种的适用范围宽,能够以当地煤种为原料。
目前,国内应用HT-L气化工艺的主要有:
1.永煤集团濮阳龙宇化工
2.安徽临泉化工股份有限公司(晋城煤业集团)
3.河南新乡中新化工甲醇
1.4.4两段式干煤粉加压气化技术
西安热工研究院有限公司在国家863计划的支持下,历经10余年的研究,开发出两段式干煤粉加压气化炉。
该气化炉采用水冷壁式炉膛、液态排渣。
运行时,向下炉膛内喷入粉煤、水蒸气和氧气,向上炉膛喷入少量粉煤和水蒸气。
利用下炉膛的煤气显热进行上炉膛煤的热解和气化反应,以提高总的冷煤气效率;同时显著降低热煤气温度,使得炉膛出口的煤气降温至灰熔点以下,从而省去冷煤气激冷流程。
该气化炉已经获得国家发明专利。
目前,应用两段式干煤粉加压气化技术的主要有:
1.华能集团“绿色煤电”项目(废锅流程)
2.内蒙古世林化工有限公司年产30万吨甲醇项目(激冷流程)
1.4.5清华炉
清华炉(非熔渣—熔渣分级气化技术)是在消化吸收国外水煤浆气化技术的基础上自主创新,具有国外成熟技术运行稳定的基本性能,又有自己独特的创新点。
该技术由北京达立科公司与清华大学、丰喜肥业共同所有,由北京达立科公司经营。
清华炉(非熔渣—熔渣分级气化技术)应用于国家重点新能源领域,煤炭的清洁利用和石油、天然气替代项目。
其主要技术原理是将煤炭加工成粉状(水煤浆或干粉),加压送入部分氧化气化炉中生产合成气。
清华炉(非熔渣—熔渣分级气化技术)的特点是:
通过氧气分级供给,气化炉主烧嘴和侧壁氧气喷嘴分别向气化炉内加氧,使气化炉主烧嘴的氧气量可脱离炉内部分氧化反应所需的碳与氧的化学当量比约束,改变了主烧嘴局部区域氧化强度过高的状态,使气化炉轴向温度均衡并有所提高,充分发挥气化炉全容积的气化功能。
在主烧嘴中心通道采用氧含量从0到100%的不同气体作为主烧嘴预混气体,不仅调整了火焰中心的温度,而且调整了火焰中心距主烧嘴端面的距离,有利于降低主烧嘴端部温度,延长其使用寿命。
生产甲醇时,采用CO2作预混气体,不仅可以保护主烧嘴,还可以使气化炉内起控制作用的变换反应向CO方向移动,提高有效气体成份。
目前,应用清华炉气化技术的主要有:
1.山西丰喜一期(气化炉4.0Mpa、φ2800mm,日单炉投煤量可达700吨,2006年1月份已开车)
2.山西焦化(气化炉4.0Mpa、φ2800mm,日单炉投煤量可达700吨)
3.内蒙金诚泰(气化炉6.5Mpa、φ2800mm,日单炉投煤量可达1150吨)
4.大唐呼伦贝尔(气化炉4.0Mpa,φ2800mm,日单炉投煤量可达700吨)
5.惠生内蒙(气化炉6.5Mpa,φ3200mm,日单炉投煤量可达1800吨)
6.山西丰喜三期(水冷壁
 升级会员
升级会员 