Foerster漏磁探伤系统测速装置的研制技术方案Microsoft Word 文档1.docx
《Foerster漏磁探伤系统测速装置的研制技术方案Microsoft Word 文档1.docx》由会员分享,可在线阅读,更多相关《Foerster漏磁探伤系统测速装置的研制技术方案Microsoft Word 文档1.docx(13页珍藏版)》请在冰豆网上搜索。
Foerster漏磁探伤系统测速装置的研制技术方案MicrosoftWord文档1
Foerster漏磁探伤系统测速装置技术方案
1.0总述
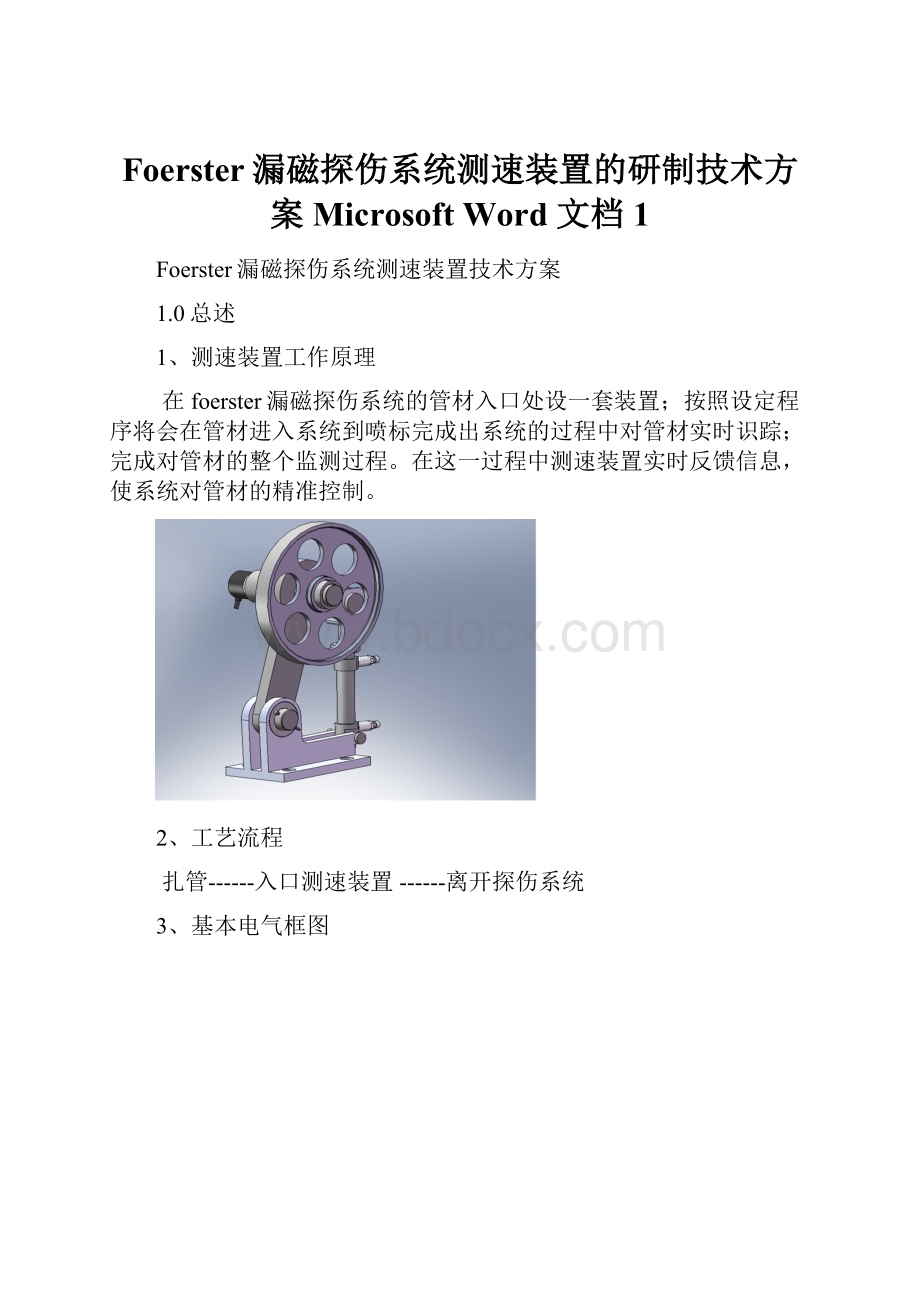
1、测速装置工作原理
在foerster漏磁探伤系统的管材入口处设一套装置;按照设定程序将会在管材进入系统到喷标完成出系统的过程中对管材实时识踪;完成对管材的整个监测过程。
在这一过程中测速装置实时反馈信息,使系统对管材的精准控制。
2、工艺流程
扎管------入口测速装置------离开探伤系统
3、基本电气框图
当管子经过入口光电和夹送辊入口光电时,PLC会给系统一个脉冲冻结命令,而此时编码器的输出信号经过信号隔离器传输到仪器柜(PCA01)的SYS-PORT数据模块上处理,最终由PLC模块CPU计数反馈到SYS-PORT;触摸屏和电脑软件可以调用时钟和修改数据。
冻结命令的逻辑关系为:
也就是当管子离开这两个光电的任何一个就会停止PLC脉冲冻结命令。
4、技术条件
1、系统管材速度设置范围0.01---3m∕s;
2、在被测物行走1米编码器脉冲数要求1000p;
3、适合规格钢管管径Φ139--Φ508;
4、管材M>50kg;
5、摩擦轮与管材压紧力Q>66.6N
4、设备特点的描述
(1)、摩擦轮
它是由40Cr材质成型的轮盘,有效利用摩擦使摩擦轮旋转的信息把管材行程状态传递给编码器。
起到状态传递的作用。
厂内管材是由由V行托辊带动,因此不同管径的管材对摩擦轮不一样的表面冲击,在设定摩擦轮顶部与管材最底部高度差值时,按照漏磁探伤系统常用的340管材取值,摩擦轮顶部高于管材最底部1cm最佳。
(2)、编码器
为了判断码盘旋转的方向,在上图的光栏板上的两个狭缝距离是码盘上的两个狭缝距离的(m+1/4)倍,m为正整数,并设置了两组光敏元件A、B,有时又称为sin、cos元件。
光电编码器是高精度控制系统常用的位移检测传感器。
当控制对象发生位置变化时,光电编码器便会发出A、B两路相位差90度的数字脉冲信号。
正转时A超前B90度,反转时B超前A90度(如上图)。
而C信号代表每转产生一个脉冲信号。
脉冲的个数与位移量成比例关系,因此通过对脉冲计数就能计算出相应的位移。
使用光电编码器测量位移,准确无误的记数起着决定性作用。
由于在位置控制系统中,电机既可以正转,又可以反转,所以要求计数器既要能够实现加计数,又要能够实现减计数。
相应的计数方法可以用软件来实现,也可以用硬件来实现。
使用软件方式对光电编码器的脉冲进行方向判别和计数降低了系统控制的实时性,尤其当使用光电编码器的数量较多时,并且其可靠性也不及硬件电路。
对编码器中输出的两路脉冲进行计数主要分两个步骤,首先要对编码器输出的两路脉冲进行鉴相,即:
判别电机是正转还是反转;其次是进行加减计数,正转时加计数,反转时减计数。
光电编码器原理如图。
主要由光栅盘和光电检测、信号转换电路、机械传动等部分组成。
光栅盘是在一定直径的圆板上等分地开通若干个长方形孔。
由于光电码盘与电动机同轴,电动机旋转时,光栅盘与电动机同速旋转,经发光二极管等电子元件组成的检测装置检测输出若干脉冲信号。
增量型旋转编码器轴的每转动一周,增量型编码器提供一定数量的脉冲。
周期性的测量或者单位时间内的脉冲计数可以用来测量移动的速度。
如果在一个参考点后面脉冲数被累加,计算值就代表了转动角度或行程的参数。
将信号经过特殊光电处理模块内部处理编码器输出信号生成单独计数时钟并判断出运动方向,计算速度和长度。
型号:
WSP3.86-003-500-BZ-24L
技术参数:
(3)、汽缸
为摩擦轮和管材提供压力产生摩擦使摩擦轮能与管材同步,在管材与摩擦轮接触瞬间,管材会对摩擦轮产生冲击,汽缸能通过气体的压缩起到缓冲的作用。
2.0技术要求
在提供的设备应功能完整,技术先进,并能满足人身安全和劳动保护条件。
所有设备均应正确设计和制造,在正常工况下均能安全、持续运行,而不应有过度的应力、振动、温升、磨损、腐蚀、老化等其它问题,或提供优于本规范书要求的先进、成熟、可靠的设备元件。
一般不接受带有试制性质的部件。
设备零部件应采用先进、可靠的加工制造技术,应有良好的表面几何形状及合适的公差配合。
所有外购配套件必须选用优质、先进的产品,并有生产许可证及产品检验合格证,严禁采用国家公布的淘汰产品。
所使用的零件或组件应有良好的互换性。
易于磨损、老化或需要调整、检查和更换的部件供方提供备用品,并能比较方便地拆卸、更换和修理。
所用的材料及零部件(或元器件)符合有关规范的要求,并且应是新的和优质的,能满足当地环境条件的要求。
外购配套件及材料选用优质、先进的产品,并有生产许可证及产品检验合格证,且进厂前进行检验,并对其质量负全责。
各外露的转动部件均设置防护,且便于拆卸;人员易于接触到的运动部位应有防护措施,但不妨碍维修工作。
各转动件保证转动灵活,绝没有卡阻。
润滑部分密封良好,保证没有油脂渗漏现象。
轴承温升不大于40℃,轴承温度不超过80℃。
应在保证设备运行可靠前提下,运行时噪声值不大于85dB。
并应符合国家其他有关标准对噪声的要求。
材料在焊接前进行喷砂清理或酸洗。
具体的技术要求
测速装置工作时必须满足对管材的实时测量,直到管材离开系统,准备下一次的测量。
在这一过程中,由于两组测速装置安装距离是固定的,对于管材长度小于测速装置之间距离的,在此管材在系统内部无法检测时实行上一次检测的即时数据。
测速装置分为信息提取、收集成计数时钟、转换处理、应用。
信息提取中是编码器摩擦轮,是摩擦轮与被检测管材之间的静摩擦。
因此摩擦轮的磨损且压紧力大,在接触点处将产生弹性变形和受到管材对它的冲击创伤是引起检测精度的一个原因。
摩擦轮的材质上使用40Cr或强度更高的,在轮表面淬火52---61HRC。
避免出现打滑摩擦轮产生最大摩擦力Ff>Ft压紧力Q=66.6N,滑动系数0.1﹪---0.2﹪。
按照系统所需精度当摩擦轮表面出现疲劳点蚀达到一定值时及时更换。
编码器对摩擦轮提取的信息进行收集测量检测时间和在此时间内脉冲发生器发出的脉冲个数来测量速度,研究编码器的测速方法,生成计数时钟。
通过信号隔离器消弱环境噪声、不明电磁信号等外部因素对测试电路的影响,然后经过对光电信号出来的SYSTEM-PORT,输入光电脉冲,经过出来输出数字信号由PLC模块内部处理编码器输出信号生成单独计数时钟。
反馈给系统应用于适时系统状态。
通过对现漏磁探伤系统管材一般速度为0.01---3m∕s,常用编码器重量在0.1kg,设计摩擦轮r=20cm、m=1.48kg情况下,在设计装置中编码器要求角加速度a=0.6×10
rad/s
转动惯量J=0.722g/cm
以上。
(1)设计、制造应遵守的规范和标准
SDZQ19-85焊接通用技术条件
GB985-88气焊、手工电弧焊及气焊保护焊焊缝坡口的基本形式及尺寸
GB4720-84电控设备第一部分低压电器电控设备
JB/ZQ4000.10-86涂装通用技术条件
GB1800-1864公差与配合
GB1184形状和位置公差
GB/T1804一般公差线性尺寸的未注公差
JB/ZQ4000.2-86切削加工件通用技术要求
GB8923涂装前钢材表面锈蚀等级和除锈等级
GB1764漆膜厚度测定法
GB12348工业企业厂界噪声标准
(2)、清洁、油漆、表面处理
组装前应从每个零部件内部清除全部加工垃圾,如金属切削、填充物等,应从内外表面清除所有渣屑、锈皮油脂等。
为防止日光及大气对设备材料的腐蚀,为延长设备的使用寿命,金属材料必须进行严格的表面处理。
被涂物的表面,涂漆之前必须按除锈质量要求进行除锈。
焊接结构件表面的焊渣、药皮、电弧烟尘及机械加工残存的飞边、毛刺等要清理干净。
涂装
在加工车间和安装现场,涂漆的全过程应按照钢铁结构涂装规范进行。
一般情况下,涂漆应在气温10~32℃之间,相对湿度80%以下进行。
现场涂装最后一道面漆时,相对湿度不应高于85%。
涂装程序为:
表面处理、底漆、中间层漆、面漆。
表面处理、底漆及中间层漆在车间内进行。
在运输或安装过程中损坏的漆膜应进行修补,恢复至出厂时完整漆膜的状况。
最后一层面漆在设备安装完成后在现场涂装。
面漆的颜色由需方决定。
油漆材料
油漆应采用国内较先进的、并能适应当地的环境条件的重防腐涂料。
底漆采用环氧富锌底漆、无机富锌底漆
中间漆采用环氧云铁中间漆或环氧树脂中间漆。
面漆采用丙烯酸橡胶面漆、氯化橡胶面漆或聚胺酯面漆。
漆膜厚度要求
各部位涂层漆膜厚度230~300μm。
其中:
底漆厚度应在60~70um左右,中间漆厚度在120~150um左右,面漆的厚度在50~80um左右。
油漆生产厂家:
需方指定的国内知名厂家
外观要求
底漆、中间漆要求无漏涂、针孔、气泡、裂纹、脱落、流挂、桔皮等缺陷,面漆要求无气泡、流挂、漏涂等缺陷,表面有一定光泽。
要求有良好的油漆附着力和层间结合力。
供方将提供足够数量的备用油漆,用于设备运输及安装过程中油漆破损后的修补。
设备外表面的颜色由买方在设计联络会上确定。
3、0设计分工
供方负责的设计工作
供货范围内的工艺系统、设备布置、以及测量和信号处理程序的设计。
负责提供设计和供货范围内的安装施工等的设计资料。
负责设计和提供供货范围内系统和设备的控制策略和运行方案,以及控制资料。
买方负责的设计工作
总体布置的设计。
设计联络及供方设计文件的确认。
4、0材质
材质表
序号
部件名称
材质及
牌号
单位
数量
重量
产地
1
编码器(包括插头电缆)
WSP3.86-003-500-BZ-24L
个
2
宜昌微特电子设备有限公司
2
汽缸
DSN-20x40-P
个
2
FESTO
3
摩擦轮
40Cr
个(Φ200)
2
4
底座
Q235(12)
kg
10
5
轴承
SKF-6206-1RS
个
2
6
支撑架
角钢(30)
米
7
7
螺栓、弹簧垫圈
M6X20
套
12
8
弹性联轴器
Rs-25x30-6x15
个
2
瑞佳信科技产业公司
9
连杆
Q235(16)
kg
25
10
节流阀
GRLA-1/8-QS-6-
RS-D
个
4
FESTO
11
开槽盘头螺钉、弹簧垫圈
M3X8GB67-87
套
10
12
开槽盘头螺钉
M4X10
个
4
13
开槽盘头螺钉
M4X8
个
4
14
弹簧垫圈
GB93-1987(6)
个
12
15
电缆
7x0.75mm2
根
1
16
磁性接近开关
SMEO-1-LED-24-KSB
个
2
17
附件1技术服务
1、我方现场技术服务
我方现场服务人员的目的是使所供设备安全、正常安装投运。
我方要派合格的现场服务人员。
提供包括服务人天数的现场服务计划表(如下)。
现场服务计划表
序号
技术服务内容
计划人日数
派出人员构成
职称
人数
1
指导安装
1人/3天
工程师
1
2
调试
1人/2天
工程师
1
3
性能试验
1人/2天
工程师
1
有较强的责任感受和事业心,按时到位;
了解合同设备的设计,熟悉其结构,有相同或相近机组的现场工作经验,能够正确地进行现场指导。
身体健康,适应现场工作的条件。
我方须更换买方认为不合格的我方现场服务人员。
我方现场服务人员的职责
我方现场服务人员的任务主要包括设备催交、货物的开箱检验、设备质量问题的处理,指导安装和调试,参加试运和性能验收试验。
在安装和调试前,我方技术服务人员向买方进行技术交底,讲解和示范将要进行的程序和试法,对重要工序(见下表),我方技术人员要对施工情况进行确认和签证,否则买方不能进行下一道工序。
给我方确认和签证的工序如因我方技术服务人员指导错误而发生问题,我方负全部责任。
我方提供安装、调试监督的工序表
序号
工序名称
工序主要内容
备注
1
安装
设备安装
2
整机调试
联合调试
我方现场服务人员有权全权处理现场出现的一切技术和商务问题。
如现场发生质量问题,我方现场人员要在买方规定的时间内处理解决。
如我方委托买方进行处理,我方现场服务人员要出委托书并承担相应的经济责任。
我方对其现场服务人员的一切行为负全部责任。
我方现场服务人员的正常来去和更换应事先与买方协商。
买方的义务
买方要配合多方现场服务人员的工作,并在生活、交通和通讯上提我方便。
这过程中可让买方抽调人员与我方工程师一起为对其进行设备正常安装、调试、运行、维护及检修,提供相应的技术培训。
材质表
系统需两套设备材质数量X2
 升级会员
升级会员 