第六届全国数控技术大赛江苏选拔赛技术文件.docx
《第六届全国数控技术大赛江苏选拔赛技术文件.docx》由会员分享,可在线阅读,更多相关《第六届全国数控技术大赛江苏选拔赛技术文件.docx(21页珍藏版)》请在冰豆网上搜索。
第六届全国数控技术大赛江苏选拔赛技术文件
第六届全国数控技术大赛江苏选拔赛技术文件
(草案2)
依照《关于举行2014年中国技术大赛——第六届全国数控技术大赛江苏选拔赛的通知》(苏人社发〔2014〕213号)精神,参考“人社部函〔2014〕106号”通知中发布的第六届全国数控技术大赛技术文件,第六届全国数控技术大赛江苏选拔赛技术工作组特制定本技术文件。
一、竞赛技术平台
本次选拔赛在常州技师学院举行,所有技术平台由该院提供。
(一)各项目设备配备情形
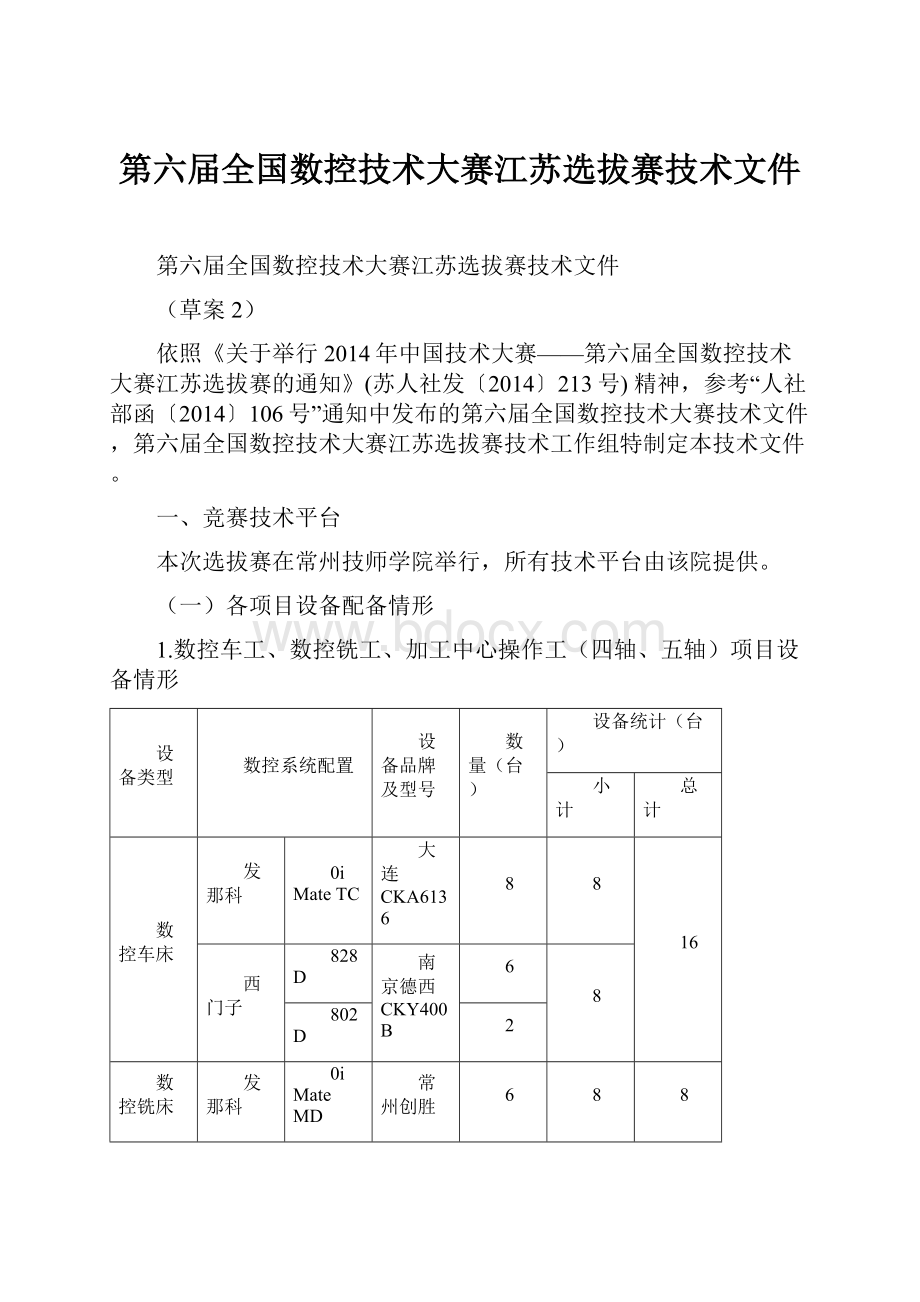
1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目设备情形
设备类型
数控系统配置
设备品牌及型号
数量(台)
设备统计(台)
小计
总计
数控车床
发那科
0iMateTC
大连CKA6136
8
8
16
西门子
828D
南京德西CKY400B
6
8
802D
2
数控铣床
发那科
0iMateMD
常州创胜
TOM-L6645
6
8
8
西门子
828D
2
加工中心
(四轴)
发那科
0iMateMD
南通科技VCL-850
1
8
18
南京德西MCV850-4
1
常州创胜TOM-850A
6
西门子
828D
南通科技VCL-850
4
10
南京德西MCV850-4
4
常州创胜TOM-850A
2
加工中心
(五轴)
海德汉
iTNC530
常州创胜TOM-LI062BBL5X
1
2
2
法国优容N03775
1
数控车床均采纳直径200mm三爪自定心手动卡盘。
法国优容N03775五轴加工中心适用刀柄为HSK40,能够自带,也能够赛场提供刀柄,但刀具必需自带。
其余数控铣床、加工中心的适用刀柄均为BT40,必需自带。
各市同赛项同组别的2名选手,必需一人报发那科,一人报西门子,两种系统的不同型号再也不区分。
2.数控机床装调维修工项目设备情形
功能部件及设备名称
数控系统配置
设备品牌及型号
数量(套)
备注
加工中心装调维修实验实训台
发那科0iMateMD
南京德西DS-RMF-AE
7
(三)刀具、量具、工具
1.竞赛用的刀具、量具、工具由选手自带,清单见附件1;赛场提供的附件、工具等见附件2。
2.测量评分用三坐标测量机型号为:
海克斯康603,2台,。
3.粗糙度的评判采纳粗糙度仪检测:
型号待定
(四)CAD/CAM及仿真软件
数控车2013(大赛专用版)、CAXA制造工程师2013(大赛专用版),由北京数码大方科技股分有限公司提供。
X7,由美国CNCsoftware,inc.提供。
、DelcamFeatureCAM2014、DelcamPowerMILL2014,由英国Delcam公司中国总部提供。
注:
许诺选手自带其他正版软件(需要提供相关证明),但需在报名时向大赛办公室申请。
二、竞赛内容
本届竞赛以考核学生、教师和职工的综合职业能力为核心,注重零件精度、加工细节和工艺进程的考核。
(一)理论竞赛内容与题型
1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目。
(1)数控机床及工作原理(组成结构、插补原理、操纵原理、伺服系统)。
(2)数控加工工艺(加工工艺规范、工件装夹与夹具应用、刀具选用及切削参数选择与应用、材料及热处置、零件检测)。
(3)编程技术(程序格式、经常使用指令、子程序、固定循环、变量编程)。
(4)数控机床操作与功能调整技术。
(5)现代制造技术:
高速加工、多轴加工、复合加工、微细加工。
(6)考试题型:
选择题(单选、多选)、判定题。
2.数控机床装调维修工项目。
(1)数控机床及工作原理(组成结构、插补原理、操纵原理、伺服系统)。
(2)数控机床大体操作与功能调整技术。
(3)现代制造技术:
高速加工、多轴加工、复合加工、微细加工。
(4)数控机床电气电路原理,数控机床气、液、仪工作原理。
(5)数控机床几何精度、定位精度的概念、检测和判定。
(6)数控机床故障诊断与维修。
(7)考试题型:
选择题(单选、多选)、、判定题。
(二)实操竞赛内容
1.数控车工项目。
(1)轴类、盘类、环类和异型结构零件加工。
(2)平面、圆柱面、圆锥面、沟槽和螺纹等要素加工。
(3)单件及组合件加工。
(4)尺寸和位置精度不高于IT6级,表面粗糙度不高于。
2.数控铣工项目。
(1)平面、圆弧面、曲面、凸台、腔槽及螺纹加工。
(2)钻、扩、铰、镗加工。
(3)单件及组合件加工。
(4)尺寸和位置精度不高于IT6级,表面粗糙度不高于。
3.加工中心操作工(四轴)项目。
(1)零件圆周部位孔形、槽型和异型结构加工。
(2)零件连接、配合部位加工。
(3)需要第四轴参与插补的加工部位。
(4)单件及组合件加工。
(5)尺寸和位置精度不高于IT6级,表面粗糙度不高于。
4.加工中心操作工(五轴)项目考核要点。
(1)典型、特殊角度部位加工,孔形、槽形、特殊型面加工。
(2)需要五轴联动的特点要素加工。
(3)具有特定功能的组合件加工。
(4)尺寸和位置精度不高于IT6级,表面粗糙度不高于。
5.数控机床装调维修工项目。
(1)加工中心操纵电路图识读、补图,和接线。
(2)加工中心PLC程序识读、编写、修改、验证。
(3)数控系统参数设置、功能设定,及其调试与验证。
(4)加工中心故障诊断与排除。
(5)立式加工中心要紧几何精度检测、定位精度的补偿。
(6)大体功能部件的调整。
三、竞赛规则
(一)理论竞赛
1.理论知识竞赛以答卷(闭卷)方式进行。
同一个项目的各组别采纳相同试卷;数控铣工、加工中心(四轴、五轴)采纳相同试卷。
竞赛时刻为90分钟。
满分100分,占总成绩的20%。
2.提早20天发布必然数量的题库,70%的赛题将从发布题目中抽取,30%的赛题组织专家命题。
3.参赛选手凭本人身份证和参赛证进入考场,在竞赛试卷上规定位置填写姓名、准考证号。
试卷其他位置不得有任何暗示参赛选手身份的记号或符号,不然成绩无效。
4.试题答案须在答题纸上填写,草稿纸由现场人员统一提供。
参赛选手自带黑色签字笔、手工画图相关工具和只有计算功能的计算器,其他任何资料和电子产品禁止带入考场,不然成绩无效。
(二)实操竞赛
1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目。
(1)数控车工、数控铣工、加工中心操作工(四轴、五轴)实操竞赛采纳现场实际操作方式,按图纸要求完成试件加工,竞赛时刻300分钟,实操竞赛占总成绩的80%。
由单件加工和组合件加工两部份组成。
单件加工占15%,组合件加工占85%。
单件和组合件的加工顺序不做限制,竞赛终止一并上交。
实操竞赛样题在赛前15天发布,正式赛题在此基础上修改不超过30%。
(2)鉴于五轴加工中心只有2台设备,加工中心(五轴)竞赛分为两个时期,第一时期1-2小时,选手人手一台运算机进行建模和编程,第二时期3-4小时,将第一时期完成的工作拷贝到一台运算机上继续建模和编程,另一选手操作机床加工。
两个时期的时刻比例依照参赛人数确信。
(3)为方便参赛选手熟悉竞赛环境和设备,正常发挥水平,赛前安排选手熟悉赛场和机床,持续4小时(五轴加工中心为8小时),能够加工,并对机床存在的问题提出书面的意见。
(4)选手出场顺序按组别赛前抽签确信。
(5)机位的确信分两次抽签完成。
熟悉机床之前抽签确信选手对应的机床类别(分厂家、系统型号);竞赛检录后再抽签确信具体的机位。
原则上同一参赛队的多位选手同时上场,如因设备缘故无法安排,则安排相邻场次。
加工中心(五轴)竞赛因为设备较少,机位的抽签方式依照报名情形另定。
(6)因设备故障缘故致使参赛选手中断或终止竞赛,由大赛裁判长视具体情形做出处置决定。
(7)竞赛进程中,参赛选手若需休息、饮水或去洗手间,一概计算在竞赛时刻内,食物和饮水由赛场统一提供。
(8)竞赛进程中,因参赛选手违规操作和工艺制定不妥,对机床、夹具造成损坏,经裁判员判定,视情节轻重,做扣分直至终止竞赛的处置,并由参赛选手承担相应的补偿。
(9)若是参赛选手提早终止竞赛,应举手向裁判员示意提早终止加工。
竞赛终止时刻由裁判员记录在案,参赛选手提早终止竞赛后不得再进行任何加工。
(10)参赛选手在提交试件时应进行必要的清理,提交后裁判员在零件的指定位置做好标记并经参赛选手在记录簿上签字确认,以便查验和评分。
2.数控机床装调维修工项目。
(1)竞赛时刻240-300分钟,实操竞赛占总成绩的80%。
竞赛具体内容和要求在赛前20天发布。
(2)为方便参赛选手熟悉竞赛环境和设备,正常发挥水平,赛前安排选手熟悉赛场和设备,持续4小时,能够操作设备,但不得拆装设备的部件、元器件、电缆、机构。
(3)选手出场顺序按组别赛前抽签确信。
(4)机位则在检录后抽签确信。
(5)因设备故障缘故致使参赛选手中断或终止竞赛,由大赛裁判长视具体情形做出处置决定。
(6)竞赛进程中,参赛选手若需休息、饮水或去洗手间,一概计算在竞赛时刻内,食物和饮水由赛场统一提供。
(7)竞赛进程中,因参赛选手违规操作和工艺制定不妥,对设备及检具造成损坏,经裁判员判定,视情节轻重,做扣分直至终止竞赛的处置,并由参赛选手承担相应的补偿。
(8)若是参赛选手提早终止竞赛,应举手向裁判员示意提早终止操作。
竞赛终止时刻由裁判员记录在案,参赛选手提早终止竞赛后不得再进行任何操作。
(9)参赛选手在提交程序、参数时,应保留在以参赛号和姓名命名的文件夹中,提交裁判后在记录簿上签字确认,以便评分。
(10)数控机床装调维修工项目实操竞赛由多环节组成。
在竞赛进程中,如参赛选手无法完成某环节,为保证后续竞赛的进行,参赛选手可主动向裁判员申请协助,由赛场指定人员协助完成,但须扣除相应得分。
竞赛中参赛选手申请协助次数不得超过3-5次。
(11)进程评分应由两名裁判一起评判,如被判不得分需要选手当场签字确认。
四、评判规则
(一)理论竞赛评判
成绩评定由读卡器自动评分。
(二)实操竞赛评判
1.零件精度检测由专职检测人员应用检测设备和手工检具完成。
2.成绩评定由专家组组织裁判依照检测结果和评分表完成。
3.所有结果评分竞赛作品,如零件、程序等均由大赛上技术工作处指定专人编码加密,解码时应由技术工作处指定人员、登分裁判、监督员(或公证员)同时在场。
五、成绩组成
总成绩由理论竞赛、实操竞赛两部份组成。
其中,理论成绩占总成绩的20%,实操成绩占总成绩的80%。
六、组队方式
1.以市为单位组队参赛。
2.数控车工、加工中心操作工(四轴)项目为个人赛项,本次竞赛只设教师组,每一个参赛队每一个项目最多可报2名选手参赛。
2.数控铣工项目为个人赛项,每一个参赛队每项目最多可报10名选手参赛。
其中:
职工组2名、教师组2名、学生组6名(高等职业院校、中等职业学校、高级技校或技师学院3个小组各2名)。
3.加工中心操作工(五轴)项目为团队赛项(2人组成1队),每一个参赛队最多派8名(4队)选手参赛。
其中:
职工组2名(1队)、院校组6名(3队,高等职业院校学生/教师、中等职业学校学生/教师、高级技校或技师学院学生/教师3个小组各组成1队)。
4.数控机床装调维修工项目为团队赛项(2人组成1队),每一个参赛队最多派8名(4队)选手参赛。
其中:
职工组2名(1队),院校组6名(3队,高等职业院校学生/教师、中等职业学校学生/教师、高级技校或技师学院学生/教师3个小组各组成1队)。
5.每一个参赛队最多报30名选手参赛。
附件1:
选手自带刀具、工量具清单
附件1-1数控车工项目自带刀具、工具清单
序号
名称
型号/规格
精度
数量
备注
1
外圆车刀
主偏角93°,副偏角≥10°
自定
2
外圆车刀
主偏角93°,副偏角≥55°
自定
3
外圆左偏刀
主偏角93°,副偏角≥55°
自定
4
圆弧车刀
R<3
自定
5
外切槽刀
刀宽<4,长≥9
自定
6
切断车刀
切割深度≥30
自定
7
三角形
外螺纹车刀
牙形角60°
刀尖圆弧半径≤
自定
8
三角形
内螺纹车刀
牙形角60°,刀杆最大切深=50,内螺纹小径≥28
刀尖圆弧半径≤
自定
9
左旋
外螺纹车刀
牙形角60°
螺距1~2mm
自定
10
内孔车刀
盲孔,刀杆最大切深≥55
镗孔直径≥20
粗、精车
自定
11
内切槽刀
盲孔,刀杆最大切深≥50
镗孔直径≥28
4×3(宽×深)
自定
12
端面车刀
主偏角45°
自定
13
外圆尖刀
60°
自定
14
端面槽刀
75≥槽小径≥25,
刀宽≤4,长≥9
自定
15
梯形
外螺纹车刀
P=6
自定
16
梯形
内螺纹车刀
孔径:
30-50mm,刀杆长度≥55,螺距6mm,单线
自定
17
中心钻
A3
自定
18
麻花钻
Φ18~Φ30
自定
19
莫氏钻套
1套
20
钻夹头
1~13莫氏4#
自定
21
活顶尖
莫氏4#
自定
22
死顶尖
莫氏4#
自定
23
管子钳
挟持直径≤80mm
自定
24
偏心垫块
e=1、e=2
自定
25
铜皮
自定
用于装夹已加工面
26
铜棒
自定
27
红丹粉
少许
28
活络板手
12寸
1
29
起子
一字、十字
若干
30
内六角
6、8、10、12
自定
31
垫刀块
自定
自定
32
鸡心夹头
自定
自定
33
手锤
自定
自定
34
清铁屑用钩子
自定
自定
35
计算器
自定
自定
36
笔
自定
自定
附件1-2数控车工项目自带量具清单
序号
名称
型号/规格
精度
数量
备注
1
游标卡尺
0~150或0~200
1
2
深度游标卡尺
0~150或0~200
1
3
外径千分尺
0~25
1
4
25~50
1
5
50~75
1
6
深度千分尺
0~100
1
7
内径百分表
18~35
1
8
35~50
1
9
螺纹塞规和环规
M30×
6g/6H
各1
10
R规
R1~
1
11
R7~
1
12
R15~R25
1
13
万能游标量角器
0~360°
2′
1
14
公法线千分尺
0~25
1
15
25~50
1
16
50~75
1
17
内径千分尺
5~30
1
18
25~50
1
19
50~75
1
20
量棒
Φ
1
21
Φ5×30
3
22
螺纹千分尺
0~25
1
23
25~50
1
24
50~75
1
25
百分表
钟式/杠杆
各1
26
磁力表座
2套
27
塞尺
1套
附件1-3数控铣工、加工中心操作工(四轴、五轴)项目自带刀具、工具清单
序号
名称
型号/规格
精度
数量
备注
1
面铣刀
Φ50、Φ63
各1
2
直柄铣刀刀柄
自定
3
锥柄钻头刀柄
自定
4
钻夹头刀柄
自定
配钻夹头
5
弹簧夹头刀柄
Φ6~Φ20
自定
6
微调精镗刀柄
1
7
强力刀柄
自定
8
攻牙刀柄
自定
9
钻头刀柄
自定
10
弹簧卡簧
Φ6~Φ20
自定
11
机用丝锥
M10
6H
自定
12
麻花钻
Φ5/ΦΦΦ10/ΦΦ20
自定
13
端铣刀(粗加工)
Φ6/Φ8/Φ10/Φ12/Φ16/Φ20
自定
14
端铣刀(精加工)
Φ6/Φ8/Φ10/Φ12/Φ16/Φ20
自定
15
球头铣刀
Φ8
自定
16
机用铰刀
Φ10
H7
自定
17
NC中心钻
Φ10×90°
自定
18
倒角铣刀
Φ10×90°
自定
19
螺纹铣刀
Φ20~Φ22
自定
20
螺纹铣刀刀片
自定
21
套装镗头
Φ8-Φ50
自定
22
铣刀杆
Φ16/Φ20
自定
23
直柄T形槽铣刀(GB6123-85)
T形槽基本尺寸12mm,铣刀直径21mm,刃长9mm,夹持直径12mm
自定
24
等高垫铁
自定
25
铜棒
自定
26
活络板手
12寸
1
27
起子
一字、十字
若干
28
内六角
6、8、10、12
自定
附件1-4数控铣工、加工中心操作工(四轴、五轴)项目自带量具清单
序号
名称
型号/规格
精度
数量
备注
1
游标卡尺
0~150或0~200
1
2
深度游标卡尺
0~150
1
3
外径千分尺
0~25
1
25~50
1
50~75
1
75~100
1
4
公法线千分尺
25~50
1
50~75
1
75~100
1
5
内测千分尺
5~30
1
25~50
1
50~75
1
75~100
1
6
深度千分尺
0~100
1
7
内径百分表
10~18
1
18~35
1
8
万能量角器
0~320°
2′
1
9
角尺
1
10
内径三爪千分尺
8~50
各1
11
螺纹塞规
M10
6H
1
M30×
6H
1
12
螺纹环规
M30×
6g
1
13
螺纹千分尺
25~50
1
14
R规
R1~
1
R7~
1
R15~R25
1
15
光滑塞规
Φ10
H7
1
16
量规
1~100
1
17
塞尺
~1
1
18
直尺
150
1
19
磁力表座
1
20
百分表
钟式/杠杆
各1
21
寻边器
1
22
Z轴设定仪
1
附件1-5数控机床装调维修工自带工具、仪器清单
序号
名称
型号
数量
备注
1
万用表
1
2
方尺
200x200mm,1级精度
1
3
杠杆百分表
1
4
杠杆千分表
1
5
磁性表座
2
6
剥线钳
ST-700A
2
7
压线钳
管型端子压线钳AWG28-10
2
8
Y形、O型端子压线钳AWG22-10
2
9
锋口剪刀
1
10
尖嘴钳
D02006
1
11
一字螺丝刀
2mm、3mm、4mm、5mm
4
12
十字螺丝刀
0#、1#、2#、3#
4
13
内六角扳手
1套
14
呆扳手
6、7、8、9、10、11、12、13、14
各1件
附件2:
赛场提供的附件清单
附件2-1数控车项目赛场提供附件清单
序号
名称
型号
数量
备注
1
三爪卡盘
直径200mm
1副/车
2
卡盘扳手
机床配套
1副/车
3
刀架扳手
机床配套
1副/车
4
砂轮机及砂轮
6
5
冷却液
若干
6
通讯电缆
1
附件2-2数控铣工、加工中心操作工(四轴、五轴)项目赛场提供附件清单
序号
名称
型号
数量
备注
1
精密平口钳
钳口宽度:
160mm
钳口高度:
48mm
夹持范围:
0~150mm
1/每台
不包括
五轴
2
换刀器
BT40
1只/每2台
3
机床踏脚板
1/每台
4
抹布
若干
5
冷却液
若干
6
通讯电缆
1/每台
7
HSK40刀柄
若干
限于五轴
附件2-3数控机床装调维修工项目赛场提供附件清单
序号
名称
型号
数量
备注
1
专用主轴芯棒
1/每台
2
通讯电缆
1/每台
 升级会员
升级会员 