1编程的准备及2D平面与外形铣削解析.docx
《1编程的准备及2D平面与外形铣削解析.docx》由会员分享,可在线阅读,更多相关《1编程的准备及2D平面与外形铣削解析.docx(24页珍藏版)》请在冰豆网上搜索。
1编程的准备及2D平面与外形铣削解析
工件3D的绘制或导入
1、绘制:
直接用MasterCAM软件绘制
2、导入:
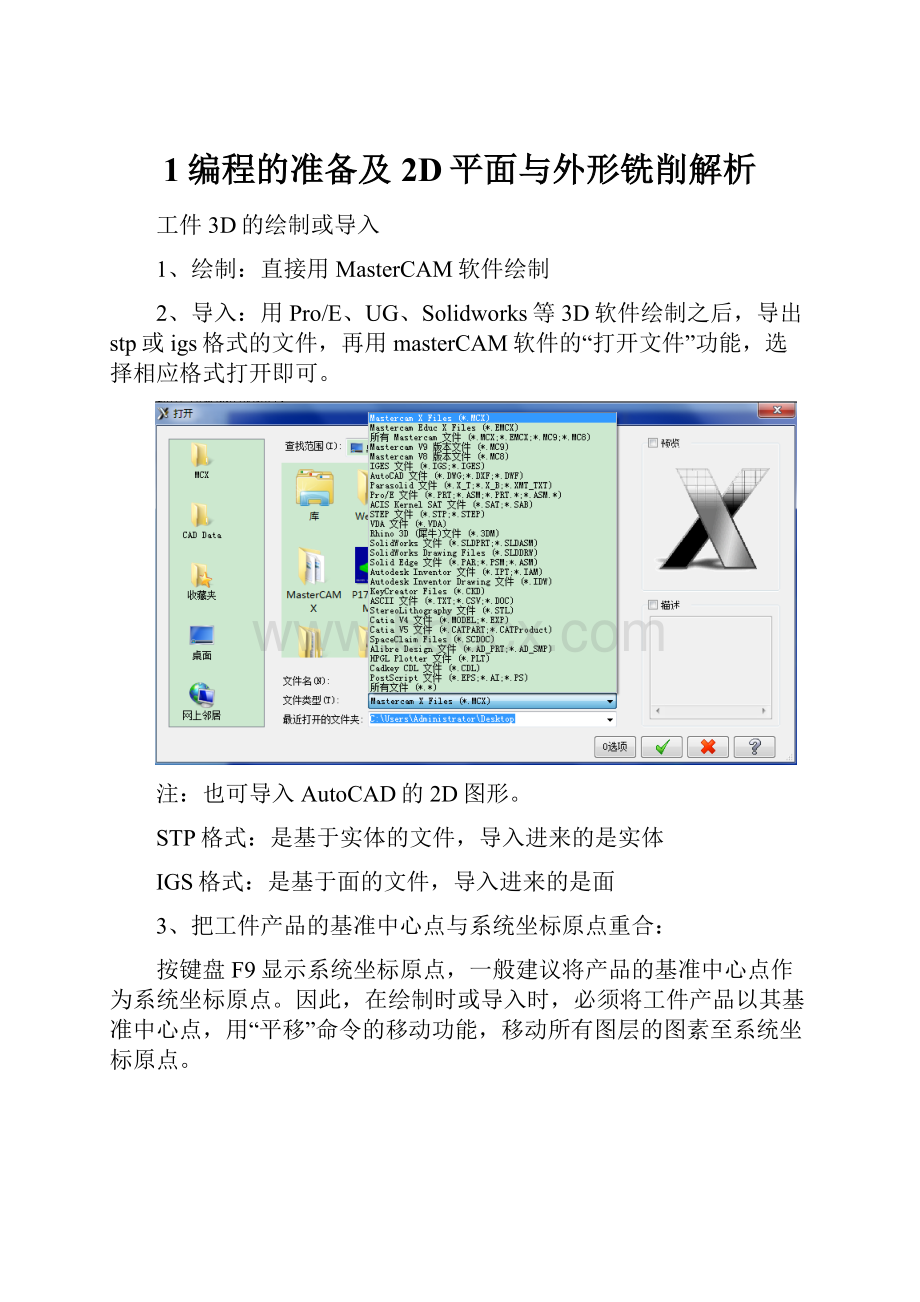
用Pro/E、UG、Solidworks等3D软件绘制之后,导出stp或igs格式的文件,再用masterCAM软件的“打开文件”功能,选择相应格式打开即可。
注:
也可导入AutoCAD的2D图形。
STP格式:
是基于实体的文件,导入进来的是实体
IGS格式:
是基于面的文件,导入进来的是面
3、把工件产品的基准中心点与系统坐标原点重合:
按键盘F9显示系统坐标原点,一般建议将产品的基准中心点作为系统坐标原点。
因此,在绘制时或导入时,必须将工件产品以其基准中心点,用“平移”命令的移动功能,移动所有图层的图素至系统坐标原点。
分别选中以下两个点
移动后如下图所示:
一、前期准备
1、机床类型
机床类型——铣床——默认
注意:
看打开的文件是否已在铣床模式,如下图所示
如果已经有刀具路径了,那么就不能重复再设置一次机床类型
附:
找出“操作管理器”方法:
在菜单栏“视图”——切换操作管理
2、毛坯材料设置
(1)只打开工件产品3D或曲面所在的图层,其余多余图形(中心线、其他零件)都不能显示,否则会影响边界盒自动创建的尺寸大小。
在操作管理器单击“属性”,选“材料设置”,点“边界盒”
(2)接受默认,并回到工件原点设置界面。
其中“延伸”是指扩大边界盒。
(3)设置工件原点坐标位置,并检查“边界盒”自动设定的毛坯尺寸,查看是否需要修改。
如果毛坯材料的原点位置不对,那么可以点击“白色小箭头”,
重新在工作界面选取。
或者直接设置XYZ三个方向的坐标值。
最终的设置显示
二、刀具路径规划
1、基本知识
一般常用的刀具介绍:
圆鼻刀、平底铣刀、球头刀、中心钻、麻花钻、铰刀等
数控铣床常用的刀具路径命令
2、本例的刀具路径规划之一——2D平面铣削
2D铣削,必须要有线框,才能进行编程加工
(1)启动2D平面铣削命令
在“刀具路径——平面铣”或者2D刀具路径工具条
(2)选择平面铣削用的2D串连线框
(3)在“刀具路径参数”,创建新刀具
刀具选择:
平面铣削:
用不重磨硬质合金端铣刀、立铣刀;
用于加工凸轮、凹槽、箱口面等;
(4)定义刀具参数,即刀具规格和切削参数。
设刀具的直径、刀长等参数,而选用的刀具直径,与加工的工件材料、大小、形状有关系。
切削三要素:
切削深度、主轴转速、进给速度。
切削用量的选择原则:
少切削、快进给。
粗加工:
低转速、高进给
精加工(光刀):
高转速、低进给、少间距
进给率F:
指数控加工编程时的进给率,以控制刀具对工件的切削速度,即刀具随主轴高速旋转,按预设的刀具路径向前切削的速度。
单位为mm/min.mm/r
粗加工1000-1800精加工100~1200
下刀速率:
准备从靠近毛坯的地方准备开始切削到毛坯的刀具移动速度,一般较慢。
粗加工800~1000精加工400~600
提刀速率:
是结束某一段加工程序,抬刀的移动速度2000~3000
主轴转速:
粗加工800-2000;精加工2000-3500
(5)定义加工参数
讲解每个选项表示的含义(注意绝对坐标和增量坐标的区别)
参考高度:
指刀具停放的高度,即退刀高度。
进给下刀位置:
指刀具以G0快速移动的方式从参考高度移动到准备以下刀速率加工的位置。
切削方式:
指走刀的方式
最大步进量:
是指两个平行刀路之间的间距。
一般平行刀路都要求有重合部位,一般在10%到50%左右均可。
特别注意:
Z轴分层铣深的使用
一般单次切削深度跟刀具材料、工件材料、转速等有关。
粗加工时,加工铝材,最大深度可为1.5;加工钢材,最大深度最好不好超过0.6或0.8;精加工,一般设0.2~0.5。
精修次数:
指最后留一刀;精修量:
指最后留一刀要切削的余量(粗加工留0.3以上,精加工可留0.12-0.3)
最后生成的刀具路径图:
(6)模拟刀具路径加工
点击如下图所示的图标
注意:
①ALT+T键:
显示/隐藏刀具路径图
②更改参数后,要重建操作
掌握查看刀路的方法,及控制界面的使用
(7)模拟实体验证加工
点击如下图所示的图标
此时在进行实体验证时会发现刀具走了空程,请问是什么原因?
(8)生成NC代码
点击如下图所示的图标
点击√之后,保存到硬盘上
自动用MasterCAM自带的编辑器打开NC代码
以后要单独打开时,则点击“文件——编辑/打开外部”,找到这个NC文件。
也可以用“记事本”打开后缀名为.NC的文件
(9)检查并修改NC代码的程序头、程序尾
例如如果机台没有自动换刀,则删除T0202之类的指令;
例如程序尾增加一些主轴停止M05或是M09切削液关闭等指令。
3、本例的刀具路径规划之二——2D外形铣削
(1)启动2D外形铣削命令
在“刀具路径——外形铣削”或者2D刀具路径工具条
点击“2D外形铣削”命令,
(2)选择外形铣削用的2D串连线框
(注意:
使用2D刀具路径命令,必须要有线框。
换句话说,可以无3D工件图形也能加工。
同时,2D加工的方法,每一层的加工,其Z方向的位置都是不变的,即每一层的加工深度保持一致)
(3)定义刀具
(4)定义加工参数
打√结束后,发现刀路错误,加工到工件的内部了。
 升级会员
升级会员 