第二章服装常用加工工具.docx
《第二章服装常用加工工具.docx》由会员分享,可在线阅读,更多相关《第二章服装常用加工工具.docx(12页珍藏版)》请在冰豆网上搜索。
第二章服装常用加工工具
第二章 服装常用加工工具、
设备的使用与养护
第一节 熨斗的使用与养护
熨斗是将服装经高温压烫使之平整的工具。
熨斗古已有之,从古老的烙铁到现代的自控恒温熨斗,种类繁多如水熨斗、炭熨斗、电熨斗、蒸汽熨斗、电蒸汽熨斗以及调温熨斗等。
目前工业生产中,熨制作业最常用的是电熨斗、蒸汽熨斗和抽湿烫台。
下面我们介绍一下电熨斗和蒸汽熨斗的具体情况:
一、电熨斗
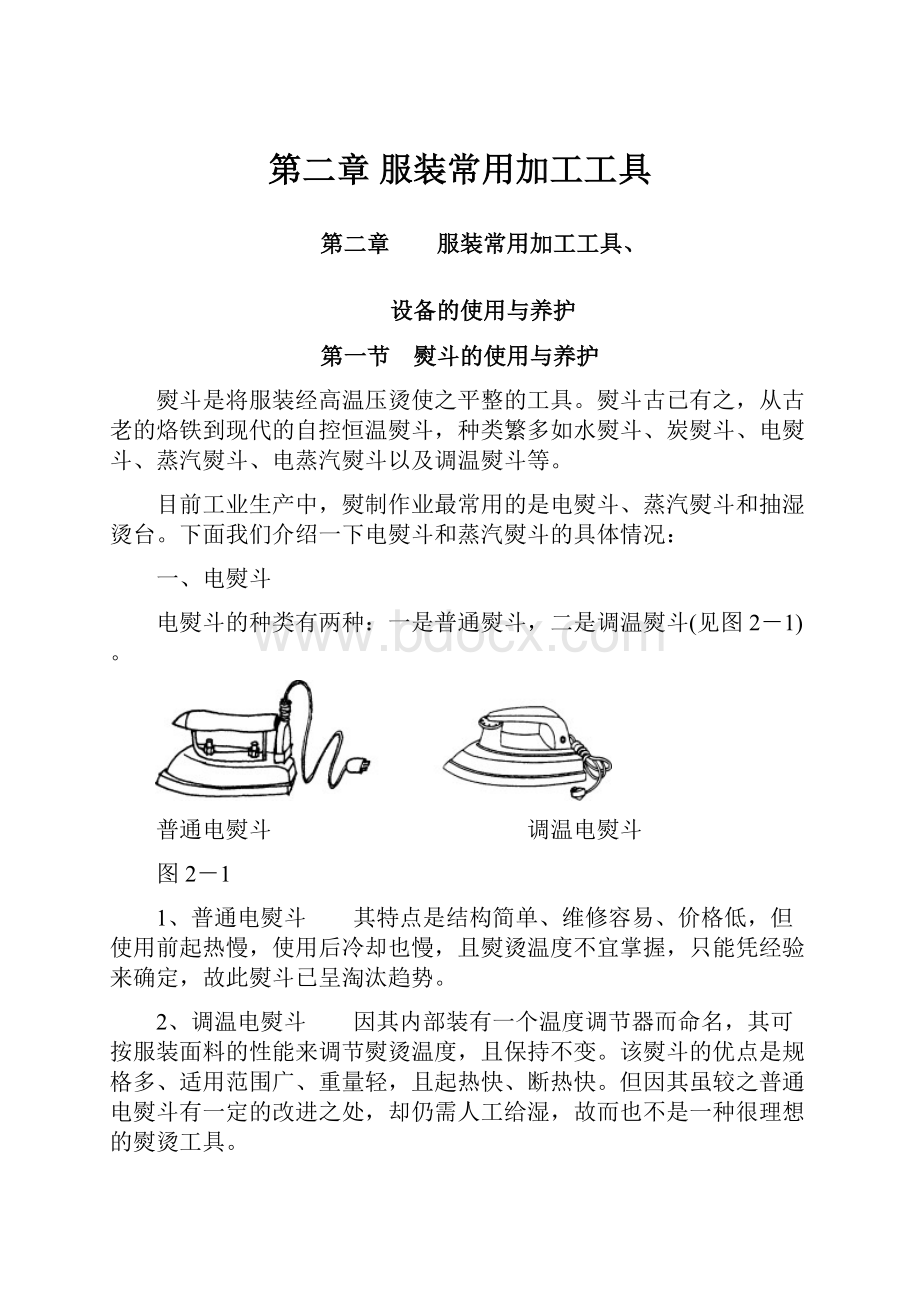
电熨斗的种类有两种:
一是普通熨斗,二是调温熨斗(见图2-1)。
普通电熨斗 调温电熨斗
图2-1
1、普通电熨斗 其特点是结构简单、维修容易、价格低,但使用前起热慢,使用后冷却也慢,且熨烫温度不宜掌握,只能凭经验来确定,故此熨斗已呈淘汰趋势。
2、调温电熨斗 因其内部装有一个温度调节器而命名,其可按服装面料的性能来调节熨烫温度,且保持不变。
该熨斗的优点是规格多、适用范围广、重量轻,且起热快、断热快。
但因其虽较之普通电熨斗有一定的改进之处,却仍需人工给湿,故而也不是一种很理想的熨烫工具。
二、蒸汽熨斗
1、蒸汽熨斗概述
蒸汽熨斗是在温度调节器的基础上添加自动给湿装置即蒸汽装置而形成的,它可分为成品蒸汽熨斗和电热蒸汽熨斗,前者使用锅炉生产的成品蒸汽,后者使用电热蒸汽熨斗内的自热蒸汽。
电热蒸汽熨斗是自产蒸汽的电熨斗,它有吊挂水斗式滴液蒸汽熨斗和自身水箱式滴液蒸汽熨斗两种。
见图2-2。
自身水箱式滴液蒸汽熨斗 吊挂水斗式滴液蒸汽熨斗
图2-2
它们的共同特征是滴液经熨斗的热体汽化后由底板蒸汽孔喷出,实现其给湿加热的目的;其不同之处是前者是水斗和熨斗分体,后者是水箱同熨斗合体。
2、蒸汽熨斗的使用
下面就以自身水箱式滴液蒸汽熨斗为例介绍一下其使用步骤:
①加水 拧开熨斗前部的加水盖,用量杯注入一定量的蒸馏水,水量以不超过水箱水量警示线为准。
然后按原样拧好盖子,并检查其有无漏水情况,如有漏水暂停使用。
②插上电源插头
③调节温度 根据服装面料的性能,按照调温器上的箭头指向调准熨烫温度。
④喷汽熨烫 调节好温度后待熨斗尾部的温度调节指示灯灭掉,然后根据需要铺上白布或套上极光罩或直接作业熨烫.在熨烫前可视具体情况按喷水筏喷少许水或在熨烫过程中边喷蒸汽边熨烫。
⑤使用完毕,拔下插头,倒出剩余蒸馏水。
以上步骤可参见图2-3
图2-3
3、熨斗的养护
因为这两种熨斗主要是以电为能源,所在在使用过程中需注意安全.接通电源后,应注意熨斗升温的程度,随时调节温度,注意给湿频率,以防烫焦、烫黄面料。
不用时需将其置于专用熨斗架上或将熨斗前端竖起直放,以防发生火灾。
在保养方面需注意在熨烫服装前后将熨斗外壳和底部擦干净,以防弄脏衣物。
蒸汽熨斗理论上要求使用蒸馏水。
自身水箱式滴液蒸汽熨斗在使用完毕后需将余水倒出,并通电1分钟将水箱内的水滴烘干后方可收藏起来。
第二节 工业平缝机的使用与养护
工业平缝机是服装工业化大生产中使用最广、最常见、操作最简便的一种工业缝纫机,它由机架、台板和机头三部分组成。
(其各部位见图2-4)
图2-4 工业平缝机
1-机头 2-台板 3-离台式电动机 4-机架 5-脚踏板
工业平缝机是属于连杆挑线,旋梭钩线的工业用缝纫机。
它的主要工作构件由针杆机构、梭机构、挑线机构和送布机构组成,这些机构都由主轴转动,以保证所有独立机构运转的精确协调,其速度快慢因生产厂家、技术规格的不同而不同,从3000r/min~5500r/min不等。
一、工业平缝机的使用
工业平缝机的使用包括以下几个步骤。
1、根据缝料要求选择合适的机针和缝线。
常用的机针、缝线、缝料的配合关系见表2-1所示。
工业缝纫机缝线、缝料、机针的配合关系
针号
缝 线 号
缝 料(例)
棉线
丝线
尼龙
9#
100~200
30
薄纱布、薄绸、细麻纱
11#
80~100
24~30
3~56
薄化纤、薄棉布、绸缎、薄府绸
14#
60~80
20
粗布、卡其布、薄呢
16#
40~60
16~18
粗厚棉布、薄绒布、灯芯绒
18#
30~40
10~12
厚绒布、薄帆布、大衣呢
2、安装机针
将针杆上升到最高位置,旋松固定螺丝,把机针的长槽朝向操作者左侧,短槽朝向操作者右侧,然后将机针插入针杆下部的装针孔内并碰到它的底部,旋紧固定螺丝即可。
3、绕装梭芯
绕梭芯的方法见图2-5所示,把梭芯⑤插入绕线器⑥的顶端,从线团引出的线,穿入过线架⑦的线孔中,再夹在两块夹线板中间,将线头在梭芯上绕几圈,把满线跳板⑨向下掀压,绕线轮①即压向皮带②,在缝纫过程中就能自动绕线,梭芯绕满即自动停止。
梭芯线量一般需小于梭芯外经0.5-1mm。
图2-5 绕梭芯线
穿线时将绕满线的梭芯留出10cm左右的线头后装入梭芯套,将留出的线头嵌进梭芯套缺口内,再牵引线头滑过梭皮底面,从橡皮叉口处拉出即可。
4、穿面线
穿面线的方法如图2-6所示。
图2-6 穿面线
1-过线钉 2-三眼线钩 3-夹线器 4-挑线簧 5-缓线调节钩
6-过线簧 7-挑线杆 8-针杆套筒线钩 9-机针
5、引底线
将梭壳缺口朝上装入梭床内,之后将压脚抬起,左手捏住面线线头,右手转动上轮,将底线引上来即可。
6、针距长短调节及倒顺送料的控制
①调节针距是由针距旋钮的转动来调节的,顺时针转动则针距缩短,逆时针转动则针距增长,如图2-7所示。
图2-7 针距长短的调节及倒顺送料的控制
②送料的方向由倒送板手工控制,需要倒向送料时将倒送板压下即可,松开后面料即恢复正向送料。
(如图2-7所示)
二、工业平缝机的养护
1、高速缝纫时因机针和缝料的剧烈磨擦会导致机针针温过高,因而在缝纫过程中需要对机针进行特别的选择和冷却。
在机针选择上可选用双节机针或高速机针。
在冷却方面可选择在缝纫机上加硅油或风冷的方式达到目的。
2、机器在刚投入使用时应降速使用,换用小直径皮带轮,一段时间后再换用大直径皮带轮高速使用。
3、机内要经常加专用润滑油,要求每4小时加一次润滑油。
4、每一次操作结束后应用软布把机器内部清理干净,尤其是梭芯、梭壳及送布牙部位。
三、工业平缝机常见故障及维修见表2-2所示。
工业平缝机常见的故障分析
故障现象
发 生 原 因
排 除 方 法
跳
针
机针尖发毛、弯曲,机针槽不光滑
更换新针
机针安装歪斜,线环易被梭尖钩住
校正机针位置
缝线粗细不匀,影响成环
按标准选择缝线
压脚压力小,缝料抖动,影响成环
增加压脚压力
压脚槽太宽,当机针刺布退出时,缝料上升影响线环的形成,这种情况缝薄料时影响最大
根据缝料,将压脚移左或移右,或将宽槽用焊锡填满再开较窄的槽,并抛光,或另换压脚
挑线簧太低
适当调高挑线簧
针板孔太大,缝薄料时使缝料随机针下降,延迟环的形成
换新针板
梭尖与机针左右距离太远
根据安装标准,调整机针与梭尖定位间距
旋梭定位不标准
按标准适当调整
针杆偏高或偏低
按标准适当调整
缝料、针、线匹配不当
按配合表选用针、针
断
面
线
针孔边缘不光滑或针槽有毛刺
抛光后使用或更换新机针
挑线簧太紧、太高不灵活或夹线器压力不匀
调整挑线簧高低,适当调节夹线器压力
针板容针孔边缘有毛刺、尖角,以致碰伤缝线
用砂布条拉磨光滑,但不能磨得过大,以免引起跳针
旋梭内槽不光滑有锐角,将缝线碰伤,抽纱断线
用抛光膏将旋梭内槽抛光,然后试装,或者更换新的
面线过线孔处部分拉毛,缝线运动时受阻
用砂布条拉磨光,再用线涂上抛光膏拉磨光滑或抛光
梭门底簧太短,失云弹性,旋梭运转时梭门翘起,缝线受阻,轻则浮线,重则断线。
将梭门底簧拉长或换新的梭门底簧
旋转定位钩与梭架凹口配合不当
调整旋梭定位钩与梭架凹口的配合
缝线质量太差
换线
断
底
线
送布牙边缘有锐角
用砂布擦光或抛光
梭皮压线口由于磨损而出现缺口
更换新梭皮
梭芯线太满,出线不爽快
绕底线不得高出梭芯
梭芯太松
可适当在梭子里垫一片薄布
旋梭皮边缘发毛,擦断底线
修磨旋梭皮边缘不光处
断
针
机针与缝料、线线选配不当
按标准选配机针、缝料和缝线
缝纫时,用力拉缝料
按操作规程、操作方法正确使用
机针变形
更换新针
夹针螺钉松动
旋紧夹针螺钉
送布牙与刺布运动不同步
调整凸轮位置
浮底面线
底线、面线张力过大或过小
调整夹线螺母及梭皮调节螺钉
毛
巾
状
浮
线
旋梭尖嘴及平面毛糙、有伤痕
用油石修磨光滑
定位钩凸头上绕有余线
清除余线
梭芯套圆顶的过线圆弧面生锈或有毛刺
用油厂修磨掉铁锈及毛刺
面线夹线器失灵
合理调整夹线器松线钉的位置
面线未进入夹线器
将面线送入夹线器
送牙布送布偏早
调整送布凸轮位置
时浮时
不浮
梭芯与梭芯套配合不好
选配较佳梭芯
梭皮和梭芯套外圆平整度配合不佳
调整梭皮和梭芯套外圆配合的平整度
压脚趾板下的出线槽太短或太浅
用细砂布条拉深、拉长压脚趾板下的出线槽
缝料
停滞
不前
送布牙尖变钝,送布牙过低
适当抬高送布牙或更换送布牙
送布牙紧固螺钉松动
旋紧紧固螺钉
缝针与送布之间配合不好
调整其配合
压脚压力太小或压脚底部不光洁
适当加大压脚或修光压脚底部
润滑
不良
油池油位过低
按要求加油至两油线之间
油路堵塞
疏通油管
滤油网堵塞
清洗
吸油线太短
更换新线
第三节 三线包缝机的使用与养护
三线包缝机为GN型工业缝纫机,它属于针杆挑线,双弯针摆动钩线、三线包缝线迹的一种工业缝纫机。
因常用于服装面料边缘的包缝,俗称“拷边机”。
一、三线包缝机的使用
1、机针的安装与选择
该包缝机安装机针时需将机针的长槽对着操作者,常见缝料、机针和缝线的配合关系见表2-3所示.
包缝机缝料、缝线和机针的配合关系
缝料名称
缝线规格
机针规格
布料
42~60支三股棉线
11#~14#
呢料
42~60支三股棉线
11#~14#
的确良、绸化纤
80~120支四股棉线
7#、9#
80支汗衫布
80支四股棉线
9#、11#
60支汗衫布
60支三股棉线
11#
42支汗衫布
60支三股棉线
11#
棉毛衫
60支三股棉线
11#
卫生衫
60支三股棉线
14#
2、穿线方法
因三线包缝机不同于平缝机,它是由一根直针和两根弯针共同配合形成线迹,所以它的穿线方法也有别于平缝机,具体方法参见图2-8所示。
3、操作步骤
安装机针→机针穿线→小弯针穿线→大弯针穿线→试车→调节针距长度→调节线迹宽度→调节缝线松紧→正式包缝
4、注意事项
①三线包缝机的转向与平缝机的转向刚好相反,飞轮向外转时,机器才能正常运作,否则将会断线。
见图2-9所示
②包缝机结束后需空缝一段,使缝线末端结成辫子锁住针缝。
图2-8 三线包缝机的穿线方法
1-缝针线 2-大弯针线 3-小弯针线 4-小压线器 5-拦刀架 6-大弯针对线板
7-双过线 8-大弯针线挑线杆 9-大弯针 10-小弯针 11-小弯针线线钩
图2-9飞轮运转方向图
二、三线包缝机的养护
1、机器部件须保持清洁,且每4小时加一次专用润滑油。
2、更换切片或研磨刀片后须保持原有刀刃角度,
 升级会员
升级会员 