车间名称.docx
《车间名称.docx》由会员分享,可在线阅读,更多相关《车间名称.docx(13页珍藏版)》请在冰豆网上搜索。
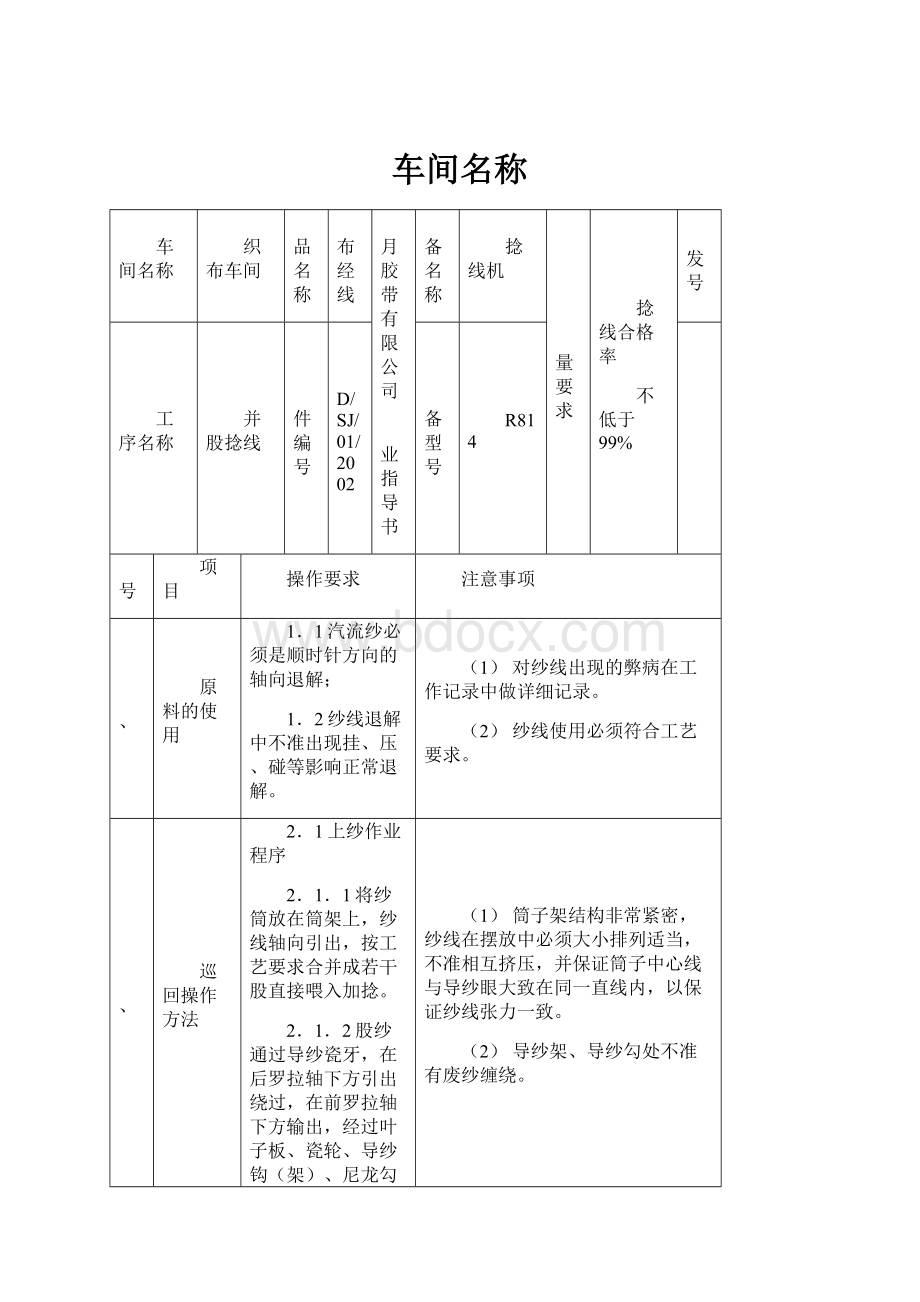
车间名称
车间名称
织布车间
产品名称
帆布经线
华月胶带有限公司
作业指导书
设备名称
捻线机
质量要求
捻线合格率
不低于99%
分发号
工序名称
并股捻线
文件编号
ZD/SJ/01/2002
设备型号
R814
序号
项目
操作要求
注意事项
1、
原料的使用
1.1汽流纱必须是顺时针方向的轴向退解;
1.2纱线退解中不准出现挂、压、碰等影响正常退解。
(1)对纱线出现的弊病在工作记录中做详细记录。
(2)纱线使用必须符合工艺要求。
2、
巡回操作方法
2.1上纱作业程序
2.1.1将纱筒放在筒架上,纱线轴向引出,按工艺要求合并成若干股直接喂入加捻。
2.1.2股纱通过导纱瓷牙,在后罗拉轴下方引出绕过,在前罗拉轴下方输出,经过叶子板、瓷轮、导纱钩(架)、尼龙勾,加捻卷在线管上。
(1)筒子架结构非常紧密,纱线在摆放中必须大小排列适当,不准相互挤压,并保证筒子中心线与导纱眼大致在同一直线内,以保证纱线张力一致。
(2)导纱架、导纱勾处不准有废纱缠绕。
2.2生头
2.2.1检查更换损坏的尼龙勾。
2.2.2将钢领板停至锭子底部。
2.2.3左手拿线管,用大拇指将纱尾压住,右手将纱线缠绕
3—4圈。
2.2.4左手手将线管插入纱锭内,右手将纱线挂入尼龙勾内。
2.2.5生头完毕后,将黄油均匀的涂抹在钢领圈上。
(1)生头时,线尾不超3cm。
(2)钢领槽中的油泥必须及时清除,以保证尼龙勾运转灵活。
(3)工作中,罗拉表面必须干净光滑,以保证纱线捻度。
(4)线管必须放到位,以免出现成型不良。
(5)纱线在线管上缠绕时,第一圈就必须将线尾压住。
(6)黄油涂抹必须到位,钢领圈外不准存有油块。
(7)线管使用过程中,上托盘出现毛刺或用纱线拉钩,需用砂纸打磨光滑后才能使用。
备注
编制/日期
审批/日期
车间名称
织布车间
产品名称
帆布经线
华月胶带有限公司
作业指导书
设备名称
捻线机
质量要求
捻线合格率
不低于99%
分发号
工序名称
捻线
文件编号
ZD/SJ/01/2002
设备型号
R814
序号
项目
操作要求
注意事项
巡回操作方法(接上)
2.3巡回
2.3.1挡车工工作过程中需反复巡回,防止飞勾、少股、弱捻、紧捻等疵线产生,减少回丝。
2.3.2挡车工负责棉加丝捻线工作,必须时刻注意丙纶丝运行状态,防止其跳出张力盘,并根据各纱锭加捻情况,及时调整张力盘张力。
巡回:
(1)巡回时做到:
未进通道远处看,进入通道左右看,处理故障两边看,听到异常声音立即追查声源,查看是否飞勾。
(2)出现少股时,将线管从锭子上取出,将不合格部分缠绕在纸管上,并将其返工,不准自行处理,以减少回丝。
(3)如发现锭子运转不良,刹车失灵,禁止使用,立即通知维修工修理。
(4)锭带不能过长,以免使锭带盘失去作用造成锭带打滑,造成弱捻。
(5)锭带更换时,缝合一定要紧密,严禁出现麻花带。
(6)更换筒纱要轻,不准防碍其它筒纱运行。
(7)更换筒纱不准搭头或捻头,必须将其绑在其它运行的纱线上且纱尾留头不超3cm(只限单跟纱)。
(8)解包装筒纱装车要轻,避免碰挂,以减少断头。
2.4落纱
2.4.1涤纱捻线:
1纱线大小不超托盘为宜。
2将钢领板停至纱锭最底部。
3上罗拉不必抬起,直接用剪刀将纱线在下罗拉与导纱钩处剪断,将管线取出装入推纱车。
4点动开关,使钢领板上升一段距离,上下罗拉引出定长纱线(以缠绕线管3—4圈需要长度为宜)。
2.4.2棉加丝捻线:
1将钢领板停至纱锭中下部。
2同上述涤纱③
3将空线管按规定摆放在钢领板上,左手拿起线管同时将上罗抬轻轻抬起,右手握住线头向下引出定长纱线,并将其缠绕在线管上。
落纱:
(1)落纱装车要轻,以免摔坏线管或砸断纱线。
(2)上罗拉起落要轻,以免砸坏纱线或碰坏罗拉。
(3)装车时,管线要放整齐,以免下托盘底碰在纱线上沾染油污。
(4)把管线推至规定位置,按要求摆放整齐。
2.5加油
接班后加润滑油,每班加油2次,且加油必须到位。
备注
编制/日期
审批/日期
车间名称
织布车间
产品名称
尼龙布
华月胶带有限公司作业指导书
设备名称
挠性剑杆织机
分发号
工序名称
织造
文件编号
ZD/SJ/21/2002
设备型号
JW-780
工序
项目
操作要求
1、
纬线控制
1.1张力盘依纬线粗细和种类调整至适当的张力,挡车工不准自行调节。
1.2送纬器有二段式微动开关,当紧纬时(即纱引出力小于纬纱张力),微动开关回跳到“OFF1”处,红灯亮,当断纬时,微动开关会跳到“OFF2”处,红灯亮,出现以上两种情况,将微动开关用手指拨动到“ON”处即可(如连续出现此情况,查看纬线筒成型是否良好)。
1.3张力弹簧片不可积塞纬絮,否则影响纬纱交接。
1.4在双纬交织探纱杆交换完成时,纬纱容易松弛,须调整扭转簧以保持适当张力。
1.5夹纱片与辅助弹簧之间的线头及杂物必须及时清除,以防止降低夹纱效果。
2、
经线控制
2.1挡车工与送经工必须配合,发现问题及时通知对方采取相应措施。
2.2及时更换用完的线管。
2.3更换线管时必须打化纤专用织布结。
2.4线管转完必须在线头穿过钢筘之前将其接好,以免影响经纱张力。
3、
开机
3.1无论夹纱器在任何角度,都可开车,但严禁手轮以顺时针方向旋转。
3.2注意纬线是否正确进入纬线剪刀和右边夹纱器。
3.3用手指按绿色开关,立即以正常速度运转。
4
停机
4.1用手指按红色停机按钮,车台立即停止。
4.2以手指连续轻按黄色扭,可使机台至所需要的位置停车。
备注
编制/日期
审批/日期
车间名称
织布车间
产品名称
尼龙布
华月胶带有限公司
作业指导书
设备名称
挠性剑杆织机
分发号
工序名称
织造
文件编号
ZD/SJ/21/2002
设备型号
JW-780
工序
项目
操作要求
5、
经纱断头操作
5.1断经没有自停装置,挡车工必须及时处理,以免创坏剑带。
5.2断经后,连续轻按黄色钮使机台停至所需要的位置。
5.3断经停机后,查看断经纱停留位置,在交杆前直接穿入对应的综丝,若在交杆后,需确认此纱线正确运行路线后方可穿入相对应的综丝内。
5.4断于撑边器的经纱,接头后必须使开口清晰。
5.5边线断头立即停台处理,以保证烫边器正常工作
6、
纬纱断头操作
6.1断纬有自停装置。
6.2将断头的纬纱从夹纱器取出,根据布的组织,空机点车若干次,寻找断纬时开口,此时夹纱器不带入纬线。
确认断纬的开口后,除去断头纱,重新入纬与剪刀和右侧夹纱器开机运转。
6.3若出现断纬自停装置失灵或需拆坏布等特殊情况。
启动把手,将手轮顺时针旋转将布退至织口处,并在刺张力辊后压一铁棒,以保证经纱张力均匀。
7、
加油
7.1人工注油处加油,每班2—3次。
7.2工作中注意油泵是否工作正常,发现异常立即停机并通知维修工处理。
8、
假边纱的控制
8.1假边纱线引出过程:
从织口看时,其纱线的引出必须平直排列,以减少断纱。
8.2假边供纱的张力太弱或过强都会造成断纱与影响布边张力的不稳定,挡车工需根据纱线张力情况及时调整锁螺,使两张力盘松紧得宜,以保证布边的整洁美观。
备注
处理断纬与边撑器处的断经纱时,要将废纱及时拉出,防止其卷绕在边撑器内。
编制/日期
审批/日期
车间名称
纬线车间
产品名称
帆布纬线
华月胶带有限
公司
作业指导书
设备名称
制线成型机
质量
要求
纬线筒子成型良好,无多、少股和瞎线
分发号
工序名称
制线成型
文件编号
ZD/SJ/04/2002
设备型号
YXSW—90A
工序
项目
操作要求
注意事项
1、
操作要求
1.1左手拿管线放在固定桩上,同时右手将线头穿过导纱铁圈、夹线板、引线刀头,放在锭轴底部。
1.2将大螺帽取下,宝塔管插入锭轴内,用底部将线头压住,然后将大螺帽拧紧。
右手握扳手,转动摇板,将引线刀头贴在宝塔管上。
(1)管线必须固定到位,不准倾斜。
(2)转动摇板时小螺钉不准偏离螺钉槽。
(3)线管必须轻拿轻放,严禁碰撞,若上托盘出现毛刺,交班长打磨光滑。
(4)严禁管线在即将用完时停车。
(5)纬线表面花纹已经调好,挡车工不准自行调节花纹螺帽。
(6)工作过程中,出现断头或管线用完应立即停车。
严禁空转。
(7)成型一纬线筒用3—4个管线(纬线成型不能过大,以免磨损)
(8)若纬线成型不良,不论大小应立即落纱。
2、
交接班
2.1交班前,设备必须运转良好。
2.2飞花必须清扫干净。
2.3拉簧及所有转动部位严禁有废纱缠绕。
(1)接班做好卫生检查并记录。
(2)接班后,发生的责任事故由接班者负责。
3、
加油
每班加油2—3次,且加油必须到位。
备注
电机风扇护罩外飞花必须经常清扫
编制/日期
审批/日期
车间名称
织布车间
产品名称
帆布
华月胶带有限
公司
作业指导书
设备名称
剑杆织布机
质量
要求
15分/100mm帆布达95%
分发号
工序名称
织造
文件编号
ZD/SJ/02/2002
设备型号
JF110
30分/100mm帆布不超过1%
工序
项目
操作要求
1、
交接班
1.1交班前若织机有故障,通知维修工到场后方可离开。
1.2接班时发现与质量有关的异常现象必须记录。
1.3交班者应将设备运转情况,当班生产情况(停台多少,连续行疵点,品种翻改等)转告接班者。
1.4接班后,发生的责任事故由接班者负责。
2、
停台处理
2.1断经及时处理,以免创线。
2.2断纬后,不准出现双纬和半幅纬线。
2.3纬线用完再换筒,减少回丝。
3、
操作要点
3.1检查布面应及时发现异常情况,找出原因,预防疵点扩大和再次产生。
3.2经纱断头时,必须将织口中纱线挑出,以免形成断疵。
(不得用剪刀和指甲刮布,以免布面起毛)
3.3布面上接头线尾必须用剪刀靠近布面剪清。
3.4处理设备故障断头时,接头要小而牢,而且结头要分散错开。
3.5如纬纱断头时,必须在织口中找出已断的纬线,补入纬线后再开车。
3.6拆坏布后,开车时调节好布面张力,对好织口再开车。
开车时,先点车1—2次,防止稀密路
3.7纬线在使用中,出现多少股,必须通知前纺返工,不准自行处理。
3.8处理断纬时,将拉出的多余纬线,在织机起动过程中用手将其送回,以减少回丝。
备注
编制/日期
审批/日期
车间名称
纬线车间
产品名称
帆布
华月胶带有限
公司
作业指导书
设备名称
剑杆织布机
质量
要求
15分/100mm帆布达95%
分发号
工序名称
织造
文件编号
ZD/SJ/02/2002
设备型号
JF110
30分/100mm帆布不超过1%
工序
项目
操作要求
4、
巡回
4.1对前纺遗留下来的疵点发现后必须处理在织造之前,减少停台时间。
4.2以预防为主,防、捉结合的原则,防止疵点产生为少拆或不拆坏布创造有利条件。
4.3处理经线疵点时,可采用“剪、捻、调”的处理方法。
4.3.1剪:
对结头纱尾太长,可用剪刀剪去。
4.3.2捻:
经线上有弱捻或纱疵剥除后,纱线不紧,需用手捻紧。
4.3.3调:
对附有回丝、大结头等,应剪断调换。
4.4检查经纱应及时处理有害疵点,如飞花、回丝、小辫子等。
5、
落布
5.1下机帆布不准落地,必须放在布架上,帆布缠绕方向必须和布轴滚动方向一致。
5.2操作要点:
落布时应做到布头不落地,以防沾染布面。
落布时必须从墨印中央剪开(将标准墨印从中两半平分)。
6、
故障处理
6.1发现机器声音异常或有故障,及时通知维修工修理。
6.2维修工在修理织机时,挡车工不准私自离开织布机,必须帮助处理创车等问题。
7、
加油
7.1挡车工每班加油2次。
7.2注意事项:
加油时必须停机且加油要到位。
备注
编制/日期
审批/日期
车间名称
织布车间
产品名称
织轴
华月胶带有限
公司
作业指导书
设备名称
整经机
质量
要求
表面平整园滑经线数量符合要求
分发号
工序名称
整经
文件编号
ZD/SJ/05/2002
设备型号
HY-106
工序
项目
操作要求
注意事项
1、
操作要求
1.1上轴
1.1.1整经轴必须到位,经轴不准轴向活动。
1.1.2送经帆布设有13个布套,整片经线分成均匀的13缕,分别绑在13个布套内。
1.1.3开机时,将13缕经线在织轴上分布均匀。
及时更换用完的线管。
(1)根经线张力和整片经线张力要均匀一致。
(2)经纱在织轴上排列和卷装度要均匀一致,织轴表面圆整。
(3)整经根数、长度,应符合工艺要求。
(4)此工序为集体作业,人员必须相互协调,配合得当。
(5)结头线尾不得超过3mm,多余部分剪掉。
(6)操作过程中减少对经纱的污染。
(7)换管线处理断头时,经线必须走一条路线。
(8)将不合格管线捡出记录,并通知相应班组查找原因。
1.2标墨印
按工艺要求,经线在经轴上一定长度时自动停机,由班长负责先给经线标墨印,调整计数器,重新开机工作。
(1)计数器不准随意调整,必须按工艺要求执行。
(2)墨印准确清晰并且不污染其它经线。
1.3分交、卸轴。
1.3.1分交采用双排线分交,分交后不准出现单根或3根线以上并排。
1.3.2分交后,将经线全部剪断,分缕打结。
(1)线头长短必须一致。
(2)卸轴时织轴线盘不准砸断经线。
(3)经轴不超两端挡盘为宜。
2、
换线
换线时,纱线必须按原来正确路线运行。
(1)线管必须轻拿轻放,损坏自负。
(2)上轴和卸轴滚动时要特别注意,以免砸伤。
(3)紧急情况立即报告车间主任,以减少损失,保证安全。
(4)线换齐后可将控制器速度调高后,但随经轴越大,速度随之而降。
备注
编制/日期
审批/日期
车间名称
纬线车间
产品名称
帆布
华月胶带有限
公司
作业指导书
设备名称
剑杆织布机
质量
要求
15分/100mm帆布达95%
分发号
工序名称
织造
文件编号
ZD/SJ/02/2002
设备型号
JF110
30分/100mm帆布不超过1%
工序
项目
操作要求
8、
上轴
8.1了轴后,在离最后一排综丝15cm处将经线全部剪断,并分缕打成活结,以防经线脱落。
8.2用托轴架将空经轴支起整齐摆放在指定位置。
8.3经轴到位后,用备用竹竿打交,确认打交无误后将交绳取出。
8.4确认经轴型号,按经线准确数量在送纬边增减。
8.5两名挡车工各坐在张力杠两端,向中间同时进行。
将一缕线拉直,捋顺用膝盖将其压紧,并竹竿处将线分布均匀,然后把所对应的经线接在一起。
8.6接头完毕后,将竹竿取出,用手卷取将结头处拉至钢筘前(点动布机时,结头刚好过钢筘)。
8.7固定刹车,打交后确认没有问题再开机工作。
8.8上轴任务完成后,及时清理场地。
备注
编制/日期
审批/日期
 升级会员
升级会员 