第4章数控交流伺服运动控制系统.docx
《第4章数控交流伺服运动控制系统.docx》由会员分享,可在线阅读,更多相关《第4章数控交流伺服运动控制系统.docx(13页珍藏版)》请在冰豆网上搜索。
第4章数控交流伺服运动控制系统
第4章数控交流伺服运动控制系统
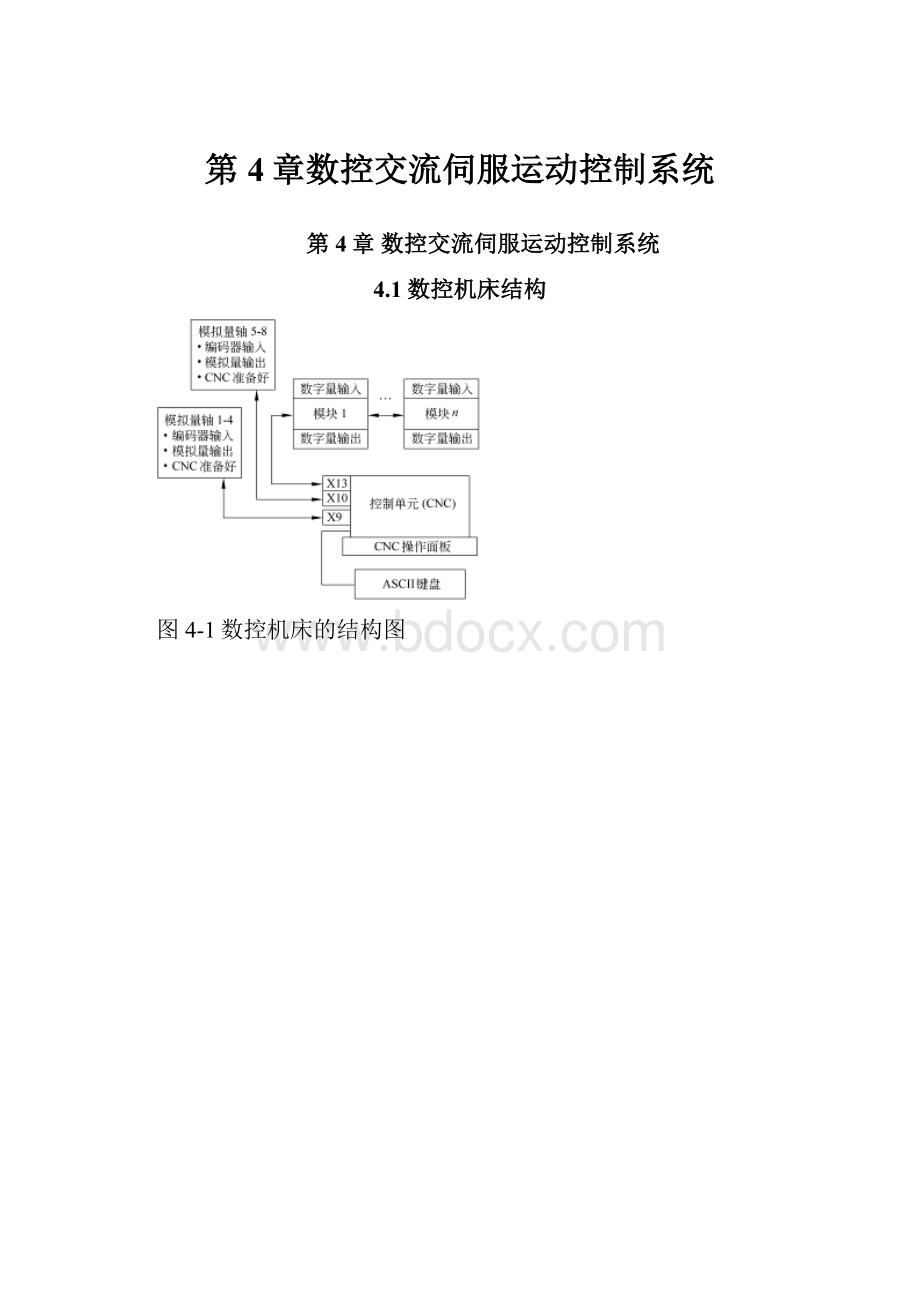
4.1数控机床结构
图4-1数控机床的结构图
1.数控机床的模块化和机电一体化设计
2.数控机床的总体布局
3.数控机床的分类
4.数控机床对伺服系统的要求
4.2数控机床的工作原理
4.2.1数控CNC控制机概述
1.工作原理
图4-2CNC控制机一般工作原理
2.CNC控制机的硬件组成
图4-3单微处理控制机的结构
图4-4单微处理机+专用硬件的控制机结构
图4-5多微处理机控制机结构
3.CNC控制机的系统程序
4.2.2数控加工过程
图4-6数控机床加工零件的过程
1.信息输入
2.信息处理
3.伺服系统
4.3数控机床编程准备
图4-7数控机床编程工作框图
1.编制程序的工艺基础
2.数控机床的坐标系
图4-8数控机床上的坐标系采用右手直角笛卡儿坐标系
图4-9判定正方向+A,+B,+C的右手螺旋法
图4-10普通数控机床的坐标系
图4-11多坐标数控机床的坐标系
4.4数控机床插补算法及其实现
4.4.1数控插补概述
图4-12插补在数控系统中的位置
4.4.2逐点比较插补方法
1.基本原理
图4-13逐步比较法的4个工作节拍
2.直线插补及其实现
图4-14直线插补算法示意图
图4-15圆弧插补算法示意图
图4-16二阶递归法圆弧插补
4.5数控机床编程基础
4.5.1程序编制的内容和步骤
1.分析零件图纸
2.工艺处理
3.数学处理
4.编写零件加工程序单
5.制备控制介质及程序检验
4.5.2程序编制的方法
1.手工编程
2.自动编程
4.5.3NC程序
1.标准G代码程序格式
2.数控G代码指令列表(见表4-1)
图4-17子程序调用方法
3.G指令介绍
图4-18例4-8的加工图
图4-19螺旋线插补功能图
图4-20例4-11程序加工图
图4-21平面选择图
图4-22例4-13程序加工图
图4-23例4-14程序加工图
4.M代码(见表4-4)
5.主轴指令
4.5.4数控指令执行过程
图4-24数控加工指令执行过程
4.6数控专用机床(PA系统)参数设定
1.PA8000NT系列CNC数控机床概述
图4-25PA人机界面
2.机床坐标轴参数调整
图4-26移动到原点限位开关
图4-27离开原点限位开关
图4-28再次接近原点限位开关
图4-29寻找Z脉冲
图4-30移动到指定距离
3.数控专用系统用户化开发
 升级会员
升级会员 