机械制造技术试题含答案.docx
《机械制造技术试题含答案.docx》由会员分享,可在线阅读,更多相关《机械制造技术试题含答案.docx(25页珍藏版)》请在冰豆网上搜索。
机械制造技术试题含答案
六•分析计貨题(每小题12分•共24分〉
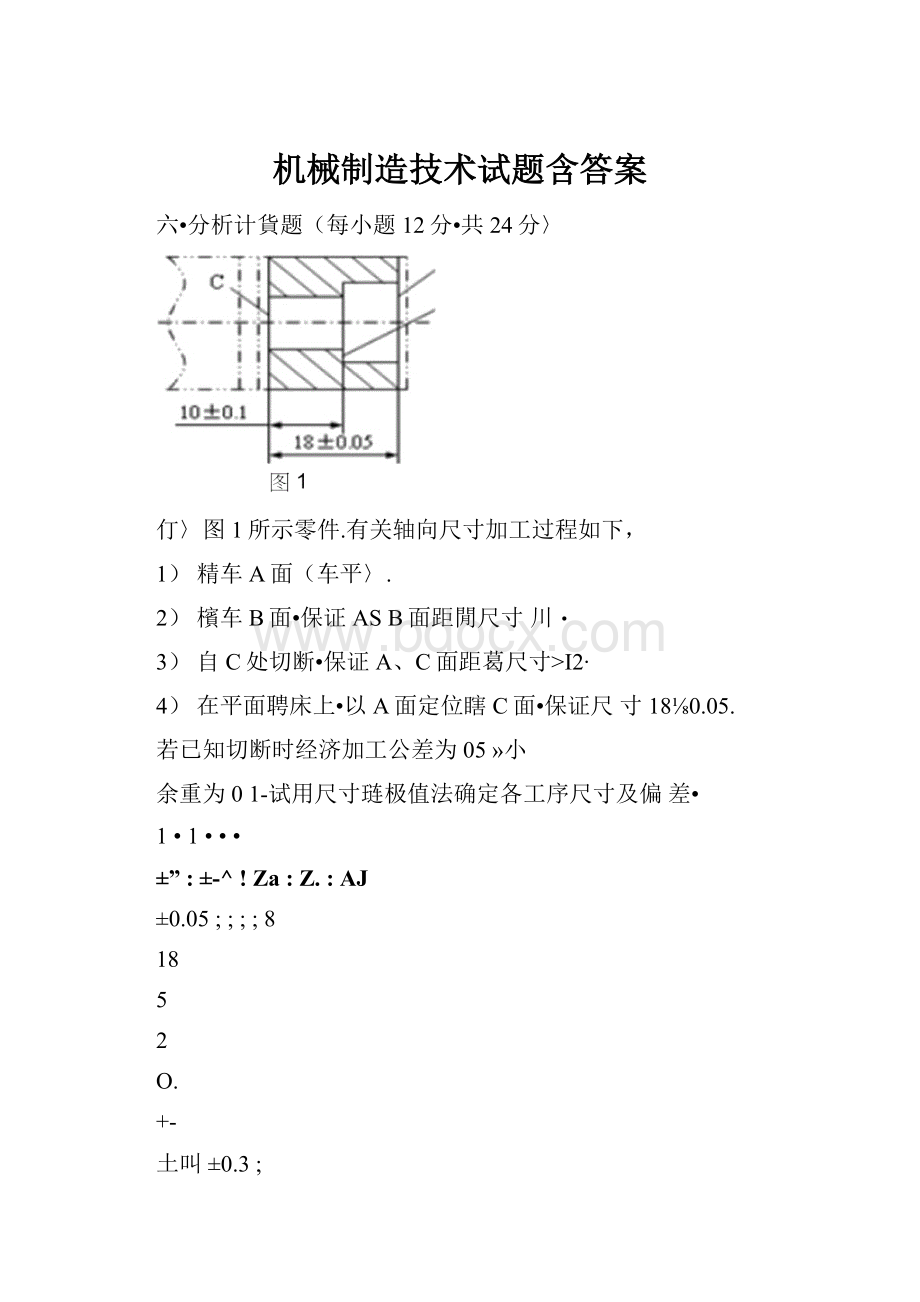
仃〉图1所示零件.有关轴向尺寸加工过程如下,
1)精车A面(车平〉.
2)檳车B面•保证ASB面距閒尺寸川・
3)自C处切断•保证A、C面距葛尺寸>I2∙
4)在平面聘床上•以A面定位瞎C面•保证尺寸18⅛0.05.
若已知切断时经济加工公差为05»小
余重为01-试用尺寸琏极值法确定各工序尺寸及偏差•
1•1•••
±”:
±-^!
Za:
Z.:
AJ
±0.05;;;;8
18
5
2
O.
+-
土叫±0.3;
io
(2)潢磨一剛度很大的工件(图2),若径向磨削力为IOON,头、尾架刚度分别为50000N∕mnΛ140000N∕mm,若只考虑工艺系统受力变形的彩响,试分析加工后工件的形状,芥计算形状误差•
D点处的支反力:
Fp==200N
在磨削力的作用下,A点处的位移星:
在磨削力的作用下,D点处的位移童:
100
==G.002mm
50000
200Δ0==0.005mm
40000
由几何关系,可求出B点处的位移量,
J.=0002÷(POO5-°w2>×15O=OOO35mm
C点处的位移墨4-=0W÷(OQO5~^02)X25°=0.0045π≡加工旨,零件成锥形,锥度误差为0.00Imm-
七.编制工艺规程(12分)
编制图3所示阶锦轴零件的工艺规程,并坝写在衰1所示的衰恪中.零件材料为45.毛坯为栋料・生产批10件•
1刃
图3
工序号
工序名称及內容
定位基准
1
下料,棒料Φ45×170
夕卜圆表面(4点)
2
夹左师,车右师面,打中心孔;粗车右炳e40、$?
5、©25外圆,g1.5mm余量。
调头,夹右炳,车左漏面,保证全长15Omm,打中心孔,粗车左端$32、$20外風留1.5mm余量。
夕卜圆表面(4点)
夕卜圆表面(4点)
3
顶尖定位,半精车$40外圆,成;精车©35、©25外圆,S0.3mm磨童;切退刀槽,倒角。
调头,顶尖定位,半精车©32夕卜圆,成;楕车©20外圆,留0∙3mm磨量;切退刀槽,倒角。
顶尖孔(5点)
顶尖孔(5点)
4
铳键槽
顶尖孔(5点)
或Φ35外圆(4点)+Φ40
夕卜圆右端面(1点)
5
磨一端Φ35∖巾25外圆,成;调头,磨另一端©20外圆,成・
顶尖孔(5点)
6
去毛刺
7
检验
1.徃甲、乙两台机床上加工同一种馆轴,销轴外径尺寸要求为^16±U.Ulmm.加
工后检验发现两台机床加工的销轴,其外径尺寸均接近正态分布,平均值分别为
Xφ=15.995mm,反乙=16.001mm;均方根偏差分别为S=0.003mm,SL=0.003mn‰试:
1)在同一张图上画出甲、乙两台机床加工的销轴外迳尺寸误差的分布曲线;
2)计算甲、乙两台机床的工艺能力系数。
和‰
3)比较两台机床哪一台的废品率高?
哪一台的楕度高?
(不要求计算貝体数值)
1.解:
1)分布曲线:
如下图所示•
3)甲机床不合格品率高;甲、乙机床精度一样高■
∕c
±話;士訊IZXIZM;AM
编制图3所示小疼杆零件的工艺规程,并坝写在衰1所示的表格中•零件材料为HT200∙毛坯为精铸件.生产批鱼50件•
稽车Affi,钻孔Φ16,精车Φ20H7孔,成,保证尺寸7・A面內外倒角,成.
精车D®,保证尺寸4山D俞內外倒角,成。
4钻较Φ12H7孑成,保证尺寸60±0.05.
5钻底孔,保证尺寸1/
6攻丝成。
Φ20H7孔(4点),
A面(1点)
Φ20H7孑1(4点),
A面(1点)
Φ20H7孑1(4点),
Affi(1点)
(1)图2所示零件,外圆、內孔及各端面已加工好。
现加工孔Φ10H8,要求保迁孔轴线与XO几3外圆轴线垂直相交,误差不大于IlO5,以及位宣尺寸40±C.05.试:
1)选择加工方法与加工刀貝;
3)选择定位方法和定位元件,并示意画出;
4)计算所选定位方法的定位误差;
5)画出该工序的工序简图。
1;加工方法:
钻一校;使用刀具:
钻头,餃刀•
2)必须限制除绕工件自身轴线转动和所加工孔轴线方向移动以外的4个自由度。
3)使用长V形块定位,见图2∙
4)定位误差:
对于尺寸40±0.05,ΔDW=O
对于垂直相交度,Adw=O
5)工序简图见图3o
(2)图3所示零件,有关轴向尺寸加工过程如下,
1)精车A面(车平h
2)精车C面,保证A、C面距葛尺寸>11;
3)自D处切断,保证C、D面距离尺寸>12$
4)以C面定位精车D面.保证C.D面距离尺寸-4>12±0.05mm;
5)以D面定位,使用夹具加工B孔,保证D、B面距离尺寸>14・
若已知切断时经济加工公差为0.5mm,使用夹具加工孔的位置尺寸经济公差为0.2mm,精丰时逼小余重为02mm.试用尺寸琏极值法确定各工序尺寸及
D\
IZC
/B
、\\7
;[WX
•/A
!
Ψ卜詛Iz-!
z-
41
■一-1Lrrr
!
±005!
!
!
!
479
!
±025!
!
!
!
125
IIILL
Z注
-12±005
IIIII
I±0.05!
±03I02!
05!
12■」LΣΣT-!
L=.
八、制订下述零件的机械加工工艺过程,具体条件:
45钢,圆料φ70,单件生产。
(12分)
工序1:
粗测各外圆、端面、钻①14孔,精车①40外圆及端面;以①40为基准面,精镗①30孔,精车①60及端面(车床)。
工序2:
铳键槽(铳床);工序3:
钻4—①6孔(钻床);工序4:
去毛刺(钳工台)
四、图示拨叉零件,材料HT300,单件小批生产(12分)
1.对零件进行工艺分析。
2•制订该零件的加工工艺过程。
工序1:
粗精铳尺寸40左右端面(铳床);工序2:
钻绞①24孔(车床)
工序3:
粗精铳尺寸12左右端面、R25圆弧面(铳床);工序4:
钻攻M8螺纹孔(钻床)工序5:
去毛刺(钳工台)
1.从结构工艺性考虑哪个方案较好,并说明理由?
【答案】B结构的工艺性好,钻头切入和切出表面应与孔的轴线垂直,否则钻头易引偏,甚至折断。
2.图示毛坯在铸造时内孔2与外圆1有偏心。
如果要求:
(1)与外圆有较高同轴度的孔;
(2)内孔2的加工余量均匀。
请分别回答如何选择粗基准为好?
【答案】
(1)为保证与外圆有较高的同轴度的孔应与外圆表面,即1为基准加工内孔,加工
后孔壁厚薄均匀。
(2)因要求内孔2的加工余量均匀,则以内孔2自为基准加工,即可保证。
3.从装配工艺性特点指出图示结构哪个方案较好,并说明理由?
【答案】右边的结构(B)较好,支承孔内安装滚动轴承时,应使支承内孔台肩直径大于轴承
外圈内径,以便于拆卸方便。
5.图示零件的A、B、C面,10H7及30H7孔均已经加工。
试分析加工12H7孔时,
选用哪些表面定位比较合理?
为什么?
答:
选A面(定位元件为支承板)、30H7孔(定位元件为圆柱销)、10H7(定位元件为削边销)作为定位基准。
选30H7孔和A面可以符合基准重合原则。
35±).2
6.从结构工艺性考虑哪个方案较好,并说明理由?
ab
答:
图示b方案较好,凹槽尺寸相同,可以减少刀具的种类,较少换刀的时间。
7•下图中存在结构工艺不合理之处,并说明理由。
【答案】
为便于装配,在设计不穿透的柱销孔和柱销时,应设置逸气口,以便装入销钉。
&从结构工艺性考虑哪个方案较好,并说明理由?
【答案】图A中孔太深,加工不方便,而图B结构中孔加工较容易。
9.指出图示哪种粗加工方案较好并说明理由?
答:
图示a方案较好,a方案先以导轨面为粗基准加工床腿,再以床腿为精基准加工导轨面,
这样有利于导轨面的加工余量小且较均匀,提高导轨面的耐磨性。
10•从装配工艺性特点指出图示结构哪个方案较好,并说明理由?
答:
图示b方案较好,因销子与孔为过盈配合,当压入销子时,b方案有利于空气排出。
11•下图中存在结构工艺不合理之处,说明原因并改图。
Zr
J∙、
S—J
一
【答案】键槽的尺寸、方位相同,可在一次装夹中加工出全部键槽,效率较高。
四、计算
1
计算如图所示齿轮内孔及键槽加工工艺过程是:
镗孔至C
39.6,插键槽至尺寸A;
0
热处理;磨内孔至设计尺寸C4000.05。
求工序尺寸A(设热处理后内孔无胀缩)。
(18分)
(2)列表计算
环
A
ES
EI
T
增
20
+0.025
0
+0.025
A
45.8
+0.275
+0.05
+0.225
减
-19.8
0
-0.05
0.050
封
46
+0.3
0
+0.30
得工序尺寸A=45.800275mm=45∙80°225
2.有一小轴,毛坯为热轧棒料,大量生产的工艺路线为粗车-半精车-淬火-粗磨-精磨,外
圆设计尺寸为30q。
13,已知各工序的加工余量和经济精度,试确定各工序尺寸及偏差、
毛坯尺寸和粗车余量,并填入表中。
(8分)
工序名称
工序余量
经济精度
工序尺寸及偏差
精磨
0、1
0、013,h6
°3°00.013
粗磨
0、4
0、033,h8
Φδ0.100.033
精车
1、1
0、084,h10
Ψ30.5^.084
粗车
0、21,h12
*31.6^.21
毛坯尺寸
4(总余量)
弋.40-0.75
⅛340∙40屮34~0.75
3.图示齿轮箱部件,根据使用要求,齿轮轴肩与轴承端面的轴向间隙应在1〜1、75mm范
围内。
若已知各零件的基本尺寸A1=101mmA2=50mmA3=A5=5mmA4=140mm试确定这
些尺寸的公差及偏差?
(12分)
【答案】解:
(1)画出装配尺寸链图,确定各环属性
A5
JA4L
A∑
LJ
WFH
N
■*1
Γ*
A1
A2
A∑为封闭环;A1,A2为增环;A3,A4,A5为减环,
A∑=1,TA∑=O、75,则A∑=100.75
(2)极值法(各环设公差相等)
1)各环平均公差TM(Ai)=TA∑∕(n-1)=0、75/(6-1)=0、15
因A3,A5尺寸小且不难加工,可取Ta3=Ta5=0、1
又A1,A2较大且难加工,取Ta1=Ta2=0、2,贝UTa4=0、15
2)按入体原则,取
A1=101器2,A2=50f2,A3=A5=5人,A4=14000.15
3)验算ES(A∑)=∑ES(Ai)—∑EI(Ai)=0、75,EI(A∑)=∑EI(Ai)-∑ES(Ai)=0。
故正确。
4.如图所示零件,镗孔前表面A,B,C已经过加工。
镗孔时,为使工件装夹方便,选择A面为
定位基准,并按工序尺寸L进行加工。
为保证镗孔后间接获得设计尺寸100_0.15符
合图样规定的要求,试确定L尺寸的范围(基本尺寸及偏差)。
(10分)
答:
(1)画出工艺尺寸链图:
(2)计算基本尺寸:
L3=L+L2-L1,100=L+80-280,L=280+100-80=300
计算L的上偏差=0.16,下偏差=0.01
所以:
L=3000[016mm
5.图示套筒工件,在车床上已经加工好外圆、内孔及各表面,现在需要在铳床上以端面
A定位铳出表面C,保证尺寸20^.2mm,试计算铳此缺口时的工序尺寸。
(10分)
答:
画出加工的工艺尺寸链:
A0为封闭环,由极值法知道,A1=44∙90o.o5
A1*
I2(0.2
4000'05'
五.应用题
1.某小轴上有一外圆,直径为28h6,表面粗糙度为0、8μm,其加工方案为粗车-精车-
淬火-磨削。
生产类型为成批生产,毛坯为普通的热轧圆钢,试计算各次加工的工序尺寸和公差,并填入下表。
(8分)
工序名称
工序余量
工序尺寸公差
工序尺寸及偏差标注
磨削
0、3
0、013,h6
Φ28°0.013
精车
0、9
0、084,h10
Ψ28.3°0.033
粗车
2、8
0、28,h12
ψ29.2°0.084
毛坯
4(总余量)
忧.40-0.75
敕翌5
2.图示套筒零件,毛坯为棒料,机械加工路线为:
车左端面-车外圆-调头车右端面,保证
设计尺寸50°ai7,钻小孔¢10,镗大孔¢20O(12分)
(1)按设计要求画出设计尺寸链并求解未知尺寸。
(2)考虑测量基准与设计基准的不重合,试画出工艺尺寸链并求解未知尺寸。
(3)当所求位置的大孔深度尺寸为40、25,套筒总长为50时,是否满足设计要求?
这是工序检验中的什么现象?
(1)设计尺寸链如图,
(3)大孔深为40、25,套筒总长为50时,得出,
50-40、25=9、75,而9、75满足设计尺寸要求;这是检验工序中称之的“假废品”现象。
3•试提出成批生产如图所示的零件机械加工工艺过程(从工序到工步),并指出各工序的定
位基准。
其余F
材料
/X\\岳
J//一-K\_V--烧
7ISfAI
__≡*-⅛-rI'η⅛J
■A""-"-jJ解:
工艺过程安排如下表
工序
工步
定位基准(面)
1
车端面,钻、扩、較1Φ20H7孔
外圆
2
车另一端面及外圆©20
端面及内孔
3
拉键槽
内孔及端面
4
钻、扩、铰3-01OH7孔
内孔及端面
4•试提出成批生产如图所示的零件机械加工工艺过程(从工序到工步),并指出各工序的定
位基准。
其余
题4图题5图
工序
工步
定位基准(面)
1
铳两端面
端面
2
钻、扩小头孔
端面A
3
半精镗小头孔
端面A
4
扩大头孔
端面A与小头孔
5
粗镗大头孔
端面A与小头孔
6
铳油塞孔平面
端面A与大、小头孔
7
钻油孔
端面A与大、小头孔
8
半精镗大头孔
端面A与小头孔
9
精镗大、小头孔
端面A与孔
10
珩磨大、小头孔
端面A与孔
4.试提出成批生产如图所示的零件机械加工工艺过程(从工序到工步),并指出各工序的
定位基准。
工序号
工序内容
定位基准
1
铸造
2
铳削两端面
对称端面
3
钻、扩、绞C20H8孔至尺寸
R20外圆,一端面
4
粗、精铳底面A保证尺寸25,并注意保持底面厚薄均匀
φ20H8孔
5
铳削表面B、C,保证底面厚度15
底面A,一端面
6
钻削底面2—C10孔至尺寸要求
底面A,φ20H8孔
7
检验
42.如图所示为轴套零件加工!
40mm沉孔的工序参考图,其余表面均已加工,因沉孔孔深
的设计基准为小孔轴线,而尺寸30=0.15mm又很难直接测量,问能否以测量孔深A来保
证?
并计算A的尺寸与偏差。
答•因采用直接测量孔深A,其测量基准为右端面,与设计基准不重合,
故需进行尺寸换算。
画尺寸链图,并确定其封闭环与增、减环计算:
30=20+25-A,
A=15+0.15=+0∙1+0-EIA,EIA=-0.05-0.15=-0.1-0∙05-ESA,ESA=0
0M5
A=15-(或14.95J一)
工序1:
粗车各外圆、端面、①60圆孔;精车①200外圆与端面,精镗①60孔;精车①96外圆、端面B与端面C(车床)
工序2:
插槽(插床);工序3:
钻6—①20孔(钻床);工序4:
去毛刺(钳工台)
 升级会员
升级会员 