数控编程实践复习资料.docx
《数控编程实践复习资料.docx》由会员分享,可在线阅读,更多相关《数控编程实践复习资料.docx(17页珍藏版)》请在冰豆网上搜索。
数控编程实践复习资料
高等教育自学考试
《数控编程(实践)》复习资料
课程代码:
05788
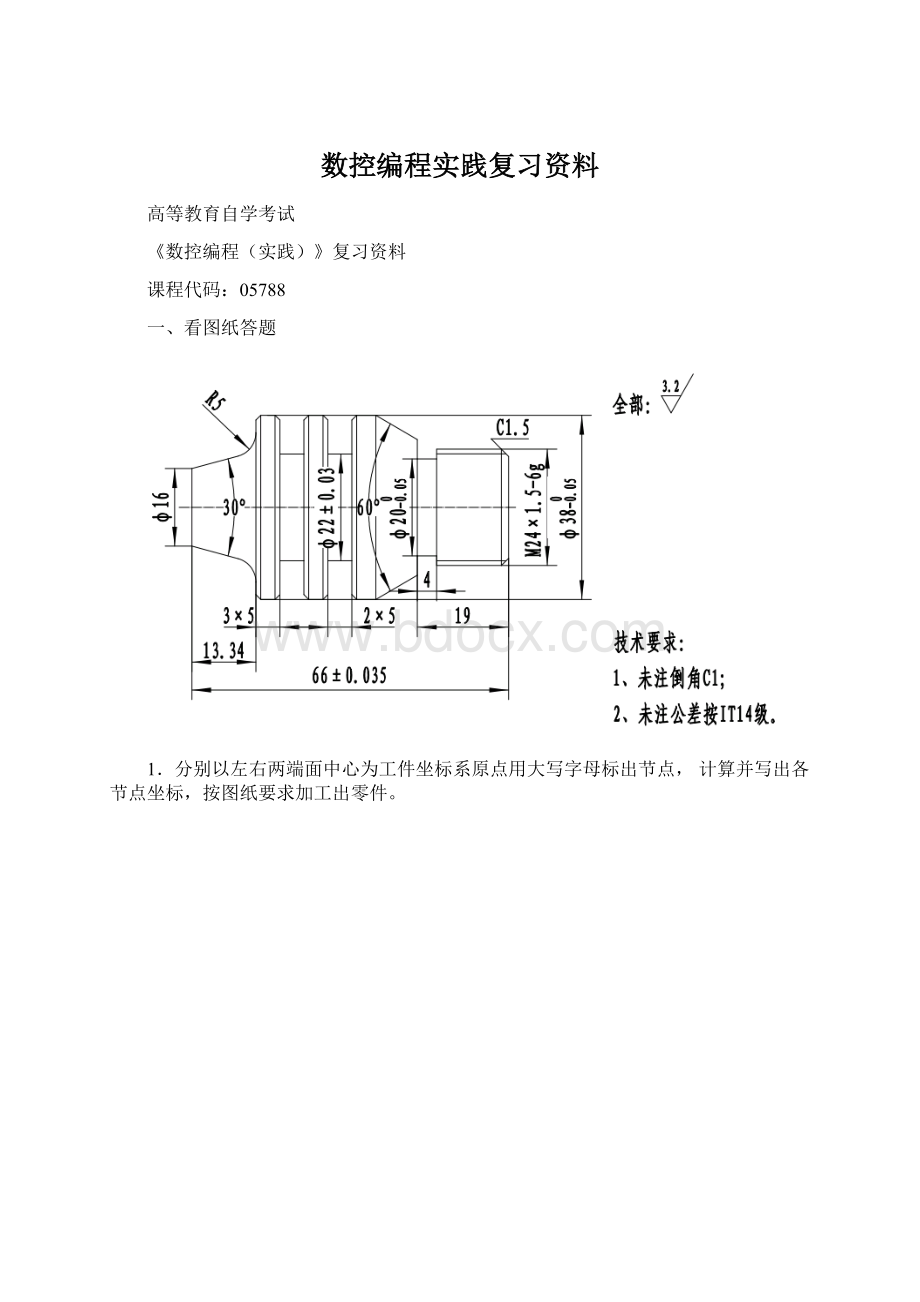
一、看图纸答题
1.分别以左右两端面中心为工件坐标系原点用大写字母标出节点,计算并写出各节点坐标,按图纸要求加工出零件。
标坐标:
坐标:
右端坐标:
O1:
(0,0)
A:
(20.805,0)
B:
(23.805,-1.5)
C:
(23.805,-19)
D:
(28,-19)
E:
(38,-27.66)
槽底F:
(20,-19)
槽的坐标:
G:
(22,-46.66)
H:
(22,-47.66)
I(22,-36.66)
J:
(22,-37.66)
K:
(38,-48.66)
L:
(36,-47.66)
M:
(38,-45.66)
N:
(36,-46.66)
O:
(38,-38.66)
P:
(36,-37.66)
Q:
(38,-35.66)
R:
(36,-36.66)
左端坐标:
O2:
(0,0)
S:
(16,0)
T:
(21.16,-9.63)
U:
(30.82,-13.34)
V:
(36,-13.34)
W:
(38,-14.34)
2.程序编制(编制出加工程序)
华中系统程序:
右端程序:
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5R1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X800F2000
G96S180M3
G0X42
Z2
N1G0G42X20.805
G1Z0F0.1
X23.805Z-1.5
Z-19
X28
X38Z-27.66
Z-52.66
G1X42
N2G1G40X42
G0X100
Z100
T0303
G95G97G40G0X100Z100
S800M3
G0X42
Z2
Z-47.66
G1X22F0.1
G0X42
Z-46.66
G1X22
Z-47.66
G0X42
Z-37.66
G1X22F0.1
G0X42
Z-36.66
G1X22
Z-37.66
G0X42
Z-48.66
G1X38
X36Z-47.66
G0X42
Z-45.66
G1X38
X36Z-46.66
G0X42
Z-38.66
G1X38
X36Z-37.66
G0X42
Z-35.66
G1X38
X36Z-36.66
G0X100
Z100
T0404
G95G97G40G0X100Z100
S800M3
G0X30
Z2
G82X23.805Z-17F1.5
X23.5
X23
X22.5
X22.05
G0X100
Z100
M30
左端程序:
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5R1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X800F2000
G96S180M3
G0X42
Z2
N1G0G42X16
G1Z0F0.1
X21.16Z-9.63
G2X30.82Z-13.34R5
G1X36
X38Z-14.34
G1X42
N2G1G40X42
G0X100
Z100
M30
FANUC系统参考程序
右端
O0001
T0202
G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U2R1
G71P1Q2U0.8W0.1F0.15
N1G0G42X20.805
G1Z0F0.15
X23.805Z-1.5
Z-19
X28
X38Z-27.66
XZ-53
X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G0X41
Z2
G96S180M03
G50S2000
G76P1Q2F0.12
G0X100
Z100
M05
M00
T0303
G99G97G40G00X100Z100
M03S800
G0X30
Z2
Z-19
G1X20F0.1
G0X42
Z-38.66
G1X38F0.1
X36Z-37.66F0.1
X22
G0X42
Z-35.66
G1X38F0.1
X36Z-36.66
X22
Z-37.66
G0X42
Z-48.66
G1X38F0.1
X36Z-47.66
X22
G0X42
Z-45.66
G1X38F0.1
X36Z-46.66
X22
Z-47.66
G0X100
Z100
M05
M00
T0404
G99G97G40G00X100Z100
M03S800
G0X28
Z2
G92X23.805Z-17F1.5
X23.2
X22.6
X22.05
G0X100
Z100
M30
左端
O0002
T0202
G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U2R1
G71P1Q2U0.8W0.1F0.15
N1G0G42X16
G1Z0F0.15
X21.16Z-9.63
G2X30.82Z-13.34R5
G1X36
X38Z-14.34
X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G0X41
Z2
G96S180M03
G50S2000
G70P1Q2F0.12
G0X100
Z100
M05
M30
二、看图纸答题
1.分别以左右两端面中心为工件坐标系原点用大写字母标出节点,计算并写出各节点坐标,按图纸要求加工出零件
标坐标
坐标
右端:
O1:
(0,0)
A:
(16,0)
B:
(20,-10)
C:
(20.805,-10)
D:
(23.805,-11.5)
E:
(23.805,-24)
F:
(34,-24)
G:
(36,-25)
槽底I:
(24,-16)
左端:
O2:
(0.0)
O2:
(0,0)
K:
(17.98,-14.38)
L:
(28.78,-23)
M:
(34,-23)
N:
(36,-24)
2.程序编制(编制出加工程序)
华中系统参考程序:
右端程序:
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5R1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X800F2000
G96S180M3
G0X42
Z2
N1G0G42X16
G1Z0F0.1
X20Z-10
X20.805
X23.805Z-11.5
Z-24
X34
X36Z-25
Z-37
G1X42
N2G1G40X42
G0X100
Z100
M30
T0303
G95G97G40G0X100Z100
S800M3
G0X30
Z2
Z-24
G1X16F0.1
G0X100
Z100
T0404
G95G97G40G0X100Z100
S800M3
G0X30
Z2
G82X23.805Z-22F1.5
X23.5
X23
X22.5
X22.05
G0X100
Z100
M30
左端程序:
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5R1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X800F2000
G96S180M3
G0X42
Z2
N1G0G42X0
G1Z0F0.1
G3X17.48Z-17.38R10
G2X28.78Z-23R6
G1X34
X36Z-24
G1X42
N2G1G40X42
G0X100
Z100
M30
FANUC系统参考程序
右端
O0001
T0202
G99G97G40G00X100Z100
M03S800
G0X41
Z2
G71U2R1
G71P1Q2U0.8W0.1F0.15
N1G0G42X16
G1Z0F0.15
X20Z-10
X20.805
X23.805Z-11.5
Z-24
X34
X36Z-25
Z-37
X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G0X41
Z2
G96S180M03
G50S2000
G70P1Q2F0.12
G0X100
Z100
M05
M00
T0303
G99G97G40G00X100Z100
M03S800
G0X38
Z2
Z-24
G1X16F0.1
G0X100
Z100
M05
M00
T0404
G99G97G40G00X100Z100
M03S800
G0X28
Z2
Z-8
G92X23.805Z-22F1.5
X23.2
X22.6
X22.05
G0X100
Z100
M30
O0001
左端O0002
T0202
G99G97G40G00X100Z100
M03S800
G0X41
Z2
G73U2R1
G73P1Q2U0.8W0.1F0.15
N1G0G42X0
G1Z0F0.15
G3X17.98Z-14.38R10
G2X28.78Z-23R6
G1X34
X36Z-24
X41
N2G1G40X41
G0X100
Z100
M05
M00
T0202
G0X41
Z2
G96S180M03
G50S2000
G70P1Q2F0.12
G0X100
Z100
M05
M30
三、看图纸答题
标坐标:
坐标:
1.(分别以左右两端面中心建立工件坐标系原点,用大写字母标出节点,计算并写出各节点坐标;按图纸要求加工出零件)。
标坐标:
坐标:
右端:
O1:
(0,0)
A:
(20.805,0)
B:
(23.805,-1.5)
C:
(23.805,-13)
D:
(28,-13)
E:
(30,-14)
F:
(30,-25)
G:
(32,-25)
H:
(34,-26)
I:
(34,-30)
J(40,-30)
槽底K:
(20,-13)
左端:
O2:
(0,0)
L:
(16,0)
M:
(20,-10)
N:
(24.7,-10)
P:
(34.9,-23.33)
2.程序编制(编制出加工程序)
华中系统参考程序:
右端程序:
%1
T0202
G95G94G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5R1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X800F2000
G96S180M3
G0X42
Z2
N1G0G42X20.805
G1Z0F0.1
X23.805Z-1.5
Z-13
X30Z-14
Z-25
X32
X34Z-26
Z-30
G1X42
N2G1G40X42
G0X100
Z100
T0303
G95G97G40G0X100Z100
S800M3
G0X36
Z2
Z-13
G1X20F0.1
G0X100
Z100
T0404
G95G97G40G0X100Z100
S800M3
G0X30
Z2
G82X23.805Z-11F1.5
X23.5
X23
X22.5
X22.05
G0X100
Z100
M30
左端:
%1
T0202
G95G97G40G0X100Z100
S800M3
G0X42
Z2
G71U1.5R1P1Q2X0.8Z0.1F0.15
G0X100
Z100
M5
M0
T0202
G95
G46X800F2000
G96S180M3
G0X42
Z2
N1G0G42X16
G1Z0F0.1
X20Z-10
X24.7
G2X34.9Z-23.33R20
G3X40Z-30R10
G1Z-30.2
G1X42
N2G1G40X42
G0X100
Z100
M30
FANUC参考程序
右端:
O0001
T0202
G99G97G40G00X100Z100
M03S800
G0X46
Z2
G71U2R1
G71P1Q2U0.8W0.1F0.15
N1G0G42X20.805
G1Z0F0.15
X23.805Z-1.5
Z-13
X28
X30Z-14
Z-25
X32
X34Z-26
Z-30
X46
N2G1G40X46
G0X100
Z100
M05
M00
T0202
G0X46
Z2
G96S180M03
G50S2000
G70P1Q2F0.12
G0X100
Z100
M05
M00
T0303
G99G97G40G00X100Z100
M03S800
G0X32
Z2
Z-13
G1X20F0.1
G0X100
Z100
M05
M00
T0404
G99G97G40G00X100Z100
M03S800
G0X28
Z2
G92X23.805Z-11F1.5
X23.2
X22.6
X22.05
G0X100
Z100
M30
左端:
O0002
T0202
G99G97G40G00X100Z100
M03S800
G0X46
Z2
G71U2R1
G71P1Q2U0.8W0.1F0.15
N1G0G42X16
G1Z0F0.15
X20Z-10
X24.7
G2X34.9Z-23.33R20
G3X40Z-30R10
G1X46
N2G1G40X46
G0X100
Z100
M05
M00
T0202
G0X46
Z2
G96S180M03
G50S2000
G70P1Q2F0.12
G0X100
Z100
M05
M30
 升级会员
升级会员 