各类井架单片组合通用胎具.docx
《各类井架单片组合通用胎具.docx》由会员分享,可在线阅读,更多相关《各类井架单片组合通用胎具.docx(11页珍藏版)》请在冰豆网上搜索。
各类井架单片组合通用胎具
各类井架单片组合通用胎具
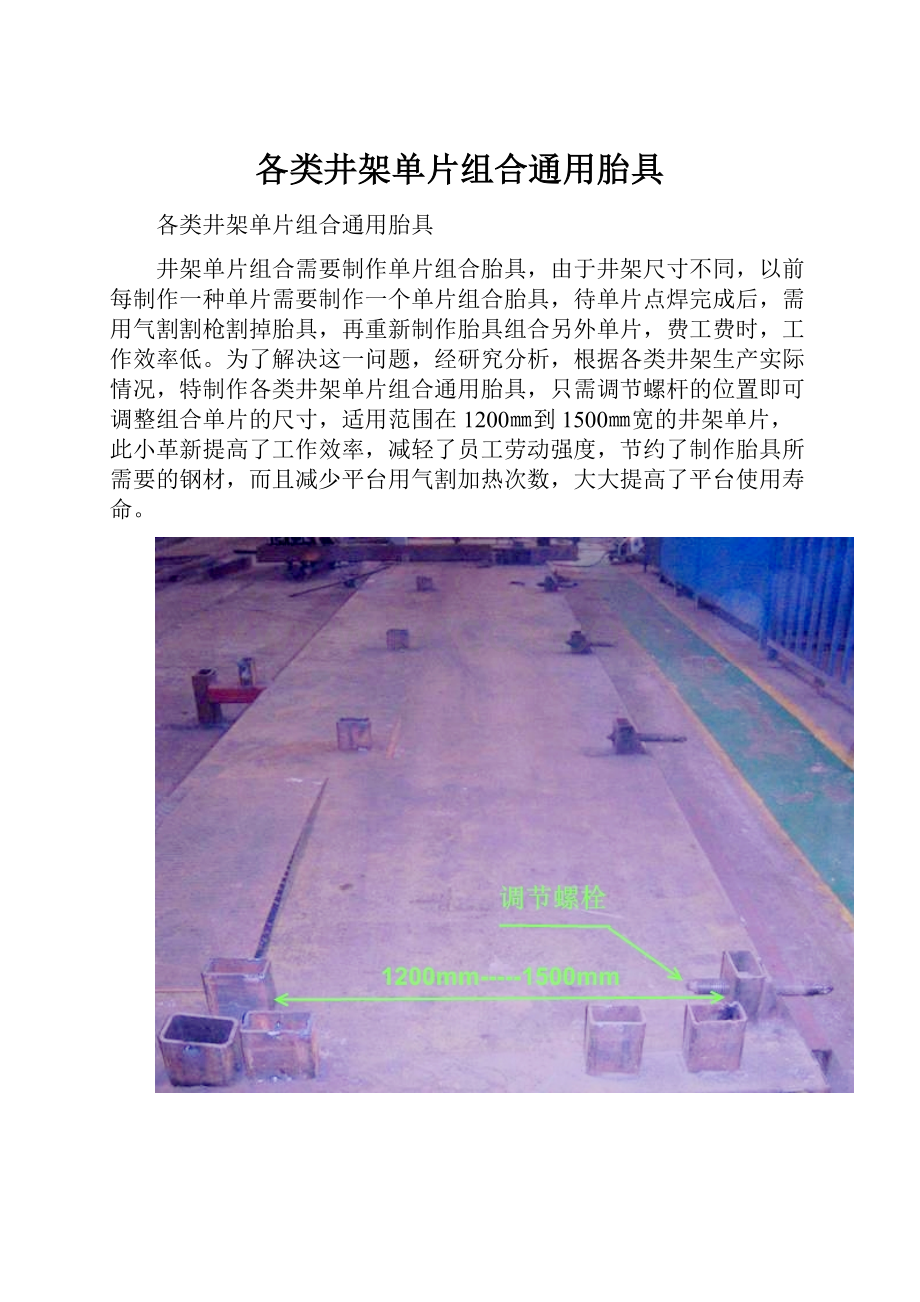
井架单片组合需要制作单片组合胎具,由于井架尺寸不同,以前每制作一种单片需要制作一个单片组合胎具,待单片点焊完成后,需用气割割枪割掉胎具,再重新制作胎具组合另外单片,费工费时,工作效率低。
为了解决这一问题,经研究分析,根据各类井架生产实际情况,特制作各类井架单片组合通用胎具,只需调节螺杆的位置即可调整组合单片的尺寸,适用范围在1200㎜到1500㎜宽的井架单片,此小革新提高了工作效率,减轻了员工劳动强度,节约了制作胎具所需要的钢材,而且减少平台用气割加热次数,大大提高了平台使用寿命。
各类滚筒体小组件组合工装
以前,分厂各类滚筒体小组件的组合需在油压机的配合下完成,工作时不易操作,费工、费时且增加生产成本。
滚筒体小组件组合工装的研制则很好的解决了以上问题。
该工装具有以下特点:
1、小组件组合时,先将序2压杠抽出,这样天车就可以直接将组合工件吊进工装内进行组合,操作简单。
2、在序1立柱700㎜和1000㎜两个位置分别为序2压杠设计了定位孔,同时同一方向立柱间的距离为1500㎜,满足了不同尺寸滚筒体小组件组合的需要。
3、工件放入工装内之后,侧板与筋板之间有间隙时,不必要来回转动工件,只需移动压杠和油压千斤顶的位置就可以解决问题。
4、该工装采用手动油压千斤顶顶住上面压杠对底梁上的工件进行压制、组合,既方便快捷又节约成本。
5吨慢速卷扬机固定底座
2006年5月份,钢结构一分厂为了彻底解决制约生产进度的井架套装问题,特意购进了2台5吨慢速卷扬机,但该卷扬机并没有配备适合各类井架套装所用的固定底座,无法投入使用。
技术中心现场施工技术服务人员根据各类井架套装特点,结合卷扬机实际情况,设计出5吨慢速卷扬机固定底座,使2台卷扬机在短时间内投入使用,有效地缓解了分厂井架套装难的问题,使分厂井架整体生产效率明显提高。
该固定底座采用[250×80/Q235A槽钢和□150×75/Q345A矩形管制作,同时将卷扬机钢丝绳滑轮支架与底座设计为一体,增强了支架的稳定性,整个底座通过8个M20地脚螺栓固定,投入使用后效果很好。
钢结构一分厂节能降耗管理新方法
2006年随着公司十亿元产值目标的确立,钢结构一分厂的生产任务也在不断增加,分厂能源消耗量不断增加,节能降耗工作越来越显的重要,分厂节能降耗领导小组对分厂能源消耗情况进行了细致的调查了解,发现分厂照明系统的电能消耗可挖掘潜力非常大,原厂房照明用500W碘钨灯和450W白炽灯120盏,每小时用电量就达到54KW/h,以每天照明共需用电216KW/h,月用电量6480KW/h。
占分厂总用电量的29.39%。
且照明系统采用总线控制,有一人需要就要开一跨的灯,存在很多不必要的浪费。
经过多方考察,分厂选用105W节能灯对分厂照明系统进行改进,在保证原照明亮度不减少的情况下照明灯具减少到了75盏。
这样每小时照明耗电量只有7.87KW/h,月照明用电量236KW/h。
并对控制线路进行改造,实现了分段控制,有人需要就可只开需要的照明灯,并加强分厂用电的管理工作,做到人走灯灭,有效减少了不必要的浪费。
车装井架上体二层台支板防焊接变形操作法
车装井架上体二层台支板在与井架上体上、下立柱组焊接过程中,支板高出上立柱部分由于焊接原因,经常出现变形,每次焊接过后必须使用导链等工具进行调变形,既影响到产品质量,又耽误了生产进度。
为了解决支板焊接变形问题,施工人员与技术人员一起进行研究分析,发现变形原因与焊接顺序有关,以前的操作是在支板的加强板没有组对之前,就将支板与上、下立柱之间的焊缝焊接完毕,加上结构设计原因,支板高出上立柱部分不可避免的要出现
变形。
针对发现的问题,施工人员与技术人员一起制定出一套防焊接变形操作法。
具体措施为改变支板与立柱之间焊缝的焊接顺序,每次二层台支板与井架上体上、下立柱组对完成后,在焊接过程中,将支板与上立柱上平面之间的一道焊缝留下不焊,待支板加强板组对后再进行焊接,这样,就避免了焊接变形。
采取这种方法焊接后,井架上体二层台支板焊接变形问题得到彻底解决,收到了良好效果。
 升级会员
升级会员 