预热温度规定.docx
《预热温度规定.docx》由会员分享,可在线阅读,更多相关《预热温度规定.docx(20页珍藏版)》请在冰豆网上搜索。
预热温度规定
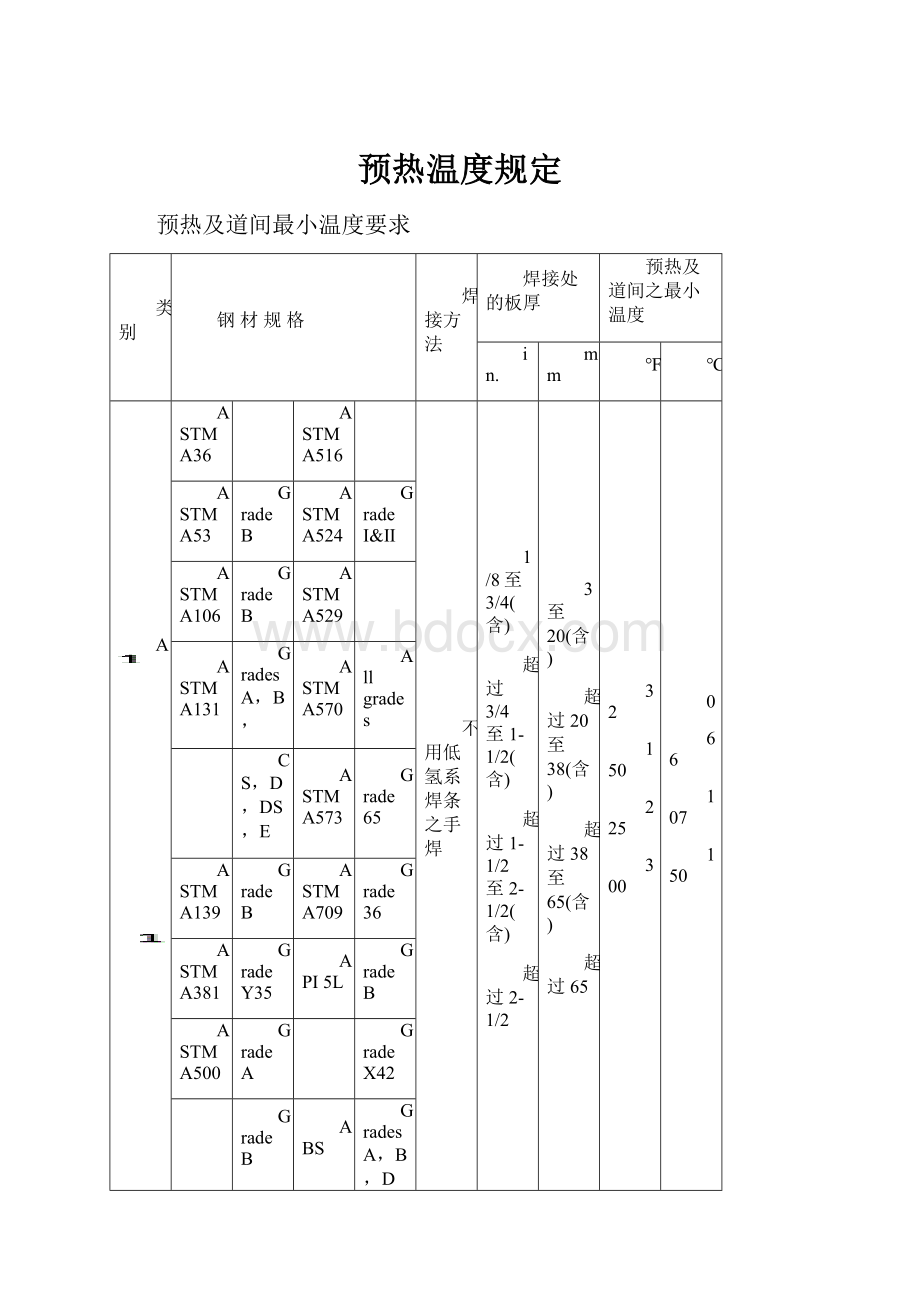
预热及道间最小温度要求
类别
钢材规格
焊接方法
焊接处的板厚
预热及道间之最小温度
in.
mm
℉
℃
A
ASTMA36
ASTMA516
不用低氢系焊条之手焊
1/8至3/4(含)
超过3/4至1-1/2(含)
超过1-1/2至2-1/2(含)
超过2-1/2
3至20(含)
超过20至38(含)
超过38至65(含)
超过65
32
150
225
300
0
66
107
150
ASTMA53
GradeB
ASTMA524
GradeⅠ&Ⅱ
ASTMA106
GradeB
ASTMA529
ASTMA131
GradesA,B,
ASTMA570
Allgrades
CS,D,DS,E
ASTMA573
Grade65
ASTMA139
GradeB
ASTMA709
Grade36
ASTMA381
GradeY35
API5L
GradeB
ASTMA500
GradeA
GradeX42
GradeB
ABS
GradesA,B,D,CS,DS
ASTMA501
GradeE
B
ASTMA36
ASTMA570
Allgrades
使用低氢系焊条之手焊,潜弧焊接,遮护气体金属电弧焊接,包药焊线电弧焊接
1/8至3/4(含)
超过3/4至1-1/2(含)
超过1-1/2至2-1/2(含)
超过2-1/2
3至20(含)
超过20至38(含)
超过38至65(含)
超过65
32
50
150
225
0
10
66
107
ASTMA53
GradeB
ASTMA572
Grades42,50
ASTMA106
GradeB
ASTMA573
Grade65
ASTMA131
GradesA,B,
ASTMA588
CS,D,DS,E
ASTMA595
GradesA,B,C
AH32&36
ASTMA606
DH32&36
ASTMA607
Grades45,50,55
EH32&36
ASTMA618
GradesⅠb,Ⅱ,Ⅲ
ASTMA139
GradeB
ASTMA633
GradesA,B
GradesC,D
ASTMA381
GradeY35
ASTMA709
Grades36,50,50W
ASTMA710
GradeA,Class2(>2in.)
ASTMA808
ASTMA913
Grade50
ASTMA992
ASTMA441
API5L
GradeB
ASTMA500
GradeA
GradeX42
GradeB
APISpec.2H
Grades42,50
API2W
Grades42,50,50T
API2Y
Grades42,50,50T
ASTMA501
ABS
GradesAH32&36
ASTMA516
Grade50&60
DH32&36
65&70
EH32&36
ASTMA524
GradeⅠ&Ⅱ
ABS
GradesA,B,D,
ASTMA529
CS,DS
ASTMA537
Grade1&2
GradeE
类别
钢材规格
焊接方法
焊接处的板厚
预热及道间之最小温度
in.
mm
℉
℃
3
3
C
使用低氢系焊条之手焊,潜弧焊接,遮护气体金属电弧焊接,包药焊线电弧焊接。
1/8至3/4(含)
超过3/4至1-1/2(含)
超过1-1/2至2-1/2(含)
超过2-1/2
3至20(含)
超过20至38(含)
超过38至65(含)
超过65
50
150
225
300
10
66
107
150
ASTMA572
Grades60,65
ASTMA663
GradeE
API5L
GradeX52
ASTMA913
Grades60,65
ASTMA710
GradeA,Class2(≦2in.)
ASTMA710
GradeA,Class3(>2in.)
ASTMA709
Grade70W
ASTMA852
API2W
Grade60
API2Y
Grade60
D
GradeA
当手焊、潜弧、遮护气体金属电弧及包药焊线使用之焊条或焊线-焊药匹配能依ANSI/AWSA4.3测试其扩散氢最大含量为8ml/100g(H8)时。
板厚≧1/8(3mm)
32
0
ASTMA710
(所有等级)
ASTMA913
Grades50,60,65
注:
1.母材温度在32℉(0℃)以下时,预热至少20℃,且焊接中至少须维持该温度以上。
(摘自AWSD1.1-’00)
2.表中各种钢种之道间温度要求指道间温度不可低于表中的要求值。
3.ASTMA709Grade70W及ASTMA852Grade70厚度在40mm(含)以下之最大预热及道间温度不得超过200℃,及最大厚度不超过230℃。
ASME法规预热温度规定
P编号
预热最小温度℉(℃)
50℉
(10℃)
175℉
(80℃)
250℉
(120℃)
300℉
(150℃)
400℉
(200℃)
450℉
(230℃)
1
C>0.30%且t>25.0mm
ˇ
其他
ˇ
3
σ>60,000psi或t>1/2”(13.0mm)
ˇ
其他
ˇ
4
σ>60,000psi或t>1/2”(13.0mm)
ˇ
其他
ˇ
5A
5B
σ>60,000psi或Cr>6.0%且t>1/2”(13.0mm)
ˇ
其他
ˇ
6
全数
ˇ
7
全数
ˇ
8
全数
ˇ
9
9A全数
ˇ
9B全数
ˇ
10I1
全数
ˇ
注:
1.道间温度最大450℉(230℃),(中船核四工程P1G1或P1G2道间温度最大350℉、但SECIX规定不超过100℉,即350℉+100℉=450℉)。
2.非表列P编号材料,须依建立认可焊接程序书中规定之预热温度。
3.对GTAW打底根部焊接,可使用低于建立认可之焊接程序书中规定之预热温度。
4.上述表列以外之材料最低预热温度应≧10℃。
各钢种预热、道间温度规定(美国)
表1.铬钼钢至少预热及道间温度与热处理温度规定
钢种1
预热及道间温度℃
热处理温(PWHT)*
℃
≦13mm
13-25mm
>25mm
1/2Cr-1/2Mo
38
93
149
621-704
1Cr-1/2Mo
1-1/4Cr-1/2Mo
121
149
149
621-718
2Cr-1/2Mo
2-1/4Cr-1Mo
3Cr-1Mo
149
177
177
677-760
5Cr-1/2Mo
7Cr-1/2Mo
9Cr-1Mo
177
204
204
704-760
9Cr-1MoV+Nb+N
732-760
注:
*温度应不可超过钢的回火温度。
(摘自AWSHandBookVol4)
1.最大碳含量为0.15%,但较高之碳含量,其预热温度应较表列增38-93℃。
氩焊可使用较低之预热温度。
表2.不同型式钢种焊接建议预热及道间温度规定
钢种
钢种代号(命名)
碳含量(%)
预热℉
(1)
母材厚度4”
碳钢
AISI-SAE(3)
1015
.13-.18
150°
1020
.18-.23
150°
1030
.28-.34
200°
1040
.37-.44
300°
1080
.75-.88
600°
锰钢
AISI-SAE
1330
.28-.33
250°
1335
.33-.38
300°
1340
.38-.43
350°
1345
.43-.48
400°
1345H
.42-.49
400°
钼钢
AISI-SAE
4027H
.24-.30
250°
4032H
.29-.35
300°
4037H
.34-.41
350°
4042H
.39-.46
400°
4047H
.44-.51
450°
铬钼钢
AISI-SAE
4118
.17-.23
250°
4130
.27-.34
300°
4135
.32-.39
400°
4145
.41-.49
500°
4145H
.42-.49
500°
镍铬钼及镍钼钢
AISI-SAE
4340
.38-.43
500°
4615
.13-.18
250°
4620
.17-.22
250°
4720H
.17-.23
300°
4820H
.17-.23
300°
(接下頁)
铬钢
AISI-SAE
5015
.12-.17
200°
5046
.43-.48
450°
5115
.13-.18
200°
5145
.43-.48
450°
5160
.56-.64
550°
(承上页)
钢种
钢种代号(命名)
碳含量(%)
预热℉
(1)
母材厚度4”
沃斯田铁锰钢及
铬镍钢(不锈钢)
ASTM
(2)
11-14%Mn
.5-1.3
仅预热
去除
母材
寒意
302
.15Max
309
.20Max
310
.25Max
347
.08Max
(b.)
结构钢板
结构品质
ASTM
A36
.27Max
250°
A131Gr.B
.21Max
200°
A284Gr.C
.29Max
250°
A678Gr.B(4)
.20Max
200°
高强度低合金结构品质
ASTM
A131-H.S.
.18Max
350°
A242Type2
.20Max
200°
A441
.22Max
200°
A588Gr.B
.20Max
300°
A633Gr.E
.22Max
250°
(摘自Lincoln資料)
合金及压力容器
品质钢
ASTM
A514Gr.F(4)
.10-.21
350°
A514Gr.H(4)
.12-.21
300°
A514Gr.Q(4)
.14-.21
550°
A515Gr.70
.35Max
300°
A516Gr.70
.30Max
250°
注:
(1)这预热的建议指母材厚度4”焊材为低氢系。
对较薄之材料可使用较低之预热温度但较厚材料则需较高的预热温度。
若使用非低氢系焊材时预热温度要各加300℉。
表列所示钢种仅代表使用于土建及其它机器制造部分的母材。
(2)对厚11-14%锰钢配件焊前有时给予适当较大之预热,最大200℉(预热、道间温度不可超过500℉)。
利用磁铁核对11-14%锰及ASTM300系列铬-镍不锈钢磁性。
(3)低碳钢
(4)淬火及回火钢之”需预热要求”。
表4SPV450,SPV490焊补要领
JISG3115
SPV490
以上材料
JISG3115
SPV450
以上材料
预热及道间温度
150~200℃
t≦25,80~120℃
t>25,120~150℃
后热温度
200~250℃
30分
200~250℃
30分
焊接入热量(kJ/cm)
﹡15~45
60以下
注:
﹡低温用时35kJ/cm以下
铬钼钢预热及道间温度规定(日本)
表2.與沃斯田鐵不銹鋼之異材銲接預熱溫度
材料的種類
預熱溫度
碳鋼
(1)
C-1/2Mo鋼
50~100℃
1-1/4Cr-1/2Mo鋼
2-1/4Cr-1Mo鋼
100~150℃
5Cr-1/2Mo鋼
9Cr-1Mo鋼
註:
(1)但,氣溫在5℃以下的地方加熱至30~50℃。
表1.低合金鋼預熱及道間溫度
鋼種
預熱、道間溫度(℃)
C-0.5Mo
100~200
1~1.25Cr-0.5Mo
150~300
2.25Cr-1Mo
200~350
3Cr-1Mo
200~350
5Cr-0.5Mo
250~350
7Cr-0.5Mo
250~350
9Cr-1Mo
250~400
Mn-Mo-Nia
Mn-Moa
150~250
註:
a.在”壓力容器用鋼材溶接的實際-產報”(P77)預熱及道間溫度為100~200℃。
但在美國軍規預熱最低溫度為149℃,而道間最大溫度為260℃。
表3预热及道间温度
材料的种类
预热温度
道间温度
备考
碳钢
厚度:
25mm以下
(3)
350℃以下
(4)
厚度:
25mm以上
100℃以上
100~350℃
碳当量
(1):
0.45%以上
100℃以上
100~350℃
其它
(2):
全厚度
100℃以上
100~350℃
低温用碳钢
厚度:
25mm以下
(3)
350℃以下
厚度:
25mm以上
100℃以上
100~350℃
3-1/2Ni钢
100℃以上
100~350℃
5Ni
t≦20
t>20
5℃min
100℃min
150℃以下
1/2Mo钢
100℃以上
100~350℃
(4)
1-1/4Cr-1/2Mo钢
150℃以上
150~350℃
2-1/4Cr-1Mo钢
200℃以上
200~350℃
5Cr-1/2Mo钢
9Cr-1Mo钢
Mn-Mo-Ni
Mn-Mo
150℃以上
150~250℃
(4)
沃斯田铁系不锈钢
(3)
150℃以下*
(5)
(6)
200℃以下
(7)
注:
(1)Ceq=C+Mn/6+Si/24。
(2)规定降低焊接部位硬度的要求。
(3)气温在5℃以下,给予30-50℃之加热。
(4)碳钢、钼钢及铬钼钢相互异材焊接依高合金条件。
(5)碳钢、钼钢及铬钼钢与沃斯田铁不锈钢的异材焊接。
(6)参照表2。
(7)焊材选沃斯田铁系(309)或英高镍系。
(8)9Ni预热90~120℃,道间温度200℃以下(溶接大系,低温用钢焊接)。
(一般不预热)
*ASME规定350℉以下。
◆表1及表3出自不同书籍,温度之要求有些差异,表1摘自〝溶接技术基础〞-溶接学会编(产报);表3摘自〝配管溶接施工品质管理〞神钢溶接技术月刊。
不锈钢预热及道间温度
钢种
预热(℃)
道间温度(℃)
PWHT(℃)
麻田散铁
100-300
(200-400)
150-350
700-7601
肥粒铁
50-200
(100-200)
50-200
2
沃斯田铁
-
(100以下)
150以下
-
双相系
室温-150
室温-150
-
高碳系
-
150以下
-
注:
1.厚度25mm热处理一小时,或1mm两分钟,最少10分钟,然后再徐冷。
2.SUS430及SUH446,后热处理温度为700-820℃,持温与麻田散铁相同,然后徐冷。
但SUS405及SUS410与麻田散铁PWHT相同。
3.沃斯田铁系之PWHT温度为870-900℃,每25mm,1~2小时后空冷,而安定化钢种热处理温度为850-900℃,每25mm,1~2小时后空冷。
4.麻田散铁系为代表之17-4PH钢(析出硬化型)(C≦0.07%),普通之电弧焊接可不预热、后热处理,但板厚较厚且拘束性严酷之接头,进行100-150℃之预热较好。
表1护面钢预热温度
母材
护面金属
镍铬系
铬系
碳钢(25m/m以上)
50℃以上
150℃
锰钼钢
100~200℃
150℃
1Cr-1/2Mo
1Cr-1/4Mo
150~200℃
150~200℃
2-1/4Cr-1Mo
200~300℃
200~300℃
注:
1.预热或后热应注意温度,需视护面钢的种类使用不同的预热温度及道间温度(InterpassTemperature),范围多控制在200℃~250℃.
钢厂、轧辊合金成分及预热建议表
合金种类
C
Mn
Si
Cr
Ni
Mo
V
W
建议预热温度(℉)2
AISI1020
.20
.45
.25
300-500
AISI1030
.30
.75
.25
400-550
AISI1040
.40
.75
.25
450-600
AISI8620
.20
.80
.28
.50
.55
.20
500-700
AISI4130
.30
.50
.28
.90
.20
600-700
AISI4140
.40
.55
.28
.90
.20
650-700
AISI4320
.20
.55
.28
.50
1.80
.25
600-700
AISI4340
.40
.70
.28
.80
1.80
.25
650-700
H-12
.35
.30
1.00
5.00
1.50
.30
1.40
700-800
52100
1.00
.30
.28
1.40
700-800
铸铁1
3.25
.80
2.00
800-800
INTERNATIONAL
.40
.55
.30
1.10
1.40
.15
700-800
DIN21Cr.Mo.V.5-11
.20
.40
.45
1.35
.20
1.10
.30
700-800
DIN1700G13Cr.Mo44
.15
.55
.25
.85
.45
600-800
EFC21
.23
.40
.45
1.35
1.10
.30
700-800
注:
1.灰或无合金延性(节状的)铸铁。
2.持温(浸泡)时间依轧辊质量而异(一般轧辊每寸直径1/2小时,指只要表面达浸泡时间。
)
中、高碳钢焊材选用及预热、道间与PWHT温度规定
母材碳当量
Ceq
焊接性*5
匹配焊材
接近母材强度
仅单独接合
产品
规格*1
预热,PWHT*2
规格
预热,PWHT
0.40~0.49
Δ
无
E7016,8
预热:
RT~150℃
PWHT:
650℃
CNSE4316
预热:
RT~150℃
PWHT:
650℃
E309-16*3
*4
0.50~0.59
×
无
E9016-G
E10016-G
预热:
RT~150℃
PWHT:
650℃
CNSE4316
预热:
≧250℃
PWHT:
650℃
E309-16*3
*4
0.60~0.69
×
无
E10016-G
预热:
≧200℃
PWHT:
650℃
CNSE4316
预热:
≧300℃
PWHT:
650℃
E309-16*3
*4
0.70~0.79
×
无
E10016-G
E-11016-G
预热:
≧250℃
PWHT:
650℃
CNSE4316
预热:
≧350℃
PWHT:
650℃
E309-16*3
*4
≧0.80
×
无
E-11016-G
预热:
≧300℃
PWHT:
650℃
CNSE4316
预热:
≧350℃
PWHT:
650℃
E309-16*3
*4
注:
1.Ceq与淬火回火合金钢一样较正常化钢有较高之强度。
焊接金属由于受母材稀释,可能比焊材之抗拉强度高。
最适当之选用应以母材规定之抗拉强度为主非Ceq。
2.预热温度应随板厚及拘束度之增大而提高。
3.使用E309-16焊接应尽量控制小电流低熔渗焊接及焊道重叠量多些。
4.最好有预热,但可能省略。
PWHT不适用。
5.焊接性:
Δ:
难焊×:
极难焊
6.RT:
指室温。
图焊接后热氢含量减少例(低氢系)
图焊接后热氢含量减少例(低氢系)
 升级会员
升级会员 