端子铆接机使用说明书.docx
《端子铆接机使用说明书.docx》由会员分享,可在线阅读,更多相关《端子铆接机使用说明书.docx(12页珍藏版)》请在冰豆网上搜索。
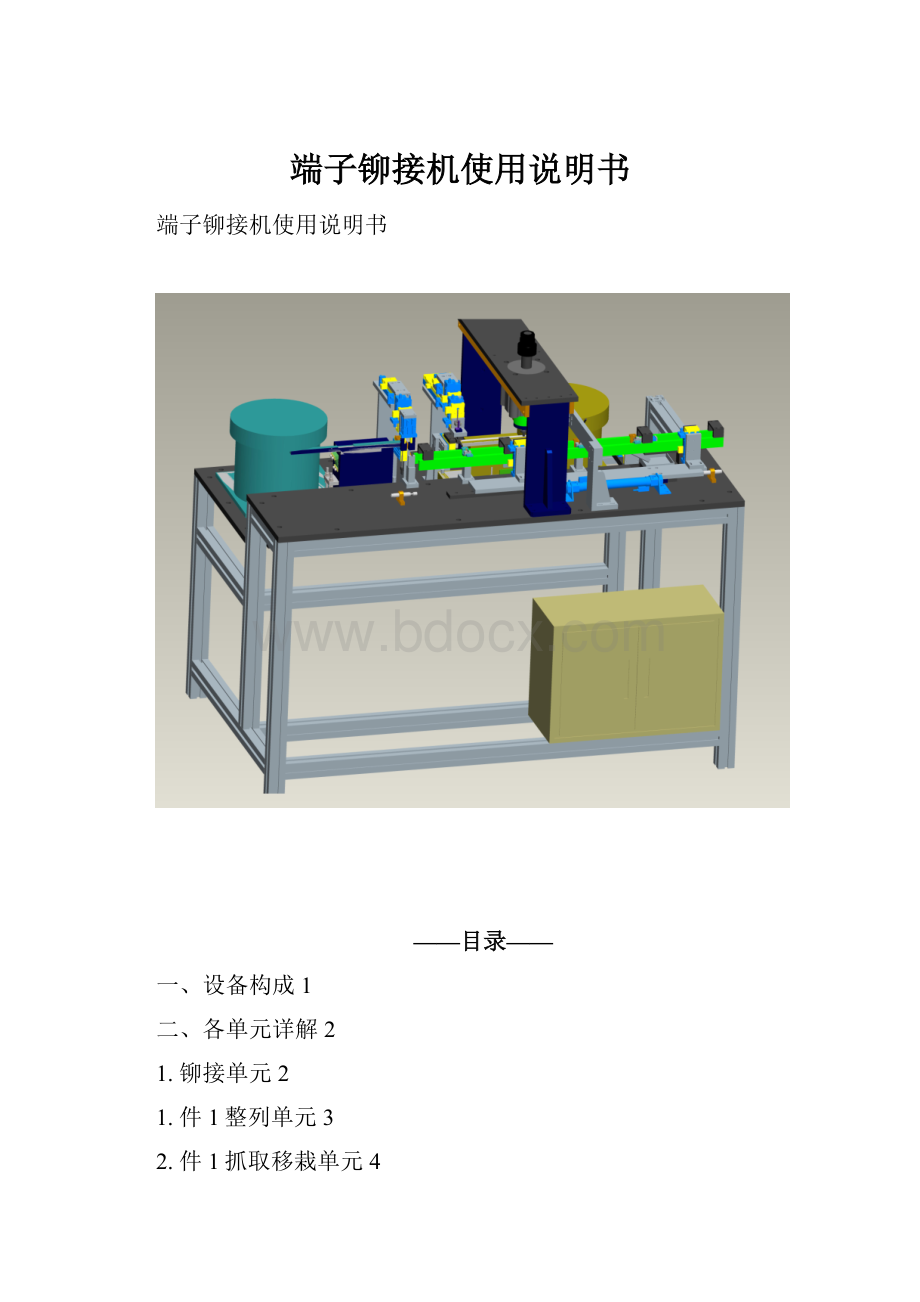
端子铆接机使用说明书
端子铆接机使用说明书
——目录——
一、设备构成1
二、各单元详解2
1.铆接单元2
1.件1整列单元3
2.件1抓取移栽单元4
3.件2抓取移栽单元5
4.件2整列单元6
5.移位单元7
6.高度检测单元8
7.完成品分选单元9
三、操作手顺10
四、附属资料11
1.端子铆接机配线图
2.HG-C1030激光位移传感器说明书
3.FX-311光纤传感器说明书
4.基恩士光纤传感器说明书
5.SDVC40振动送料控制器说明书
一、设备构成
1、电控箱2、铆接单元3、件1整列单元4、件1抓取移栽单元
5、件2抓取移栽单元6、件1整列单元7、移位单元8、高度检测单元
9、完成品分选单元
二、各单元详解
1.铆接单元
名称
型号
厂家
作用
1气缸
CDQ2B8035DZA93XC8
SMC
铆接气缸
2铆接头
压头气缸连扳
压头转接板
压簧φ14(外径)*φ1.5丝径)*15(长度)螺距5
压头SKH51硬度59-61
1.件1整列单元
名称
型号或材料
厂家
作用
1振动盘
2滑道
3气缸
HLH6X30SA
AirTAC
工件1分离
4件1检测传感器及光纤
FX311FD-S21
神视
工件1检测
5件1直线整列器
6件1满杯传感器及放大器
FU-35FAFS-V31
基恩士
振动盘及直线整列器动作
2.件1抓取移栽单元
名称
型号
厂家
作用
1、气缸
HLQ8X50SA
AirTAC
工件1搬送
2、气缸
MXQ8-20CRS-A93
SMC
夹爪升降
3、气缸
MHZ2-16DNF9
SMC
夹爪气缸
4、夹爪
45#硬度50
3.件2抓取移栽单元
名称
型号
厂家
作用
1、气缸
MXQ8-20CRS-A93
SMC
工件2搬送1
2、气缸
MXS8-75ASA93
SMC
工件2搬送
3、吸头
4、传感器
PL-L24
神视
件2安装检测
5、气缸
MXQ8-20CRS-A93
SMC
工件21升降
6、气缸
MXQ8-20CRS-A93
SMC
工件22升降
4.件2整列单元
名称
型号或材料
厂家
作用
1、振动盘
2、滑道
3、气缸
HLH6X30SA
AirTAC
工件2分离
4、件2检测传感器及光纤
FX311FD-S21
神视
工件2检测
5、件2直线整列器
6、气缸
CJPB6-5-B
SMC
件2限位
7、件2满杯传感器及光纤
FU-35FAFS-V31
基恩士
振动盘及直线整列器动作
5.移位单元
名称
型号
厂家
作用
1、导轨
LWLF30-C2-R680-B
IKO
2、气缸
MF20X150SCM
AirTAC
移位部分左右移动
3、气缸
HLQ8X30SA
AirTAC
移位部分升降
4、移位部分
工件12移动
6.高度检测单元
名称
型号
厂家
作用
1、激光位移传感器
HG-C1030
神视
铆接高度检测
具体操作见HG-C1030使用说明书
7.完成品分选单元
名称
型号
厂家
作用
1、气缸
TR6X30S
AirTAC
良品不良品分流
2、气缸
MU6X6B
AirTAC
完成品落料
3、不良品接收盒
三、操作手顺
1.作业前需确认
*送电之前(电源220V)检查气源压力4.0kg/cm2以上
*各单元在原点位置
*移位单元无工件
2.自动运转
*将手动自动开关拨到自动位置,原点灯亮,按下START按键,自动运行开始。
3.自动运转中停止
自动运转中途需停止,按下STOP按键设备即刻停止,需继续工作则按下START按键即
可。
4.作业结束
作业结束时,按下STOP按键,再按下清线按键工件定位座上工件依次自动清空。
5.设备维护内容
*设备需每日清扫,避免有橡胶垫、底座碎屑等杂物长期留在设备上,否则将影响设备正
常运转
*设备气压需定期确认,设定值0.4MPa(±0.5MPa)
6.异常处理
1)红灯闪亮时为振动盘供料不足,请确认是卡料还是原料不足;
2)红灯常亮时请确认是哪个工位动作没有完成,如没有多余的材料在工位上,可按重复
继续工作;
3)如按下紧急停止或是异常终止时请首先将各工位材料清除掉,然后将状态切换开关切
换到手动状态,再长按复位键,待绿灯亮时复位成功。
此时键盘上运行灯闪亮。
大连世佳自动化设备有限公司
 升级会员
升级会员 