BOX制作工艺流程和质量控制程序.docx
《BOX制作工艺流程和质量控制程序.docx》由会员分享,可在线阅读,更多相关《BOX制作工艺流程和质量控制程序.docx(19页珍藏版)》请在冰豆网上搜索。
BOX制作工艺流程和质量控制程序
BOX制作工艺流程、质量控制程序
1、横隔板加工
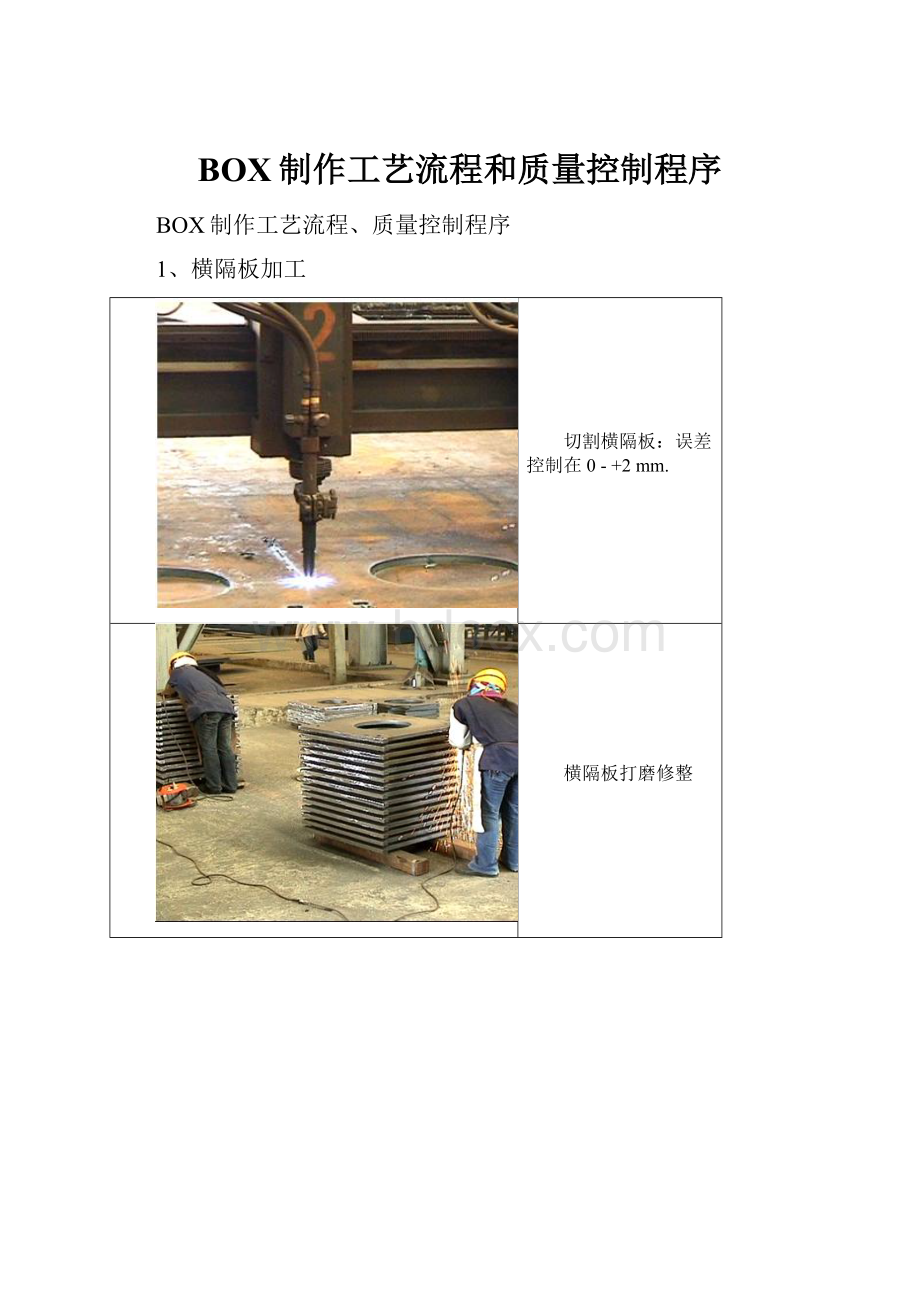
切割横隔板:
误差控制在0-+2mm.
横隔板打磨修整
切割横隔板的垫板
横隔板垫板铣边
组装横隔板
检查横隔板长度、宽度
检查横隔板直角度
检查横隔板对角线
检查尺寸误差
焊接好的横隔板:
焊脚6mm,长100mm;箱型截
面小于500mm的,须断焊2处;
箱型截面为500~900mm,须断焊
3处
给已完成焊接的横隔板进行打磨
检查与存放
2.翼、腹板加工
翼、腹板切割
若翼、腹板发生变形,则需校正
翼板开坡口,坡口角度35度
3.横隔板及垫板组装
用卷尺测量出横隔板的组装位置
对组装横隔板位置进行打磨
组装在腹板上的横隔板
横隔板和面板直角度的误差控制
在±0.5mm内
垫板的组装
在组装垫板时,要用垫板所打磨
部分与翼板打磨部分进行段焊组
装,误差控制在0.5mm.
垫板段焊
段焊之间的距离为500mm,焊脚
6mm,长60mm,焊接完毕后进行
目测,用白色粉笔在焊线附近做记
号。
4.组立
先组腹板
组U
组U后焊前检查
垫板与翼板的组装误差控制在
0.5mm以内
翼板与腹板的组装
隔板对应位置划上2条横隔板组装线
翼、腹板与横隔板之间的段焊长度
100mm,段焊间距100-200mm
在隔板与腹板之间焊缝焊接完成并UT合格后,完成第4片板组装
完成第四块板组装后,在离横隔板
100mm处画出OFF—100线以及
标示横隔板的厚度。
检查高度
检查对角线
用铅垂线测量箱型柱顶部与底部
的曲度
5.焊接
在焊接前,UT人员要标示出UT检
测位置
采用CO2打底焊机进行打底
CO2打底焊道
SAW焊接
电渣焊孔取孔
电渣孔火烤去除水分、杂质,否则
易出现焊接缺陷
电渣焊ESW作业
电渣焊起弧
电渣焊收弧
收弧后成型弧头
收弧头气刨作业
打磨修整
电渣焊内隔板UT作业
若UT不合格,则需气刨修整
返修后修整
测量弯曲度
弯曲度e≤L/1500且e≤5mm
则需校正(L为总长度)
校正后组装牛腿、连接板等
 升级会员
升级会员 