设备技术档案1二次混合机解析.docx
《设备技术档案1二次混合机解析.docx》由会员分享,可在线阅读,更多相关《设备技术档案1二次混合机解析.docx(13页珍藏版)》请在冰豆网上搜索。
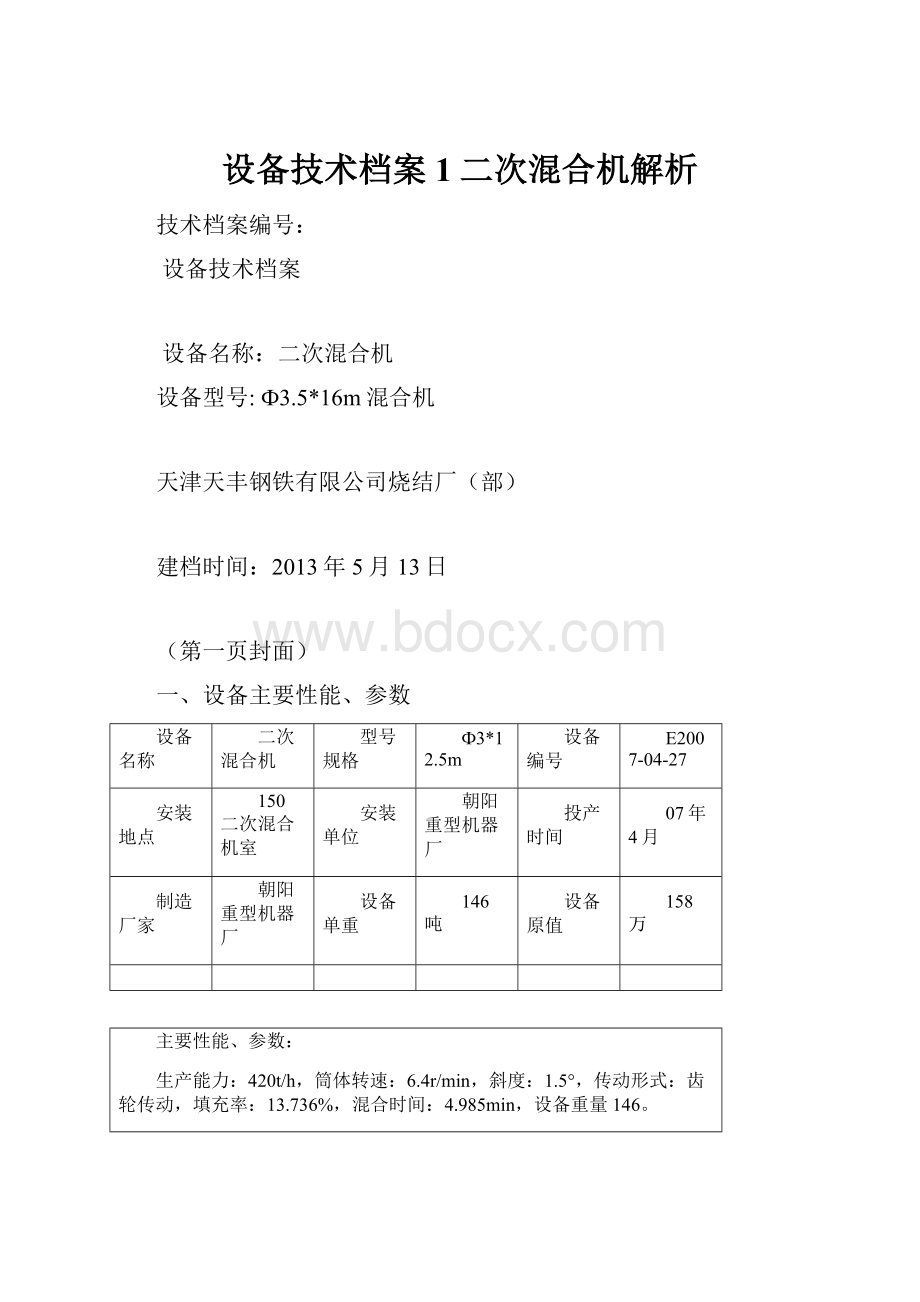
设备技术档案1二次混合机解析
技术档案编号:
设备技术档案
设备名称:
二次混合机
设备型号:
Ф3.5*16m混合机
天津天丰钢铁有限公司烧结厂(部)
建档时间:
2013年5月13日
(第一页封面)
一、设备主要性能、参数
设备名称
二次混合机
型号规格
Ф3*12.5m
设备编号
E2007-04-27
安装地点
150二次混合机室
安装单位
朝阳重型机器厂
投产时间
07年4月
制造厂家
朝阳重型机器厂
设备单重
146吨
设备原值
158万
主要性能、参数:
生产能力:
420t/h,筒体转速:
6.4r/min,斜度:
1.5°,传动形式:
齿轮传动,填充率:
13.736%,混合时间:
4.985min,设备重量146。
附属设备及技术参数:
减速机型号:
ZLY560-18-VI;江苏泰隆减速机
电动机:
JS14-610KV,400KW,电流:
29.03A,绝缘等级:
F,西安西玛电机厂,上线时间:
2007年3月。
盘车减速机:
XWD9-17-22KW,江苏泰隆减速机。
电机上线时间:
2007年7月
第2——3页
二、设备传动示意简图
第4页
三、安装、试车记录
设备安装单位:
朝阳重型机器厂
试车验收单位:
天丰钢铁烧结项目部
验收依据及结论:
未找到原始安装记录,无法填写
1、主要验收项目:
2、主要参数、功能测试记录:
3、重大遗留问题:
第5页
四、历次检修记录
检修性质
更换二混减速机
检修单位
天丰钢铁烧结维修车间
检修时间
8小时
计划
小时
实际
小时
用工情况(人)
钳工
4
焊工
1
电工
合计
检修费用
(万元)
备件
4万
材料
其它
合计
1主要检修项目
⑴对一次混合机钢托辊部位用枕木研死,防止转动,同时对减速机输出轴联轴器弹性胶块进行拆卸.拆卸完毕后,对减速机地角螺丝进行拆卸,电机减速机尼龙注销进行拆卸.后对减速机进行整体吊装.
⑵对减速机联轴器进行加热,并使用拆卸骡子使用液压千斤顶进行拆卸,并持续对联轴器进行加热.拆卸完毕后,对备用减速机输出输入轴使用砂纸磨光,并使用卡尺对配合尺寸进行测量.完毕后,进行油浴加热,然后安装.
⑶将安装完毕的减速机进行吊装,其输出端与混合机联轴器进行装配,完成后,安装电机减速机联轴器,调整水平及间隙.开盖加油.
2主要参数检测、调整记录
1拆卸安装联轴器注意轴孔配合公差
2电机减速机小齿轮保证其水平及间隙尺寸误差
3遗留问题:
无
第6——16页
四、历次检修记录
检修性质
调整二混滚筒角度
检修单位
朝阳重型机器厂
检修时间
72小时
计划
小时
实际
小时
用工情况(人)
钳工
6
焊工
2
电工
合计
检修费用
(万元)
备件
4万
材料
其它
合计
1主要检修项目
二次圆筒混合机重新安装调整
1首先对二次混合机倾角角度进行测量,测量位置在混一皮带机头,按照前后轮带进行测量,测量经过计算角度为1.92',实际应该在1.5',需要在对出料端轮带下钢托辊进行加垫,经过测算,实际应加50mm厚钢板,才能满足实际设计要求.
2外委单位进入后,制作支座工具,制作托板在下轮带底部,使用两个100T千斤顶左右平衡将滚筒升高,固定.随后将下部钢托辊拆卸,并加装50mm垫板,同时对钢挡轮进行同步垫高.垫高后,将钢托辊调整,紧固.将千斤顶支座放下,调整间隙
3整体调整完毕后,按照改变角度差,加工斜板,对小齿轮减速机电机前端钢托辊依次进行垫高处理.并找水平
4完毕后,整体试车运转,调整上下支撑辊间隙,保证滚筒运转正常
2主要参数检测、调整记录
1测量并记录标的物的现行状况,固定标高,明确基础位置,测量筒体圆度、径向跳动度、筒体角度、位移情况。
⑵调整并纠正混合机筒体椭圆度、径向跳动、筒体角度、位移等指标,在符合设备制造安装标准允许的范围内,达到平稳转动。
⑶混合机钢托辊重新调整应符合安装质量标准,包括:
序号
部位
标准mm
1
同侧面上下两托辊轴向中心线的同轴度
1
2
同侧面上下两托辊表面中心点高低差
±0.5
3
对应两托辊辊面间距
1
4
对应两托辊径向中心线重合
2
5
托辊上表面中心点的高低差.
1
6
托辊辊面倾斜度公差
0.1/1000
⑷小齿轮安装找正,齿轮的安装间隙、接触精度应符合安装要求。
同时电动机、减速机、联轴器安装找正应按国家标准进行。
5设备整机调试,达到符合混合机平稳正常运转等技术指标。
5遗留问题:
无
四、历次检修记录
检修性质
二混滚筒大齿圈调向
检修单位
朝阳重型机器厂
检修时间
84小时
计划
小时
实际
小时
用工情况(人)
钳工
6
焊工
2
电工
合计
检修费用
(万元)
备件
4万
材料
其它
合计
1主要检修项目
二次混合机大齿圈调向重新安装,角度找正、定位,减速机、小齿轮及联轴器更换,重新找正
2主要参数检测、调整记录
⑴首先对该项目备件准备充足,各连接螺栓,绞制孔定位螺丝进行材料准备,并预防螺丝孔不对中,备用绞刀.铜皮等,同时检查吊装设备是否灵活完好
⑵外委单位进入后,对齿圈检查,并进行分体拆卸,二次混合机大齿圈齿圈罩拆卸,小齿轮及减速机联轴器拆卸,拆卸保证大齿圈及附属设备的完好,共计用时两天.
⑶混合机大齿圈为两个半齿圈由螺栓联接而成,联接在一起的大齿圈用螺栓与齿圈架联接,并用定位销定位,待齿圈整体安装完毕,转动筒体保证齿圈的径向跳动公差,在齿圈外侧固定百分表,筒体每转动1/8转测一次,数据确保大齿圈径向跳动误差小于1.5mm。
完毕后,整体试车运转,调整上下支撑辊间隙,保证滚筒运转正常.齿圈与筒体装配完毕,齿圈与筒体及两个半圆拼合的齿圈螺栓紧固后,结合面应紧密贴合,用0.05mm塞尺检查,不得塞入,共计用时四天。
⑷安装小齿轮及减速机、电机、传动装置齿轮副装配找正。
以找正后的大齿圈为基准,找正小齿轮,保证齿轮啮合侧隙为1.5mm,利用着色法调整,保证在大齿宽度方向接触斑点达到40%,长度方向达到60%,即为合格。
找正后以小齿轮联轴器为基础找正减速机、电机。
⑸按照传动装置联轴器安装应符合设计文件或现行国家标准GB50231规定,进行全数检查,使用百分表、塞尺、钢尺检查调试,共计用时两天。
⑹安装完毕后,对大齿圈齿圈罩进行回装,同时根据角度变化调整进料端、出料端、挡尘圈及罩子的间距尺寸达到使用要求,符合设计技术文件的规定,并用尺量检查。
3遗留问题:
无
五、历次事故记录
事故名称
事故性质
事故时间
年月日时分——年月日时分
减产损失
抢修费用
责任单位(人)
考核情况
抢修单位
抢修组织人
1、事故经过:
2、原因分析
3、处理措施:
4、遗留问题
第17——27页
五、主要备件更换记录
备件名称
安装位置
材质
单重
单价
规格型号
供货单位
启用日期
停用日期
使用时间
损坏原因
水管
二次混合机
¢108
¢108*2.2米
15年3月份
15年6月份
3个月
进料磨损水管变形,进行更换
滚筒轴承
二次混合机进料端
轴承钢
1312*1
15年3月份
15年6月份
3个月
蒸汽较大,料层潮湿,检修检查轴承损坏,更换
水管
二次混合机
¢108
¢108*2.2米
15年6月份
15年9月份
3个月
进料磨损水管变形,进行更换
滚筒轴承
二次混合机进料端
轴承钢
1312*1
15年6月份
13年9月份
3个月
蒸汽较大,料层潮湿,检修检查轴承损坏,更换
水管
二次混合机
¢108
¢108*2.2米
16年3月份
蒸汽水管及加热水改造
滚筒轴承
二次混合机进料端
轴承钢
1312*1
16年3月份
3个月
蒸汽较大,料层潮湿,检修检查轴承损坏,更换
尼龙衬板
二次混合机
尼龙
1套
3.5米*16米
16年3月份
12个月
磨损损坏更换
大齿圈
二次混合机
1件
3.5米*16米
16年3月份
12个月
磨损损坏更换
小齿轮
二次混合机
1件
3.5米*16米
16年3月份
12个月
磨损损坏更换
钢托辊
二次混合机
4件
3.5米*16米
16年3月份
12个月
磨损损坏更换
第28—29页
六、重要加油、润滑记录
时间
加油部位
油脂牌号
加油换油周期
加油量(L)
加油换油时间
加油方法
加油人
15年3月5
二次混合机各钢挡轮轴承加油
3#锂基脂
4个月
3L*2
3个月
开盖
刘德军
15年3月5
二次混合机各钢托辊轴承加油
3#锂基脂
4个月
5.5L*2
3个月
开盖
刘德军
15年6月13
二次混合机各钢挡轮轴承加油
3#锂基脂
4个月
2L*2
3个月
开盖
刘德军
15年6月13
二次混合机各钢托辊轴承加油
3#锂基脂
4个月
2L*2
3个月
开盖
刘德军
16年6月13
二次混合机减速机加油
220#中负荷齿轮油
6个月
12L*2
6个月
开盖注油
史国华
二次混合机轮带钢托辊
下线齿轮油
观察托辊油槽以能带起油为基准
油沁
陈喜才
二次混合机大小齿轮
采用油箱
检查油箱是否缺油及注油嘴是否按时下油
点滴
陈喜才
16年3月1
二次混合机各钢挡轮轴承加油
3#锂基脂
6个月
2L*2
6个月
开盖
张金成
16年3月1
二次混合机各钢托辊轴承加油
3#锂基脂
6个月
2L*2
6个月
开盖
张金成
16年9月1
二次混合机各钢挡轮轴承加油
3#锂基脂
6个月
2L*2
6个月
开盖
张金成
16年9月1
二次混合机各钢托辊轴承加油
3#锂基脂
6个月
2L*2
6个月
开盖
张金成
16年12月1
二次混合机各钢挡轮轴承加油
3#锂基脂
6个月
2L*2
6个月
开盖
张金成
16年12月1
二次混合机各钢托辊轴承加油
3#锂基脂
6个月
2L*2
6个月
开盖
张金成
 升级会员
升级会员 