五轴说明书.docx
《五轴说明书.docx》由会员分享,可在线阅读,更多相关《五轴说明书.docx(26页珍藏版)》请在冰豆网上搜索。
五轴说明书
第二章编程篇
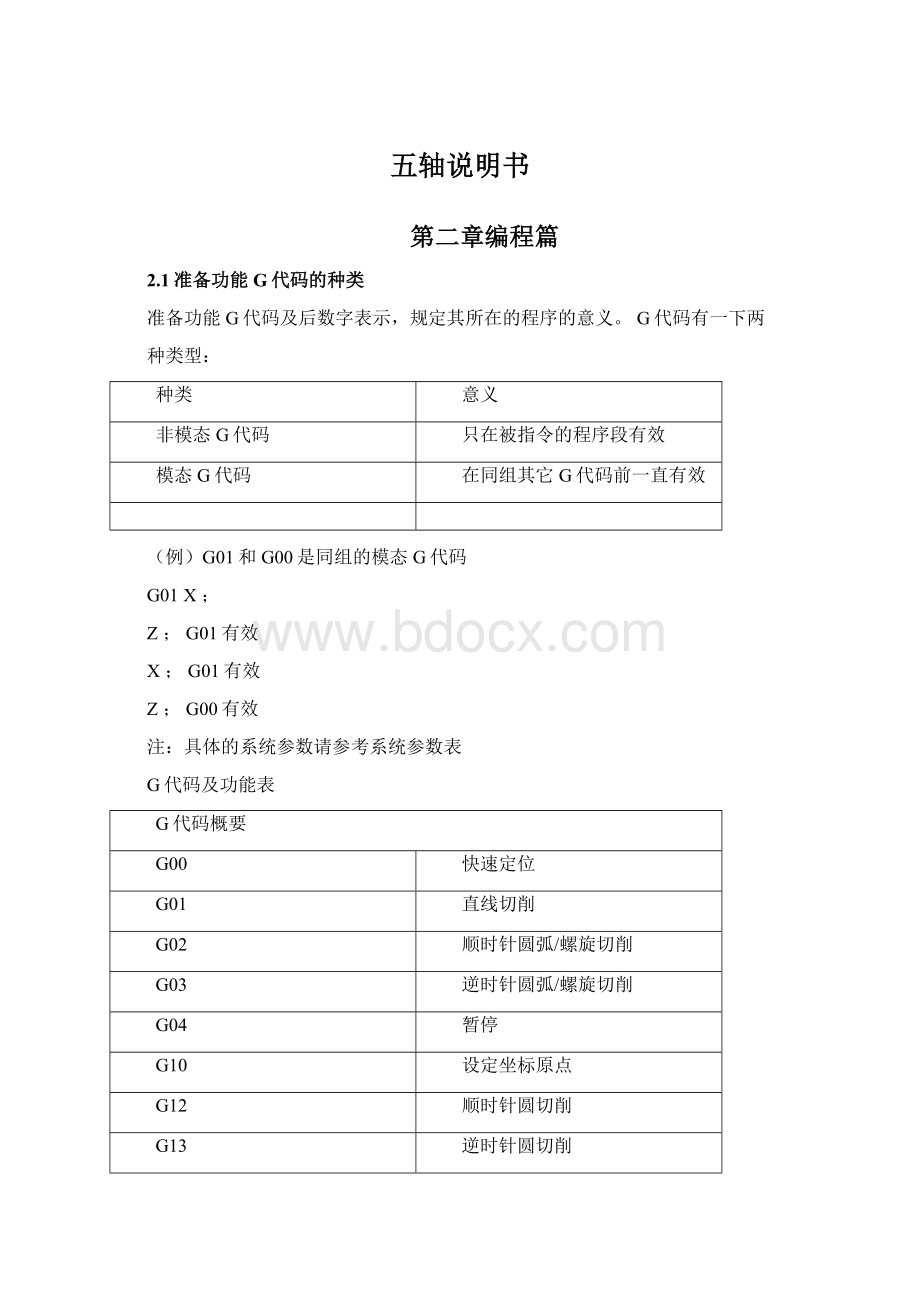
2.1准备功能G代码的种类
准备功能G代码及后数字表示,规定其所在的程序的意义。
G代码有一下两
种类型:
种类
意义
非模态G代码
只在被指令的程序段有效
模态G代码
在同组其它G代码前一直有效
(例)G01和G00是同组的模态G代码
G01X;
Z;G01有效
X;G01有效
Z;G00有效
注:
具体的系统参数请参考系统参数表
G代码及功能表
G代码概要
G00
快速定位
G01
直线切削
G02
顺时针圆弧/螺旋切削
G03
逆时针圆弧/螺旋切削
G04
暂停
G10
设定坐标原点
G12
顺时针圆切削
G13
逆时针圆切削
G15/G16
极坐标指
G17
选择XY平面
G18
选择XZ平面
G19
选择YZ平面
G20/G21
英制单位/公制单位
G28
返回基准点
G28.1
疋义轴基准
G30
返回第二基准点
G31
直探头
G40
取消刀具半径补偿
G41/G42
启用刀具半径补偿左/右
G43
添加刀具长度偏移量
G49
取消刀具长度偏移量
G50
重新设定缩放比例为1
G51
设置轴数据输入缩放比例
G52
选择临时坐标偏移
G53
选择机床绝对坐标系
G54
使用夹具偏移量1
G55
使用夹具偏移量2
G56
使用夹具偏移量3
G57
使用夹具偏移量4
G58
使用夹具偏移量5
G59
使用夹具偏移量6/使用同样夹具偏移量
G61/G64
精确停止模式/恒速模式
G68/G69
旋转坐标系
G70/G71
英制单位/公制单位
G73
深孔钻削固定循环
G80
取消移动模式(包括固定循环)
G81
镗孔固定循环
G82
可暂停镗孔固定循环
G83
深孔钻削固定循环
G84
右螺旋切削固定循环
G85/G86G88/G89
镗孔固定循环
G90
绝对尺寸
G91
增量尺寸
G92
设置偏移量及参数
G92.X
取消G92命令
G93
逆时针进给
G94
每分钟仅给模式
G95
每转进给模式
G98
返回固定循环起始点
G99
返回固定循环R点
U、V、W分别和A、B、C同义,同时使用A和U或B和V等会产生错误(也就是一行中用了两次A)。
在U、V、W代码的描述中没有指定它们在同一程序行使用的次数,但A、B、C代码的描述决定了他们只能使用一次。
2・1・1快速直线移动-G00
(1)对于快速直线移动,程序GOOX_Y_Z__A__C_中的所有功能字,除了至少选用其中的一个外其它都为可选,如果当前移动模式为G00那么G00也是可选的,
刀具可以以协调线性移动的方式以最大进给到达目的点,执行G00命令不会有切削动作
发生。
(2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的
地,也可以使用GOOX__Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y_则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
执行G16时的当前点坐标就是极坐标原点。
如果在程序中省略了所有的轴功能字将会产生错误。
如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。
如果程序在同一行有G53命令,刀具的移动也同与上述不同(见绝对坐标系)。
2・1・2以进给直线切削-G01
(1)对于以进给直线切削来说,程序G01X__Y__Z__A__C__中的所有功能字,
除了必须至少使用的之外其它的轴功能字都为可选。
如果当前移动模式为G01,那么G01
也是可选的,刀具将以协调线形移动的方式以当前进给移动到目的地。
(2)如果执行了G16命令设置了极坐标原点,在极坐标中使用半径和角度表示目的地,也可以使用G00X__Y__控制快速直线移动,X__是目的地相对于极坐标原点的半径,Y__则是目的地与极坐标原点连线与3点钟方向逆时针方向的夹角(也就是通常用的四象限标准)。
执行G16时的当前点坐标就是极坐标原点。
如果在程序中省略了所有的轴功能字将会产生错误。
如果启用了刀具半径补偿,刀具的移动将与上面所描述的不同(见刀具补偿)。
如果程序在同一行有G53命令,刀具的移动也同与上述不同(见绝对坐标系)。
2.1.3以进给圆弧切削-G02和G03
用G02(顺时针圆弧)或G03(逆时针圆弧)来切削圆弧或螺旋,在机床坐标系中
圆弧或螺旋的轴线必须与X、Y或Z轴平行。
可以用G17(Z轴,XY-平面)、G18(Y轴,XZ-平面)、G19(X轴,YZ-平面)来选择工作平面,如果圆弧是圆那么它应该位于与被选平面平行的平面上。
如果加工圆弧的代码定义了旋转轴的转动,转动轴将以恒定的速度转动,这样它会
随X、Y、Z轴转动和停止,一般不使用这种程序。
如果启用了刀具半径补偿,刀具移动将与上面所描述的不同(见刀具补偿)。
圆弧的描述方法有两种,我们称它们为圆心格式和半径格式,在圆弧切削模式中半径模式和圆心模式都是可选的。
2.1.3.1半径模式圆弧切削在半径格式圆弧切削模式中,指定被选平面内的弧线终点的坐标为圆弧半径,程序
G02X_Y___Z_A_BC_R_(或把G02换成G03)中,R表示圆弧半径,
除了所选切削的角度在0-180°之间,当半径为负数时圆弧切削的角度在180-359.999°
之间。
如果圆弧为螺旋线,圆弧终点在平行于螺旋线轴线的坐标平面上的坐标位置也可以指定。
如果出现下列情况将会出错:
(1)所选平面上两根轴的功能字都被忽略。
(2)圆弧的终点位置就是起点位置。
如果圆弧是圆或半圆,最好不要使用半径格式切削,因为圆弧终点很小的变化可能使圆心位置发生很大的变化(圆弧的中心也会发生很大变化)。
如果影响足够大化整误差会导致规定公差之外的切削,如果圆弧接近整圆加工情况很而劣,如果圆弧是半圆(或接近半圆)加工情况比较比较严重,其它的角度(角度从很小到165°或从195°到345°)
的圆弧加工出的工件符合要求。
下面是半径格式铣圆弧命令的例子:
G17G02X10Y15R20Z5
这个命令是顺时针(从Z轴的正方向观察)切圆弧或螺旋线,圆弧的轴线平行于Z轴,终点坐标是X=10、Y=15、Z=5,并且其半径为20。
如果起点的Z轴坐标是5,那么这个圆弧是平行于XY平面的圆,否则它就是一条螺旋形的弧线。
2.1.3.2圆心格式圆弧切削在圆心格式圆弧切割中,所选平面内的圆弧终点坐标是根据当前位置与圆弧圆心的
偏移量来指定的,如果圆弧终点和与当前点重合是可行的,下面的情况是错误的:
在圆弧所在的平面上,如果当前点与圆弧圆心的距离比圆弧终点与圆弧圆心的距离大于0.002毫米/英寸(和系统使用的单位一致)。
圆弧的圆心可用I和J功能字来指定,有两种方法来解释它们,第一种是I和J指定与在圆弧起点的当前点相关的点为圆心,也叫增量I/J模式;第二种I和J指定当前坐标系得实际坐标为圆心,也叫绝对IJ模式。
I/J模式是在配制下拉菜单状态对话框中设置,I/J模式的选择要与商业化的控制系统兼容,您会发现增量IJ模式是最好的,因为在增量模式中如果圆心位置不在圆弧起点时您需要同时使用功能字I和J。
如果您选择的工作平面是XY平面,程序G02X__Y__Z__A__B__C__I__J__(或用G03代替G02),那么除了必须使用X轴或丫轴的功能字之外,其它的所有轴功能字都是可选的。
I和J是圆心与当前位置偏移量或当前坐标的偏移量(这取决于I/J模式,X和丫各自得方向),I和J功能字都是可选但必须选择一个,如果出现下列的情况就会导致错误:
(1)X和Y功能字都被忽略。
(2)I和J功能字都被忽略。
如果选择的工作平面是XZ平面,程序G02X__Y__Z__A__B__C__I__K_(或用G03代替G02),那么除了必须使用X轴或Z轴的功能字之外,其它的所有轴功能字都是可选的。
I和K是圆心与当前位置偏移量或当前坐标的偏移量(这取决于I/J模式,X和Z各自得方向),I和K功能字都是可选但必须选择一个,如果出现下列的情况就会导致错误:
(1)Y和Z功能字都被忽略。
(2)I和K功能字都被忽略。
如果选择的工作平面是YZ平面,程序G02X__Y__Z__A__B__C__J__K__(或用G03代替G02),那么除了必须使用丫轴或Z轴的功能字之外,其它的所有轴功能字都是可选的。
J和K是圆心与当前位置偏移量或当前坐标的偏移量(这取决于I/J模式,丫和Z各自得方向),J和K功能字都是可选但必须选择一个,如果出现下列的情况就会导致错误:
(1)Y和Z功能字都被忽略。
(2)J和K功能字都被忽略。
下面是用增量I/J模式圆心格式圆弧切削命令的例子:
G17G02X10Y16I3J4Z9
这个命令是顺时针(从Z轴的正方向观察)切圆弧或螺旋线,圆弧的轴线平行于Z轴,圆弧的终点坐标是X=10、Y=16、Z=9,圆心在X轴方向上的偏移量为3个单位,在Y轴方向上的偏移量为4个单位,如果圆弧起点位置为X=7、Y=7,那么圆心的坐标为X=10、Y=11。
如果起点的Z轴坐标为9这个圆弧是个圆,否则它就呈螺旋状,并且圆弧的半径为5。
如果上面的圆弧使用绝对I/J模式圆心格式圆弧切削,其命令如下:
G17G02X10Y16I10J11Z9
中心格式圆弧切削中弧的半径不能被指定,但是它可以很容易地找出圆弧半径,因为它就是从圆弧圆心到当前点或圆弧终点的距离。
2.1.4暂停-G04
暂停对应的程序为G04P___,这可以使得轴在P数字指定的时间(单位为秒或毫秒)内停止,时间单位在配置下拉菜单逻辑对话框中设置。
如果时间单位为秒G04P0.5各
使得轴暂停0.5秒,如果出现这样的情况会出错:
P数字为负,
2.1.5设定坐标系刀具偏移量和工件偏移量-G10
设置刀具偏移量的程序如G10L1P__X__Z__A__,其中P数字必须是从0到255的整数,刀具偏移量设定格式为:
刀具号码-P数字指定的刀具偏移量,刀尖半径可以通过A数字设定,上面的程序中包括的轴功能字的数值也可以设定,但是刀具半径并不能通过这种方法来设定。
设定夹具坐标系原点的坐标值可以用程序G10L2P__X__Y__Z__A__B__C__,其中P数字必须是从1到255的整数,设定夹具偏移量的格式为:
刀具夹具编号-1~6中的任何一个数字(其中1到6分别对应G54到G59),其他所有轴功能字都是可选的。
由P数字指定的坐标值是夹具坐标系原
点在绝对坐标中的坐标值,只有程序行中包含轴功能字的那些坐标才会被重置。
如果出现下面的情况将出现错误:
P数字不识从0到255的整数。
如果原点偏移量(由G92或G93指定)在G10被使用之前就已经生效,在后面的程序中原点偏移量将继续生效。
如果坐标系原点由G10命令设定,在G10执行期间坐标系原点可能起作用也可能不起作用
如果不是
 升级会员
升级会员 