组装卡图.docx
《组装卡图.docx》由会员分享,可在线阅读,更多相关《组装卡图.docx(30页珍藏版)》请在冰豆网上搜索。
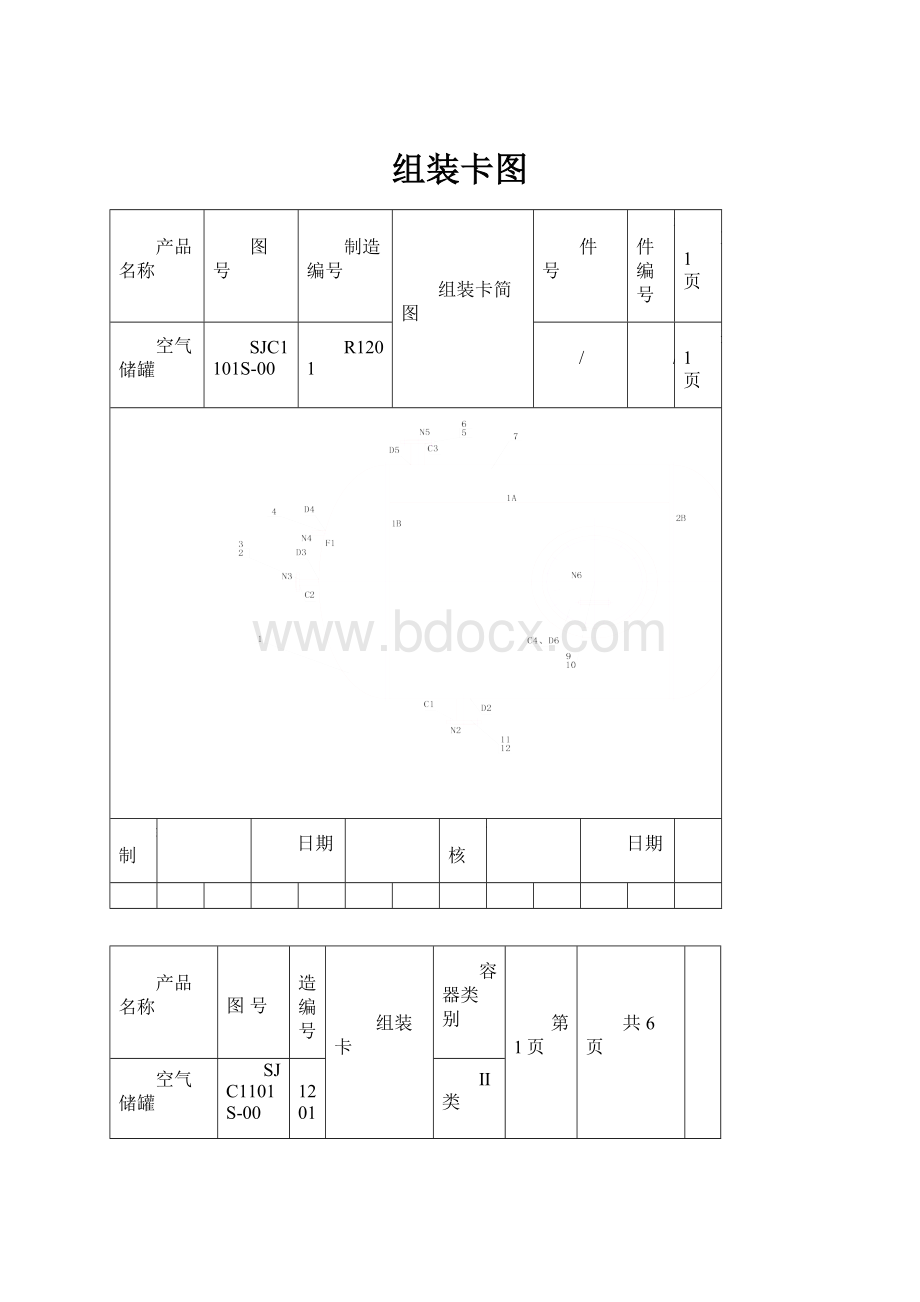
组装卡图
产品名称
图号
制造编号
组装卡简图
件号
零件编号
第1页
空气储罐
SJC1101S-00
R1201
/
/
共1页
编制
日期
审核
日期
产品名称
图号
制造编号
组装卡
容器类别
第1页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
1
组对1B
王东
王东
检查
将各零件集中,校对材质。
检查
角向磨光机
陈理
各零件编号是否正确。
焊检尺
清理
将各零件焊接处各20mm范围内
5m钢卷尺
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15150
2
焊接
(1)按通用焊接工艺卡T0311施焊
电焊机
王东
王东
(2)清除焊渣及焊接飞溅物。
角向磨光机
(3)打焊工钢印。
焊检尺
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
3
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第2页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
4
组对2B
角向磨光机
马小坡
王东
王东
检查
将各零件集中,校对材质。
检查
天车
刘动坡
各零件编号是否正确。
清理
将各零件焊接处各20mm范围内
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15
150
王东
王东
5
焊接
(1)按通用焊接工艺卡T0306施焊
电焊机
马小坡
(2)清除焊渣及焊接飞溅物。
焊检尺
刘动坡
(3)打焊工钢印。
角向磨光机
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
6
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第3页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
7
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
8
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
污物,清理至见金属光泽。
9
组焊管座
(1)拼缝间隙为2±1mm
电焊机
张鹏
2
王东
王东
C1-C4
(2)定位焊长度10-20mm,间距30-50mm
焊检尺
陈理
15
35
(3)按压力容器制造工艺守则组对
各法兰接管。
(4)按通用焊接工艺卡T0314施焊
(5)打焊工钢印。
(6)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第4页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
10
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
11
清理
将各零件焊接处各20mm范围内
角向磨光机
马小坡
王东
王东
污物,清理至见金属光泽。
12
组焊D1-D5
(1)按图划线并开孔
5m钢卷尺
马小坡
王东
王东
加工坡口
(2)角度45°±5°
角向磨光机
刘动坡
(3)钝边2±1mm
焊检尺
(4)拼缝间隙为2±1mm
摇臂钻
15
(5)定位焊长度10-20mm,间距30-50mm
划线工具
35
13
焊接
(1)按通用焊接工艺卡T0312施焊
电焊机
马小坡
王东
王东
(2)打焊工钢印。
(3)按焊接工艺卡要求检查,并填写
焊检尺
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第5页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
14
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
15
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
污物,清理至见金属光泽。
16
组焊D6
(1)按图划线并开孔
角向磨光机
马小坡
王东
王东
加工坡口
(2)角度45°±5°
摇臂钻
(3)钝边2±1mm
焊检尺
2
(4)拼缝间隙为2±1mm
5m钢卷尺
2
(5)定位焊长度10-20mm,间距100-150mm
划线工具
15
120
17
焊接
(1)按通用焊接工艺卡T0312施焊
电焊机
马小坡
王东
王东
(2)打焊工钢印。
焊检尺
(3)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第6页
共5页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
18
清理
清理容器外部污物
陈理
王东
王东
19
水压试验
(1)以2.25Mpa表压进行压力试验,。
用两块相同的压力表,量程0-2.5Mpa,精度等级不低于2.5。
试压泵
陈理
王东
王东
(2)缓慢升压至1.7MPa,确认无泄漏后继续升压至2.25MPa,保压时间30min,然后降至1.7MPa,保压足够时间进行检查,检查期间压力当保持不变。
(3)试验过程中无渗漏;无可见的变形;无异常的响声为合格。
(4)水压试验合格后,用压缩空气将其内部吹干。
20
除锈刷漆
(1)外表面除锈
陈理
王东
王东
(2)刷灰防锈漆2遍。
21
检查
(1)油漆外观。
王东
王东
(2)内部清洁度。
产品名称
图号
制造编号
组装卡简图
件号
零件编号
第1页
空气储罐
SJC1101S-00
R1201
/
/
共1页
编制
日期
审核
日期
产品名称
图号
制造编号
组装卡
容器类别
第1页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
1
组对1B
王东
王东
检查
将各零件集中,校对材质。
检查
角向磨光机
陈理
各零件编号是否正确。
焊检尺
清理
将各零件焊接处各20mm范围内
5m钢卷尺
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15150
2
焊接
(1)按通用焊接工艺卡T0311施焊
电焊机
王东
王东
(2)清除焊渣及焊接飞溅物。
角向磨光机
(3)打焊工钢印。
焊检尺
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
3
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第2页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
4
组对2B
角向磨光机
马小坡
王东
王东
检查
将各零件集中,校对材质。
检查
天车
刘动坡
各零件编号是否正确。
清理
将各零件焊接处各20mm范围内
污物,清理至见金属光泽。
组对
按图拼接
(1)拼缝间隙为2±1mm
2
(2)错边量≤2.5mm
1.5
(3)定位焊长度10-20mm,间距100-200mm
15
150
王东
王东
5
焊接
(1)按通用焊接工艺卡T0306施焊
电焊机
马小坡
(2)清除焊渣及焊接飞溅物。
焊检尺
刘动坡
(3)打焊工钢印。
角向磨光机
(4)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
6
探伤
按图纸要求采用RT探伤,探伤比
X射线机
周玉杰
王东
王东
例≥20%。
按符合JB/T4730.2-2005
标准,合格级别Ⅲ级。
产品名称
图号
制造编号
组装卡
容器类别
第3页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
7
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
8
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
污物,清理至见金属光泽。
9
组焊管座
(1)拼缝间隙为2±1mm
电焊机
张鹏
2
王东
王东
C1-C4
(2)定位焊长度10-20mm,间距30-50mm
焊检尺
陈理
15
35
(3)按压力容器制造工艺守则组对
各法兰接管。
(4)按通用焊接工艺卡T0314施焊
(5)打焊工钢印。
(6)按焊接工艺卡要求检查,并填写
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第4页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
10
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
11
清理
将各零件焊接处各20mm范围内
角向磨光机
马小坡
王东
王东
污物,清理至见金属光泽。
12
组焊D1-D5
(1)按图划线并开孔
5m钢卷尺
马小坡
王东
王东
加工坡口
(2)角度45°±5°
角向磨光机
刘动坡
(3)钝边2±1mm
焊检尺
(4)拼缝间隙为2±1mm
摇臂钻
15
(5)定位焊长度10-20mm,间距30-50mm
划线工具
35
13
焊接
(1)按通用焊接工艺卡T0312施焊
电焊机
马小坡
王东
王东
(2)打焊工钢印。
(3)按焊接工艺卡要求检查,并填写
焊检尺
焊缝施焊及焊缝外观检查记录。
产品名称
图号
制造编号
组装卡
容器类别
第5页
共6页
空气储罐
SJC1101S-00
R1201
Ⅱ类
控制标记
序号
工序
工艺内容及技术要求
设备
工装
操作者
日期
专检
责任师
日期
监检员
日期
数据
检查员
日期
14
检查
将各零件集中,校对材质。
检查
陈理
王东
王东
各零件编号是否正确。
15
清理
将各零件焊接处各20mm范围内
角向磨光机
陈理
王东
王东
 升级会员
升级会员 