铜排母线制作.docx
《铜排母线制作.docx》由会员分享,可在线阅读,更多相关《铜排母线制作.docx(20页珍藏版)》请在冰豆网上搜索。
铜排母线制作
1母线制作、安装细则
1.1母线的分类
1.1.1主母线:
即汇流排
1.1.2分支母线:
电器元件与主母线之间或电器元件与电器元件之间的连接母线(裸母线或绝缘导线)
1.1.3中性母线(N线)
1.1.4接地母线(PE线)
1.2母线材料规格及长度的选择
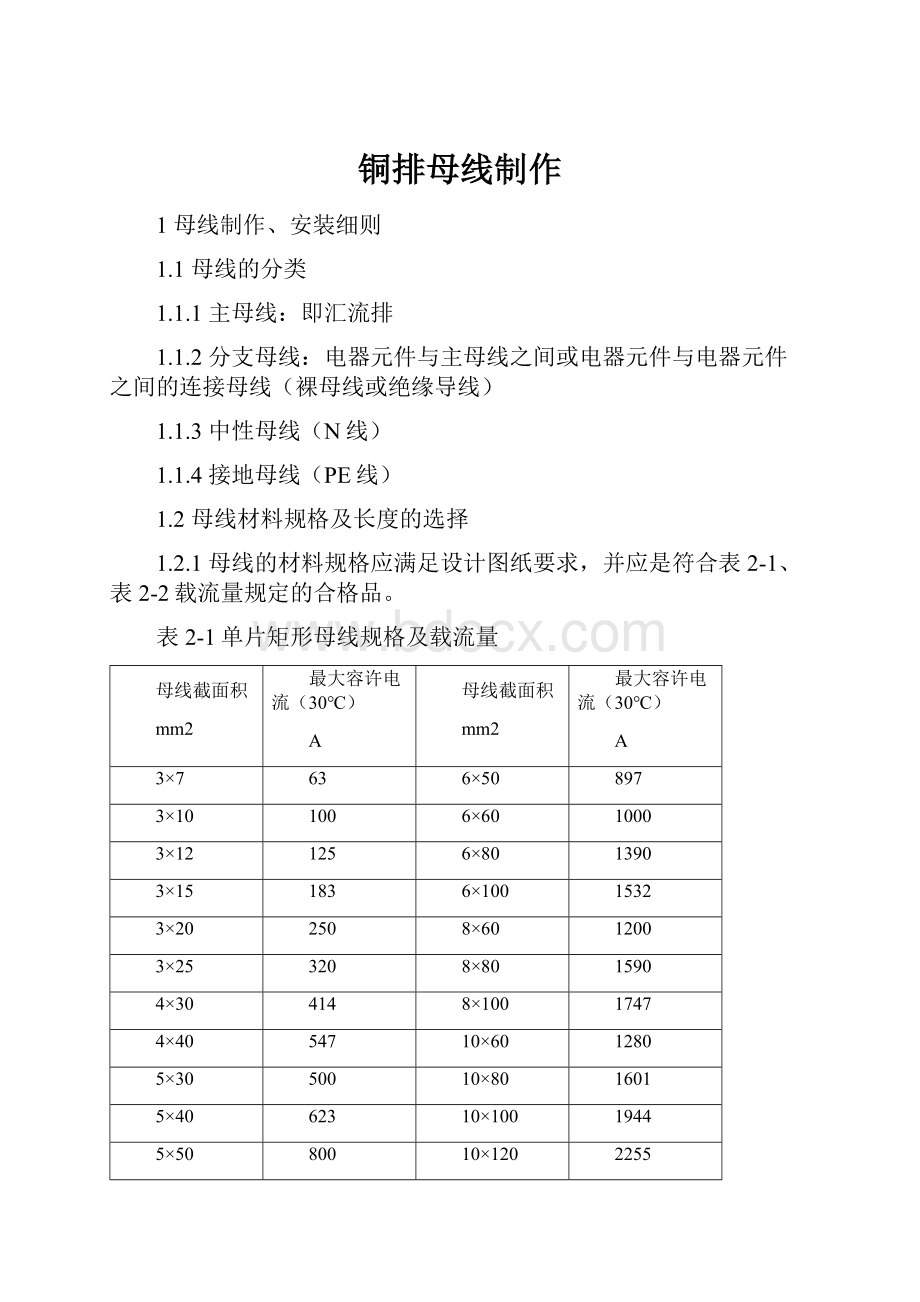
1.2.1母线的材料规格应满足设计图纸要求,并应是符合表2-1、表2-2载流量规定的合格品。
表2-1单片矩形母线规格及载流量
母线截面积
mm2
最大容许电流(30℃)
A
母线截面积
mm2
最大容许电流(30℃)
A
3×7
63
6×50
897
3×10
100
6×60
1000
3×12
125
6×80
1390
3×15
183
6×100
1532
3×20
250
8×60
1200
3×25
320
8×80
1590
4×30
414
8×100
1747
4×40
547
10×60
1280
5×30
500
10×80
1601
5×40
623
10×100
1944
5×50
800
10×120
2255
表2-2多片矩形母线规格及载流量
母线截面
mm2
TMY铜母线载流量
A
2片
3片
4片
6×60
1514
1887
—
6×80
1785
2305
—
6×100
2096
2678
—
8×60
1876
2350
—
8×80
2204
2859
—
8×100
2588
3328
—
8×120
2882
3684
—
10×60
2091
2893
—
10×80
2650
3379
—
10×100
3091
3898
4520
10×120
3492
4430
5028
1.2.2分支母线的材料规格按《通则》中1.4中要求选取
1.2.3中性线与保护导体截面按照《通则》中表1-1、表1-2选取
1.2.4保护导体(PE、PEN)选用按《通则》中1.6中要求选取
1.2.5母线的长度应根据开关柜安装的需要来确定。
铜质母线及铝质母线在20m以上时,应加母线伸缩头,伸缩点的截面应不小于母线截面。
主母线在5m内允许有一个搭接头,10m内允许有两个搭接头,15m内允许有四个搭接头。
1.3母线的制作
1.3.1母线加工设备与工具:
锯、台钳、台钻、冲床、锉刀、盒尺、抚顺SS-201-B01型和BM303-S型母线折弯机、手砂轮、扳手等。
1.3.2选料
在加工前,应对母线材料进行检查。
凡有下列局部缺陷的部位,应将该段剪掉。
a)母线表面有裂痕、斑痕、凹坑及有硝石沉积物的部位。
b)铜母线表面有气孔直径大于5mm、深度大于0.15mm者。
1.4平直
母线材料在剪切前,每米窄面不直度超过10mm,每米平面不平度超过100mm者,应调整平直,以缩小剪切后毛胚尺寸的误差。
1.5冲剪
按需要尺寸将母线切断,并符合以下要求:
1.5.1母线两端的窄面与端面不垂直度不大于0.5mm。
1.5.2母线两端在冲剪后,不得有毛刺和突出的立棱。
1.5.3高压母线端头应在冲床上使模具倒圆角处理,母线截面积6×60mm及以下倒圆角半径R不小于8mm,母线截面积6×60mm以上倒圆角半径R不小于15mm;低压母线端头应使手砂轮机、板锉等工具打磨掉毛刺。
1.6校正
1.6.1冲剪后的母线应进行校平校直处理。
1.6.2母线平面应保持光滑、平整、不准有锤痕。
1.6.3校平校直处理应以木质榔头槌击母线或使用母线折弯机校平模具,如须用钢质榔头,则宜衬以硬木或铝质垫块,切忌直接敲击母线。
1.7弯曲
1.7.1母线材料不应退火,但根据工艺要求弯曲处可以加热,加热温度不应超过表2-3所列规定值。
表2-3弯曲加热允许温度
母线材料
允许温度℃
铜
350
铝
250
1.7.2母线用专用工具弯曲时,不准损伤母线本体或遗留显着压痕。
1.7.3母线曲平弯示意图见图2-1,平弯最小允许弯曲半径见表2-4。
1.7.4母线曲立弯示意图见图2-2,立弯最小允许弯曲半径见表2-5。
图2-1母线平弯图2-2母线立弯
表2-4母线平弯最小容许半径R
母线尺寸
mm2
最小弯曲半径R(mm)
铜
铝
5×50及以下
2b
2b
5×50以上
2b
2.5b
注:
b为母线厚度
表2-5母线立弯最小容许半径R
母线尺寸
mm2
最小弯曲半径R
mm
铜
铝
5×50及以下
a
1.5a
5×50以上
1.5a
2a
注:
a为母线宽度
1.7.5一根母线既曲平弯又曲立弯时,应先曲立弯,然后再曲平弯。
1.7.6母线扭转90°弯时,其扭弯部分的长度应为母线宽度的2.5~5倍。
见图2-3。
1.7.7母线弯曲始点与母线连接的边缘距离不得小于25mm。
见图2-4。
1.7.8母线弯曲始点与母线固定面边缘的距离不得小于25mm。
见图2-5。
图2-3母线麻花弯图2-4平弯搭接图2-5母线不同平面固定搭接
1.7.9母线弯曲后不应有裂痕或大于高1mm、宽2mm的皱褶。
1.8钻孔或冲孔
1.8.1单匹母线采用螺栓连接时,应按表2-6钻孔或冲孔。
螺栓孔直径应符合表2-6的规定。
1.8.2多匹母线(汇流排与主进/联络母线之间)用螺栓连接时,应沿汇流排水平延伸方向冲长圆孔,使用加厚平垫紧固,长圆孔仅限于M12和M16螺栓,分别为¢13×20和¢17×22两种规格。
1.8.3双匹N、PE排上接线孔应前后贯通在一条中心轴线上,主进柜内PE排应预留与40×4接地扁钢的垂直连接孔,螺栓孔直径应符合表2-6的规定。
1.8.4母线钻孔或冲孔后的毛刺应使大钻头划孔,搭接面加工光滑、无飞边毛刺现象。
表2-6矩形母线搭接要求
1
尺寸mm
螺栓
母线搭接形式
A
B
C
D
E
F
¢
15
40
10
20
7
M6
20
50
12
26
9
M8
25
50
12
26
11
M10
30
60
15
30
11
M10
40
80
20
40
13
M12
2
7
10
4.2
M4
7
20
4.2
M4
10
10
5.5
M5
15
10
7
M5
20
15
7
M6
25
15
9
M8
20
20
9
M8
25
20
9
M8
25
25
9
M8
30
20
11
M10
30
25
11
M10
30
30
11
M10
40
30
13
M12
3
40
40
11
11
18
18
11
M10
4
80
25
12
26
11
M10
100
20
12
26
11
M10
100
25
12
26
11
M10
100
30
15
30
11
M10
120
15
12
26
7
M6
120
20
12
26
9
M8
120
25
12
26
11
M10
120
30
15
30
11
M10
表2-6(续完)矩形母线搭接要求
序号
尺寸mm
螺栓
母线搭接形式
A
B
C
D
E
F
¢
5
25
7
6
13
4.2
M4
30
7
7.5
15
4.2
M4
30
12
7
16
5.5
M5
40
12
10
20
5.5
M5
30
15
7
16
7
M6
40
15
10
20
7
M6
40
20
10
20
9
M8
50
20
12
26
9
M8
50
25
12
26
9
M8
50
30
12
26
9
M8
50
40
12
26
11
M10
60
25
15
30
11
M10
60
30
15
30
11
M10
60
40
15
30
13
M12
80
30
20
40
13
M12
80
40
20
40
13
M12
80
50
20
40
13
M12
80
60
20
40
13
M12
100
40
25
50
13
M12
100
50
25
50
13
M12
100
60
25
50
13
M12
120
40
30
60
17
M16
120
50
30
60
17
M16
120
60
30
60
17
M16
6
50
50
9
M8
60
50
11
M10
60
60
11
M10
80
80
13
M12
100
80
17
M16
100
100
17
M16
120
80
17
M16
120
100
17
M16
120
120
21
M20
1.8.5母线与进出线电缆的压接螺栓应与DT端子压接孔的大小相配合;与密集母线等的连接孔应符合表2-6的规定,其他情况随工程要求确定。
1.8.6一次母线上连接二次线时,须在母线上单独打通孔用螺栓紧固,特殊情况除外。
1.9母线压花
1.9.1高压铜母线与母线之间连接搭接面必须压花,压花面每边应较接触面各宽10mm。
1.9.2母线压花边应与端面平行,端面压花均匀,不允许重复压花。
1.10母线搪锡(镀锡)
1.10.1加工后的铜母线须经检查合格后方可作搪锡处理。
(具体操作见《镀锡工艺细则》
1.10.2铜母线一般要求整体搪锡,如铜母线不要求搪锡时搭接面必须搪锡。
搪锡面每边应较接触面各宽10mm。
1.11母线涂漆
1.11.1母线涂漆应色泽均匀,不得有起皮、漏底、流漆、夹杂物及其它痕迹。
同一元件的同一侧的各相母线涂漆界线应一致,误差应小于3mm。
1.11.2母线的连接处不得沾漆,搭接面与漆界限之间不应小于5mm距离。
1.12母线的绝缘热缩型保护
1.12.1要选取适当规格的热缩管。
1.12.2一般情况下使用黑色热缩管,粘贴色标以区分相序。
色标的大小应为母线宽度的1/3。
使用分色热塑管时,不贴色标。
1.12.3热缩管收缩加工后,应各处收缩均匀,与母线包裹紧密且收缩完全。
1.12.4热缩套管外观平整、美观,剪切边要平直、齐整且垂直于母线,不能有毛刺及裂口。
同一元件的同一侧的各相母线热缩套管剪切边界线应一致,误差应小于3mm。
1.13母线的安装
1.13.1检查母线制作的质量,凡不合格的不准安装。
1.13.2母线连接处的接触面应自然吻合,不应有应力,高压母线与母线连接处的接触面应压花涂上一层导电膏,导电膏应涂敷在有效搭接接触面内,涂层用刮刀刮平,约0.2mm厚。
1.13.3安装母线时,应做到排列整齐、层次分明,不应交叉。
便于检修和拆装。
1.13.4主汇流母线应在厂内进柜全穿螺钉试连接,所有搭接孔应满足所需螺钉灵活穿入,出厂前柜内母线应配齐与主母线及连接电缆的螺钉并紧固。
1.13.5为便于区分和安装,主汇流母线两端应按柜体排列顺序作标记,在去除尘土和油污后粘贴色标,色标粘贴位置应明显、牢固、正确。
标记方式可在母线上用钢字头砸号或用线号笔写,字迹要清楚可辨容易查找。
表2-7母线相序排列
类别
垂直排列
水平排列
前后排列
交
流
A相
上
左
远
B相
中
中
中
C相
下
右
近
中性线
最下
最右
最近
中性保护线
直
流
正极
上
左
远
负极
下
右
近
1.13.6母线之间、母线与其它构件之间的电气间隙和爬电距离应满足《通则》中表1-4、表1-5及表1-6要求。
1.14母线与元件的连接
1.14.1母线与电器元件的接线端子连接时,不应使电器触头受到任何外力影响。
1.14.2母线与开关连接必须符合开关接点要求,满接点搭接。
1.14.3当电器元件的端子是螺杆时,连接母线可直接连接在螺杆上并加锁紧螺母如图2-6,M12及以下螺杆连接母线应加弹簧垫圈防松。
1.14.4当电器元件的端子是光杆或软导线时,应使用接线卡子与母线连接,接触面积不够时,应加平板解决。
图2-6母线与螺栓的直接连接
1.15母线与母线的连接
1.15.1母线连接方法可用贯穿螺栓搭接和用母线夹板压接。
1.15.2其接触部分的长度应大于或等于母线宽度。
1.15.3母线两侧均应垫普通标准平垫圈,螺母侧应加弹簧垫圈,紧固后螺栓应露出螺母2~5扣,相邻螺栓的垫圈间应有3mm以上间隙。
1.15.4母线平放时,螺栓从下往上穿;前后开门离墙安装的配电柜(如GCK、GCS、GHK、MNS等)正面操作背面维护时,主汇流排螺栓应从正面往背面穿,其余螺栓应由里往外穿将螺母置于维护侧,便于观察。
1.15.5中性母线一般应用绝缘子支撑安装,中性母线安装后不应挡住电缆进出线孔。
1.15.6接地母线应沿开关设备排列的宽度方向布设一根接地导体,该接地导体应设有与接地系统相连接的合适的接线端子并能保证馈出导线一回路一端子的要求;接地母线安装时应保证接地系统的连续性,接地连接点应标出“保护接地”的符号。
1.16母线的绝缘支撑
1.16.1母线支撑使用绝缘子、绝缘木或锯齿形绝缘夹板固定。
绝缘木应烘干后刷绝缘清漆,单匹母线可在安装梁上装绝缘子或使单根绝缘木支撑;双匹及以上多匹母线应使锯齿形绝缘夹板固定,锯齿形绝缘夹板由技术按合同开关定做。
1.16.2用母线夹固定母线时,母线与母线夹间应有0.5~1.5毫米的间隙,若是多匹母线时,则两片母线间应有与母线同等厚度的距离。
1.16.3母线连接处与固定面边缘距离不得小于100mm。
母线长度超出表2-8中的距离值时中间应加一个固定支撑。
固定支撑应平整牢固,不应使其支撑的母线受到额外应力。
表2-8母线固定支撑距离mm
母线宽度
≤30
>30~50
≥60
距离
300
600
900
1.16.4母线直接固定绝缘子上时,其母线开孔应按图2-7进行。
图2-7单条母线直接固定在绝缘子上
1.16.5母线安装完工后,不允许有明显的下垂,在两个支撑点内,下垂不应大于4mm。
1.16.6所有母线安装完毕后应统一对所有螺钉或螺栓进行检查和紧固,连接螺栓应用力矩扳手紧固,其紧固力矩值应符合表2-9的规定。
表2-9钢制螺栓的紧固力矩值
螺栓规格
力矩值(N·m)
M8
8.8~10.8
M10
17.7~22.6
M12
31.4~39.2
M14
51.0~60.8
M16
78.5~98.1
M18
113.0~137.5
M20
156.9~196.2
M24
274.6~343.2
1.16.7所有母线及导线安装完毕后应进行自检,并符合图纸及本工艺要求。
3镀锡(搪锡、涮锡)工艺细则
3.1适用范围:
本细则适用于北京基业达电气有限公司所有加工设备中导线、母线端头的搪锡、涮锡制作。
3.2设备和工具:
控温锡锅、松香溶剂、酒精、擦布。
3.3准备工作:
3.3.1检查锡锅中锡料的多少,熔化后锡液的深度不小于80mm方可使用。
3.3.2加工后的铜母线须经检查合格后方可作搪锡处理。
3.3.3锡锅中焊料温度应控制在230~250℃。
3.4工艺过程
3.4.1用松香、酒精等中性助焊剂清洗要搪锡的表面,去掉氧化层。
.
3.4.2每次搪锡前应先将锡锅中的焊液面刮亮,将表面氧化物刮去后把助焊剂清洗后的铜排浸焊,时间约2s~4s。
3.4.3待铜母线表面搪上锡后,取出后用清洁布在锡层尚未完全凝固前迅速拂拭几次,使搪锡面保持清洁光滑而无堆积。
3.4.4绝缘导线连接端头的搪锡,目的是将多股软线粘合,以增加连接的可靠性。
涮锡之前采用松香酒精溶液或中性助焊剂将导线端头浸透,接着在离导线绝缘层1mm~2mm处进行搪锡,时间约2s~3s。
3.5清理与检查
3.5.1热搪锡后的芯线表面应整洁光亮,绝缘层不应被破坏,搪锡处应饱满,均匀,光亮,不应有多余的锡料堆积或锡料填充不足。
3.5.2母线仅作搭接面搪锡时,搪锡面每边应较接触面各宽10mm。
4母线喷漆工艺细则
4.1目的:
保护金属表面免遭腐蚀,提高母线的辐射散热能力以及作为相序的区分标志。
4.2适用范围:
本细则适用于施朗朗电气有限公司所有配电设备中母排的喷漆制作。
4.3引用标准:
GBJ149-1990《电气装置安装工程母线装置施工及验收规范》
GB7947-2006《人机界面标志标识的基本和安全规则导体的颜色或数字标识》
4.4准备工作:
4.4.1按图纸要求准备所需颜色的自喷漆,按喷涂铜排的多少准备相应的数量。
4.4.2将指定场地清理干净、无杂物灰尘。
如指定场地无法满足使用,可在室外划定场地临时使用,但应确保无灰尘。
a)检查加工铜排的完整性,即数量和质量。
b)检查自喷漆的完整性及颜色的正确性。
所用的自喷漆应是符合相关国家标准的合格产品。
喷涂颜色的选择,除特殊要求外均按以下规定选用:
三相交流电路中的铜排
直流电路中的铜排
相序
喷涂颜色
相序
喷涂颜色
L1
黄
正极
棕色
L2
绿
负极
蓝色
L3
红
接地中线
淡蓝色
零线或中性线N
淡蓝色
保护地线PE
黄、绿双色
注:
低压开关柜的主母线允许一律涂黑色亚光漆,然后粘贴色标区分相序。
安全用的接地线黄、绿相间每种色宽约15~100毫米交替以15~25mm为宜。
c)喷漆前,应擦净铜排上的尘土和油污,铜排连接搭接面处用美纹纸缠绕严密,缠绕面应不小于搭接面两侧10mm,保证边线整齐,同时保证同一产品各相母排的边线一致,误差不大于3mm。
局部取电用连接点用相应规格和形状的不干胶粘帖。
4.5工艺过程:
4.5.1将欲喷漆的铜排整齐码放在清洁的平台上,工件间距至少大于10mm,右手拿自喷漆罐,罐体与台面倾斜45°,喷嘴方向对准台面,距欲加工铜排不大于80mm。
4.5.2喷涂加工时持罐右手按工件码放顺序上下缓慢移动,保证涂覆材料均匀附着在工件上。
4.5.3适当送风,加快涂层的固化,正常环境无送风情况下,工件放置至少10分钟后进行翻转,进行另一面的加工。
翻转时手尽量接触美纹纸缠绕处,以防对已加工过的漆面造成损坏,另一面的加工方式同4.5.1要求进行。
4.5.4所有加工面涂覆完成后,工件至少放置10分钟后方可进行余下工序。
4.6产品的清理与检查:
4.6.1喷漆完成的工件清理及转运时要轻拿轻放,不得磕碰。
4.6.2连接处美纹纸拆除时避免对工件的划伤,母线的连接处不得沾漆。
连接部分及连接部分的两侧10mm内不涂漆。
4.6.3母线涂漆应色泽均匀,不得有起皮、漏底、流坠、夹杂物及其它痕迹。
5母线热缩工艺细则
5.1适用范围:
本细则适用于实施朗达电气有限公司所有设备中母排加套热缩管的制作。
5.2引用标准:
GB7947-2006《人机界面标志标识的基本和安全规则导体的颜色或数字标识》》
5.3工具及材料:
液化气烤枪、电热吹风机、固体酒精、裁纸刀、单面刀片、剪刀、热缩管(MPC、DRS)、直角靠尺。
5.4准备工作:
5.4.1按图纸要求准备所需颜色、规格、适用范围的热塑管,按加套热塑管铜排的多少准备相应的数量。
5.4.2将指定场地清理干净,确保台面柔软平整,工件无磕碰、划伤。
5.4.3检查需套热塑管的铜排、导线的完整性,即数量和质量。
5.4.4检查热塑管的完整性及颜色的正确性。
所有使用的热塑管应是符合相关国家标准的合格产品。
颜色、范围的选择按以下规定进行:
MPC热缩管适用于10KV高压开关设备,DRS适用于0.4KV低压开关设备。
表5-1母线用热缩管颜色
三相交流电路中的铜排
直流电路中的铜排
相序
热塑管颜色
相序
热塑管颜色
L1
黄
正极
棕色
L2
绿
负极
蓝色
L3
红
接地中线
淡蓝色
零线或中性线N
淡蓝色
注:
低压开关柜的主母线允许一律用黑色套管,然后粘贴色标区分相序。
热缩管规格
¢25
¢30
¢40
¢50
¢65
¢75
¢85
¢100
适用母线宽度mm
20~30
30~40
40~50
50~60
60~70
70~80
90~100
120
表5-2母线用热缩管规格
热缩管规格
¢15
¢25
¢30
¢40
¢50
适用导线或金属管
¢13~14
¢18~20
¢22~25
¢29~33
¢33~42
表5-3导线、金属管用热缩管规格
5.4.5铜排或导线加套热塑管之前,表面清理、擦拭干净。
a)仔细检查要套制的母线,将表面所有的毛刺用细纱纸打磨平滑。
b)清理母线的表面,将母线表面粘附的金属屑仔细清除干净,必要时用清洗剂清洗母线表面。
5.5工艺过程:
5.5.1按母排的长度剪取热缩管。
热缩管需用剪刀一次性剪断,不能有重边、毛刺及裂口。
a)热塑管的长度要大于等于套制母线的长度。
b)对于鸡爪线端部接线片压接处热塑护套管长度的选取,按照《导线制作工艺细则》中4.8条执行。
5.5.2在母线上(或导线压接端头)套热缩管时,
 升级会员
升级会员 