1000MW机组锅炉过热器检修规程.docx
《1000MW机组锅炉过热器检修规程.docx》由会员分享,可在线阅读,更多相关《1000MW机组锅炉过热器检修规程.docx(17页珍藏版)》请在冰豆网上搜索。
1000MW机组锅炉过热器检修规程
1000MW机组锅炉过热器检修规程
1.设备概况及参数
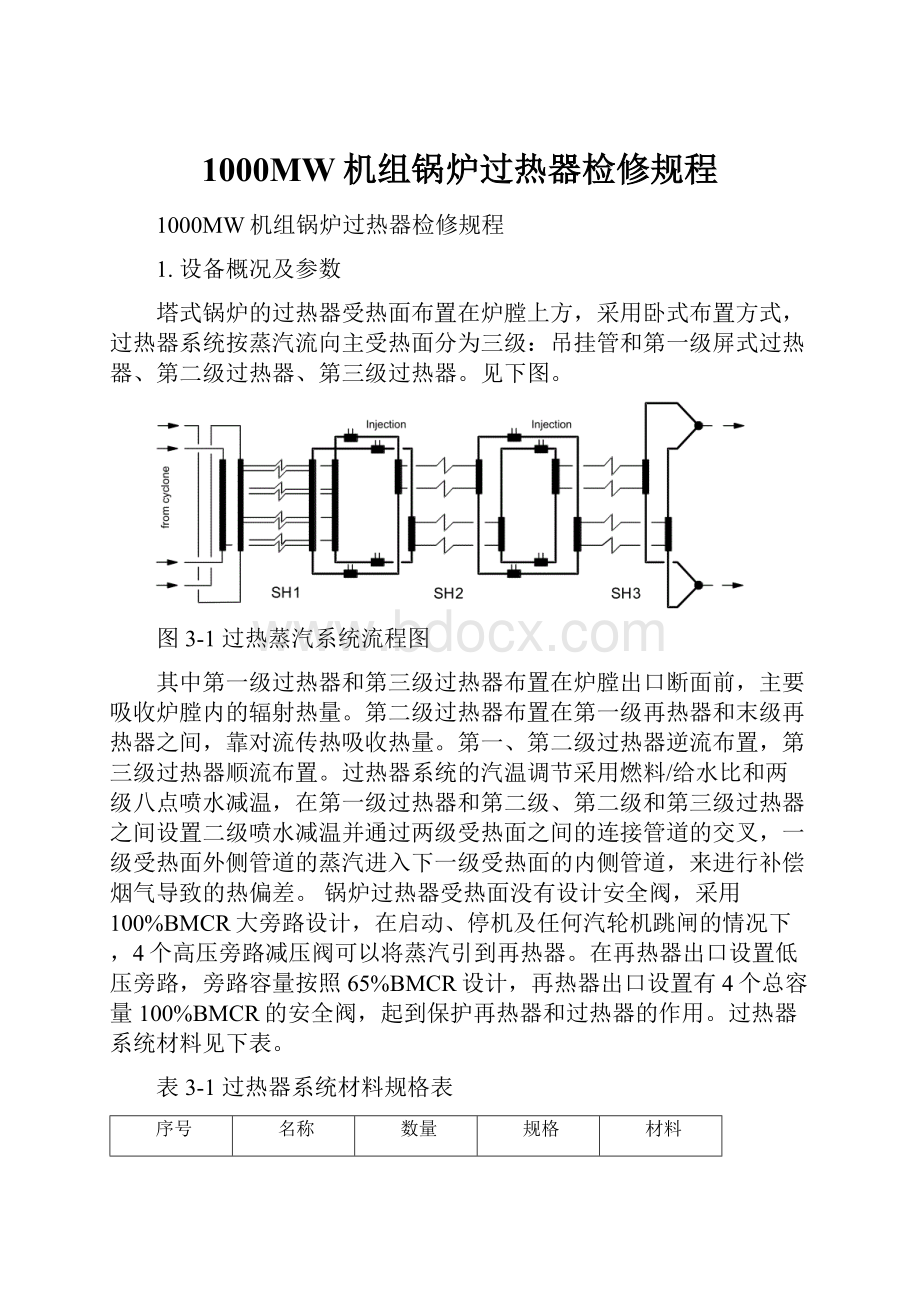
塔式锅炉的过热器受热面布置在炉膛上方,采用卧式布置方式,过热器系统按蒸汽流向主受热面分为三级:
吊挂管和第一级屏式过热器、第二级过热器、第三级过热器。
见下图。
图3-1过热蒸汽系统流程图
其中第一级过热器和第三级过热器布置在炉膛出口断面前,主要吸收炉膛内的辐射热量。
第二级过热器布置在第一级再热器和末级再热器之间,靠对流传热吸收热量。
第一、第二级过热器逆流布置,第三级过热器顺流布置。
过热器系统的汽温调节采用燃料/给水比和两级八点喷水减温,在第一级过热器和第二级、第二级和第三级过热器之间设置二级喷水减温并通过两级受热面之间的连接管道的交叉,一级受热面外侧管道的蒸汽进入下一级受热面的内侧管道,来进行补偿烟气导致的热偏差。
锅炉过热器受热面没有设计安全阀,采用100%BMCR大旁路设计,在启动、停机及任何汽轮机跳闸的情况下,4个高压旁路减压阀可以将蒸汽引到再热器。
在再热器出口设置低压旁路,旁路容量按照65%BMCR设计,再热器出口设置有4个总容量100%BMCR的安全阀,起到保护再热器和过热器的作用。
过热器系统材料见下表。
表3-1过热器系统材料规格表
序号
名称
数量
规格
材料
1
分配器进口连接管道
6
φi240×41.4(min)
12Cr1MoVG
2
分配器
2
φi300×67.5(min)
12Cr1MoVG
3
一级过热器进口连接管道
4
φi300×50.4(min)
12Cr1MoVG
4
一级过热器进口集箱
2
φi300×52.2(min)
12Cr1MoVG
5
一级过热器进口连接管
96×7
φ48.26
12Cr1MoVG
6
一级过热器悬吊管
96×7
φ48.26
12Cr1MoVG,SA-213-T23
7
一级过热器屏管
24×2×14
φ48.26
SA-213-T92
8
一级过热器出口连接管
24×2×14
φ48.26
SA-213-T92
9
一级过热器出口集箱
2
φ406.4×56
SA-335-P91
10
一级过热器出口连接管道
4
φ406.4×56
SA-335-P91
11
过热器一级减温器
4
φ406.4×56
SA-335-P91
12
二级过热器进口连接管道
4
φ406.4×55
SA-335-P91
13
二级过热器进口集箱
2
φ406.4×63
SA-335-P91
14
二级过热器进口连接管
192×7
φ44.45
SA-213-T91
15
二级过热器
192×7
φ44.45
SA-213-T91
16
96×14
SA-213-S304H
17
二级过热器出口连接管
96×14
φ44.45
SA-213-T92,SA-213-S304H
18
二级过热器出口集箱
2
φ508×100
SA-335-P92
19
二级过热器出口连接管道
4
φ457×74
SA-335-P92
20
过热器二级减温器
4
φ457×68
SA-335-P92
21
三级过热器进口连接管道
4
φ457×62
SA-335-P92
22
三级过热器进口集箱
2
φ457×65
SA-335-P92
23
三级过热器进口连接管
816
φ48.26
SA-213-T92,SA-213-S304H
24
三级过热器
816
φ48.27
SA-213-S304H(喷丸)SA-213-TP310HCbN
25
三级过热器出口连接管
816
φ48.28
SA-213-TP310HCbNSA-213-T92
26
三级过热器出口集箱
2
φi270×94.5(min)
SA-335-P92
一级过热器悬吊管受热面积
m2
4864
一级过热器屏管受热面积
m2
1856
二级过热器受热面积
m2
17236
末级(三级)过热器受热面积
m2
5567
12、检修类别及检修周期
2说明:
检修类别为A、C级检修。
检修周期为A、C级检修对应的检修周期。
3检修类别
4检修周期
5备注
6A级检修
76年
8
9C级检修
102年
11
123、检修项目
133.1、A级检修标准项目
14序号
15检修项目
161
17清扫管子外壁积灰
182
19检查管子磨损、胀粗、弯曲、腐蚀、变形情况,测量壁厚及蠕胀
203
21检查、修理管子支吊架、管卡、防磨装置等
224
23检查、调整联箱支吊架
245
25打开检查孔或割下封头,检查腐蚀,清理结垢
266
27检查联箱管座焊口
287
29割管取样
308
31更换少量管子
329
33校正管排
3410
35检查出口导汽管弯头、集汽联箱焊缝
363.2、C级检修标准项目
序号
37检修项目
381
39清扫管子外壁积灰
402
41检查管子外观情况
423
43检查管子管卡是否脱落、防磨装置是否良好
444
45校正管排
464、检修前试验项目及标准
序号
试验项目
试验内容
试验方法
试验标准
1
2
3
5、主要备品备件
说明:
主要备品备件、主要材料及专用工器具等。
序号
名称
规格型号
单位
数量
材质
1
一级过热器管
φ48.3×8.47
米
10
12Cr1MoVG
2
一级过T型管
φ48.3×11.1
米
10
SA213-T23
3
一级过热器管
φ48.3×11.1
米
10
SA213-T23
4
一级过热器管
φ48.3×9.03
米
10
SA-213-T92
5
一级过热器异种钢焊接接头1
φ48.3×9.03/9.03
个
2
SA213-T92/SA213-T23
6
一级过热器异种钢焊接接头2
φ48.3×8.47/8.47
个
2
SA213-T23/12Cr1MoVG
7
一级过热器异种钢焊接接头3
φ48.3×9.03/9.03
个
2
SA213-T23/SA213-T92
8
二级过热器管子
Φ44.5×6.5
米
10
SA213-T91
9
二级过热器管子
Φ44.5×7.0
米
10
SA213-T91
10
二级过热器管子
Φ44.5×9
米
10
SA213-Super304H
11
二级过热器管子
Φ44.5×8.47
米
10
SA213-T91
12
二级过热器管子
Φ44.5×8.35
米
10
SA213-Super304H
13
二级过热器异种钢焊接接头
Φ44.5×9/9
个
2
SA213-T92+SA213-Super304H
14
二级过热器异种钢焊接接头
Φ44.5×8.47/8.35
个
2
SA213-T91+SA213-Super304H
15
三级过热器管子
Φ48.3X12.5
米
10
SA213-T92
16
三级过热器管子
Φ48.3X7.5
米
10
SA213-T92
17
三级过热器管子
Φ48.3X7.5
米
10
SA213-Super304H-SB
18
三级过热器管子
Φ48.3X8.5
米
10
SA213-Super304H-SB
19
三级过热器管子
Φ48.3X10.16
米
10
SA213-Super304H-SB
20
三级过热器管子
Φ48.3X12.5
米
10
HR3C
21
三级过热器管子
Φ48.3X10.16
米
10
HR3C
22
三级过热器异种钢焊接接头
Φ48.3×7.5/7.5
个
2
SA213-T92+SA213-Super304H-SB
23
三级过热器异种钢焊接接头
Φ48.3×10.16/10.16
个
2
SA213-Super304H-SB+HR3C
24
三级过热器异种钢焊接接头
Φ48.3×12.5/12.5
个
2
SA213-T92+HR3C
6、检修工艺步骤及质量标准
序号
检修项目
工艺方法
质量标准
1
过热器清灰和检修准备
(1)管子表面和管排间的积灰用压缩空气清扫。
(2)过热器的悬吊管管子表面以积灰用高压清水冲洗。
(3)进入过热器检修现场的·
b电源线应架空,电气设备使用前应检查绝缘和触电、漏电保护装置。
(1)管子表面和管排间的烟气通道内无积灰、结渣和杂物。
*
(2)过热器的悬吊管管子表面无积灰。
(3)电气设备绝缘良好,触电和漏电保护可靠。
2
管子外观检查
(1)检查管子磨损
a.检查吹灰器吹扫区域内管子和测量壁厚。
b.检查过热器的悬吊管管子和测量壁厚。
c.检查蛇形管弯头和测量壁厚。
d.检查一、二过热器和三级过热器的迎风面和测量壁厚。
e.检查从管排或管屏出列的管子和测量壁厚。
f.检查过热器管卡、限位块。
g.检查均流板与过热器管的接触部位。
h.检查穿墙管和穿顶吊杆。
i.检查水平布置蛇形管与炉墙的距离和磨损。
(1)管子表面光洁,无异常或严重的磨损痕迹。
(2)管子磨损及腐蚀的减薄量允许值应不大于设计壁厚的30%。
(2)检查管子蠕胀
a.检查蠕胀须使用专用的各类管径胀粗极限卡规或游标卡尺。
b.测量过热器的外圈管管径。
c.测量过热器的引出管及其他可能发生蠕胀的蛇形管管径。
d.检查高温过热器的管子外表,特别是向火侧管段表面氧化情况。
(1)碳钢管子胀粗值应小于3.5%D,合金钢管子胀粗值应小于2.5%D。
(2)管子外表无明显的颜色变化和鼓包。
材质为碳钢的受热面管子或三通、弯头的石墨化应不大于4级。
合金钢管表面球化大于4级时,宜取样进行机械性能试验,并做出相应的措施。
(3)管子外表的氧化皮厚度须小于0.6mm,氧化皮脱落后管子表面无裂纹。
(4)管子表面腐蚀凹坑深度须小于管子壁厚的30%。
3
管排外观检查
(1)检查管排变形和整形
a.检查管排横向间距。
消除横向间距偏差和变形的原因,并整形。
b.检查管排平整度,宜割除出列管段,消除变形点后再焊复。
c.检查管排的管卡和管排间均流板。
d.检查过热器管排与悬吊管的联接与定位。
e.检查悬吊管的弯曲变形。
(1)管排排列整齐、平整,无出列管,管排横向间距一致,管排间无杂物。
(2)管卡、均流板、梳形板完好无损,无变形、无脱焊,与管排固定良好,并保证管子能自由膨胀。
(3)悬吊管与过热器管固定良好,管卡与管子焊缝无裂纹。
(4)过热器悬吊管无弯曲变形。
4
割管检查
(1)金属监视管段的位置应由金属监督部门确定。
(2)化学监督段的位置应由化学监督部门确定。
(3)监视管割下以后应标明管子的材质、部位、向火侧面和蒸汽流向。
(4)封堵管子割开后现场的上下管口。
(5)管子切割后监视管应保持原样和完整。
(6)严禁使用割炬切割监视管。
(1)管的切割点应符合DL612-96的规定和要求。
(2)监视管内外壁无损伤。
5
管子焊缝检查
(1)对联箱管座与管排对接焊缝去锈、去污、抽查。
(2)全面检查运行10万小时后的高温过热器出口联箱管座与管排的对接焊缝,并由金属监督部门对焊缝进行探伤抽查。
(3)全面检查运行10万小时后的异种钢焊缝,并由金属监督部门进行无损探伤抽查。
(4)打磨管座焊缝裂纹,彻底消除后进行补焊。
焊接时应采取必要的焊前预热和焊后热处理的措施。
(1)焊缝及焊缝边缘母材上无裂纹。
(2)补焊焊缝无超标缺陷。
焊缝应符合DL438-2009的要求。
6
防磨装置检查
(1)检查防磨装置,防磨装置磨损和烧损变形严重时应予以更换。
(2)检查防磨装置的脱落情况、固定位置。
(1)防磨护瓦和烟气均导流板须完整,无变形、烧损、磨损和脱焊。
(2)防磨护瓦与管子能自由膨胀。
7
管子更换
(1)管子切割
a.参照水冷壁鳍片管的割管要求进行过热器管割管。
b.管子切割后现场管排开口处应即予以封堵。
c.割点附近和管夹应在切割前与管子或所在管排脱离。
d.管子切割时不应损伤相邻的管子。
e.管子切割应采用机械切割,对于特殊部位而需用割炬切割时,须消除切割部位的热影响区。
(1)切割点位置须符合DL612—1996的5.29的要求。
(2)切割点管子开口应与管子保持垂直,开口平整。
(3)对于采用割炬切割的管子,在管子割开后应无熔渣掉进管内。
(2)新管检查
a.新管外观检查。
检查管子表面裂纹。
检查管子表面压扁、凹坑、撞伤和分层。
检查管子表面腐蚀。
管子内外表面缺陷的深度超过管子壁厚的10%时,应采取必要的措施。
检查弯管表面拉伤和波浪度、椭圆度及外圈管壁的减薄量。
检查管径及壁厚。
b.检查合金钢管硬度、合金元素检测和金相检查。
c.新管使用前宜进行化学清洗,对口前用压缩空气进行吹扫,弯管应进行通球试验。
(1)管子外表无压扁、凹坑、撞伤、分层和裂纹。
(2)管子表面无腐蚀。
(3)弯管表面无拉伤,其波浪应符合DL5031—1994的表4.2.6的要求。
(4)弯管实测壁厚应大于直管理论计算壁厚。
(5)弯管的椭圆度应小于6%,通球试验合格。
(6)管子管径与壁厚的正负公差应小于10%。
(7)合金钢管子硬度无超标。
合金成分正确。
(8)新管子无铁锈等杂质。
(3)新管焊接
a.管子的焊接工艺应符合DL5007—92中5.0的要求。
b.新管施工焊口须100%探伤
c.T91、T92、SA-213-S304H、SA-213-TP310HCbN管子焊接,必须进行焊前充氩,焊后热处理。
(1)管子焊接质量标准应符合DL5007—92。
(2)管道对口和焊接应符合DL5031—1994中5.1和5.2的要求。
(3)施工焊缝应100%合格
(4)T91、T92、SA-213-S304H、SA-213-TP310HCbN管子的热处理温度必须符合焊接工艺。
8
联箱检查
(1)焊缝检查
a.联箱管座角
焊缝去锈、去污检查。
对运行10万小时以上的过热器和再热器出口联箱的管座角焊缝应进行全面普查或无损探伤。
b.对联箱焊缝去锈、检查,必要时进行无损探伤检查。
运行10万小时后应进行超声波探伤。
c.焊缝裂纹补焊前应对裂纹进行打磨,在确认无裂纹痕迹后方可进行焊接,并采取必要的焊前预热和焊后热处理的措施。
(1)焊缝表面及边缘无裂纹。
(2)联箱封头焊缝无裂纹。
(3)补焊焊缝超声波探伤检验合格。
(2)外观检查
a.检查联箱外壁的腐蚀点,必要时测量壁厚。
b.宏观检查高温过热器出口联箱,运行10万小时后,首先应进行宏观检查,应特别注意检查联箱表面和管座孔周围的裂纹。
然后,对联箱进行金相检查,对金相检查超标的联箱应进行寿命评估,并采取相应的措施。
c.联箱检查孔去锈后,检查其焊缝部分,运行10万小时后应进行超声波探伤。
(1)联箱腐蚀或磨损后的壁厚应大于设计允许壁厚。
(2)联箱的表面、管座孔周围和联箱检查焊缝部分无表面裂纹。
(3)联箱金相组织的球化应小于5级。
(3)联箱内部检查和清理
a.检查和清理联箱内部积垢。
b.检查联箱内壁及管座处腐蚀和裂纹。
c.对于有内隔板的联箱,在运行10万小时应采用内窥镜对内隔板的位置及焊缝进行全面检查。
(1)联箱内部无结垢。
(2)联箱内壁无腐蚀和裂纹。
(3)隔板固定良好,无倾斜和位移,焊缝无裂纹。
(4)吊杆、吊耳及支座检查
a.检查吊杆的腐蚀和变形。
b.检查吊杆与吊耳联接的销轴变形。
c.对吊耳与联箱焊接的角焊缝去锈去污后进行检查,或打磨后着色检查。
d.检查弹簧支吊架的弹簧弹力。
e.检查联箱支座膨胀间隙。
(1)吊杆表面无腐蚀痕迹。
(2)吊杆受力均匀。
(3)销轴无变形。
(4)吊耳与联箱的角焊缝无裂纹。
(5)吊杆受力垫块无变形。
(6)弹簧支吊架弹簧受力后位移正常。
(7)联箱支座接触良好,膨胀不受阻。
7、检修后试验项目及标准
序号
试验项目
试验内容
试验方法
试验标准
1
水压试验
进行工作压力水压试验或超压水压试验。
1、锅炉上水进行冲洗。
2、待炉水合格后,进行升压试验。
3、达到工作压力的1/10的压力时,稳压20分钟,检查无泄漏后,继续升压至工作压力。
4、超压水压试验,压力达到工作压力时,检查无泄漏后,继续升压至超压压力,稳压20分钟,再降低到工作压力进行检查。
1.1除盐水氯离子浓度应低于0.2mg/L。
1.2水温在30℃~70℃。
1.3升压速度为0.2MPa/min~0.3MPa/min。
1.4停止上水后5min压力下降值:
主蒸汽系统不大于0.5MPa。
1.5承压部件无漏水及湿润现象。
1.6承压部件元残余变形。
 升级会员
升级会员 