MAKINO技术.docx
《MAKINO技术.docx》由会员分享,可在线阅读,更多相关《MAKINO技术.docx(16页珍藏版)》请在冰豆网上搜索。
MAKINO技术
1.4测量菜单
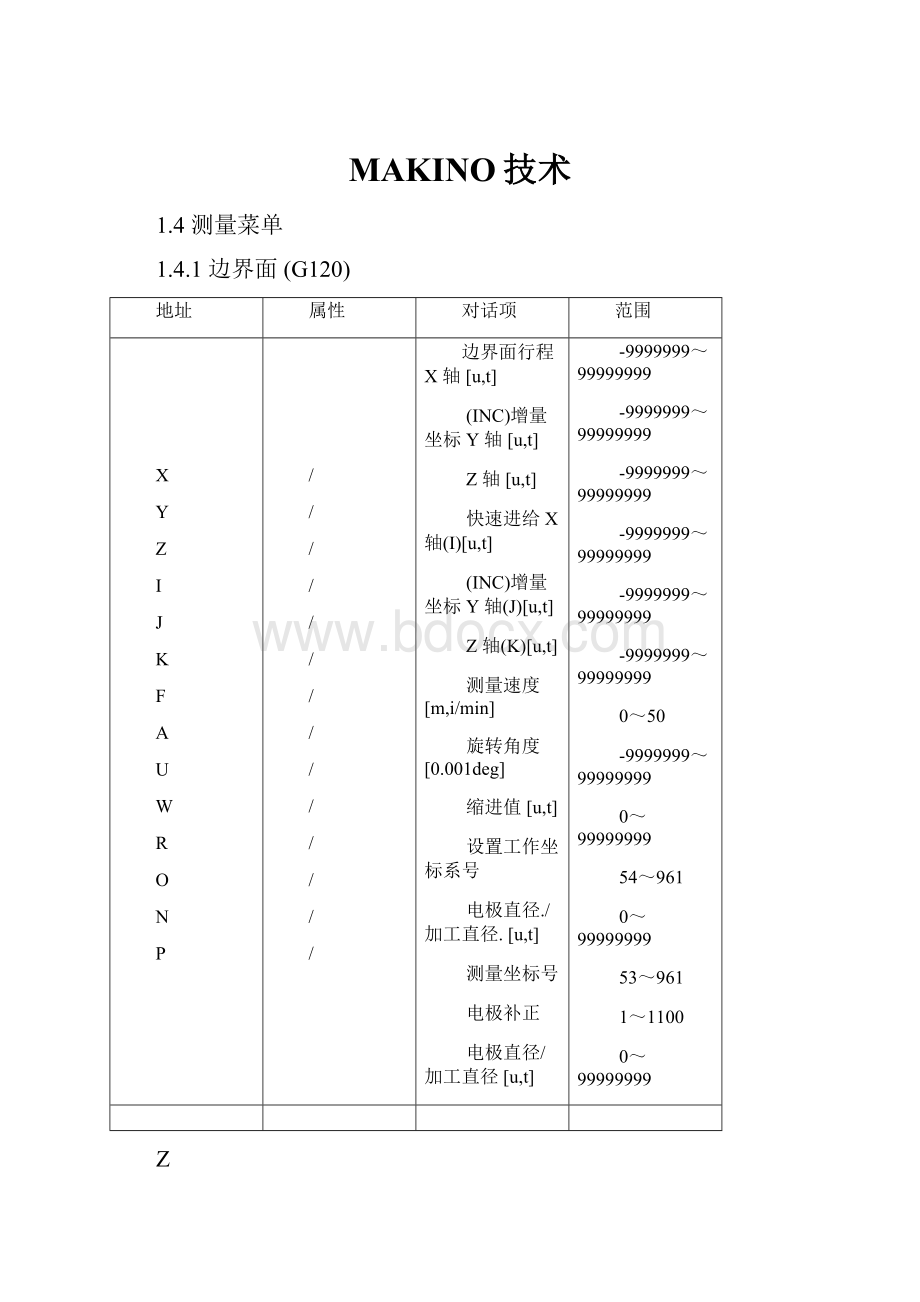
1.4.1边界面(G120)
地址
属性
对话项
范围
X
Y
Z
I
J
K
F
A
U
W
R
O
N
P
/
/
/
/
/
/
/
/
/
/
/
/
/
/
边界面行程X轴[u,t]
(INC)增量坐标Y轴[u,t]
Z轴[u,t]
快速进给X轴(I)[u,t]
(INC)增量坐标Y轴(J)[u,t]
Z轴(K)[u,t]
测量速度[m,i/min]
旋转角度[0.001deg]
缩进值[u,t]
设置工作坐标系号
电极直径./加工直径.[u,t]
测量坐标号
电极补正
电极直径/加工直径[u,t]
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
0~50
-9999999~99999999
0~99999999
54~961
0~99999999
53~961
1~1100
0~99999999
Z
X,Y,
边界面进给
输入从当前位置到接触面的足够值以便主轴球可以能接触到面。
输入值不足会使主轴球不能接触到面,引起警报。
接触检测的方向在每个轴的方向,超过两根轴连动时候不执行接触检测。
如果三个轴连动,工件的轮廓测量如下显示。
这个例子中,每个轴很快地移动到测量点。
因此,在主轴不与工件干扰的位置按下START键
工件
K
I,J,快速移动
指定从接触检测起始位置的快速横断量。
可以缩短每根轴的进给时间。
主轴球(接触检测起始位置)
F测量速度
指定触摸测量的进给速度,如果忽略的话,设置50mm/分钟。
如果电极硬度非常小,设置5-10mm/分钟。
(例如一个半径小于0.2的精加工电极)
A旋转角度
测量方向可以在X-Y平面上。
这样,X轴和Y轴也不能同步输入。
主轴球
U缩进值
接触检测后,指定测量点的缩进量。
缺省设置为1mm。
W工作坐标代号设置。
R电极直径/测量球体直径
指定一个测量点作为“设置工作坐标代号”确定的工作坐标系统的O点。
另外,可以根据“电极直径/测量直径”确定的半径数转换对应于测量点的O点。
仅可以对测量轴设置O点。
工件
工作坐标的详细内容请参考2.4节工作坐标系统
O测量坐标系统
N电极补正量
P电极直径/测量直径
“测量坐标系统代号”指定的工作坐标系中的测量坐标值可以存储在“电极补正”指定的电极(基准)补正区里。
此外,测量点可以根据“电极直径/测量直径”的一半转换。
但是,测量过的轴坐标值存储在电极补正区。
1.4.2凹槽/孔(G121)
地址
属性
对话项
范围
H
X
Y
Z
I
J
K
F
A
Q
U
W
O
N
M
R
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
平面(1:
X-Y,2:
Z-X,3:
Y-Z)
轴进给X轴[u,t]
(INC)增量坐标Y轴[u,t]
Z轴[u,t]
快速进给X轴(I)[u,t]
(INC)Y轴(J)[u,t]
Z轴(K)[u,t]
测量速度[m,i/min]
旋转角度[0.001deg]
下降值[u,t]
缩进值[u,t]
工作坐标设置
测量坐标系号
电极补正
测量电极补正
主轴球直径[u,t]
1~3
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
0~50
-9999999~99999999
-9999999~99999999
-9999999~99999999
54~961
53~961
1~1100
1~1100
0~99999999
H平面
如下所示,确定执行测量的平面。
2:
(Z-X)
X,Y,轴进给
Z
在“平面”指定的平面里的轴上为孔测量指定进给量。
在“平面”指定的平面轴上进行接触检测。
为从当前位置到接触检测面的测量输入足够的值。
K
I,J,快速进给(→边界面菜单中的I,J,K)
主轴球(接触检测起点)
F测量速度(→边界面菜单中的F)
A旋转角度
测量方向可以在平面指定的测量平面上旋转。
A:
旋转角度
(ex.40.0)
Q下降值
如果在凹槽或孔中测量一个障碍物,测量能避免“平面”指定的平面上轴的障碍物。
这个例子中,设置“快速行进”以便测量球可以避免障碍物(不正确的设置可以引起一个测量球与障碍物碰撞)
工件
U缩进值
如果为“平面”指定的平面的轴指定“轴进给”,在孔定位后仅在该轴上进行接触检测。
这样,从测量点缩进量能通过这一项设定。
缺省设置1MM。
W设置工作坐标系号
在指定工作坐标系统设置一个测量点为O点。
改变坐标系统为指定代号。
然而,零点仅仅能被设定为测量轴。
工作坐标系的详细内容参照第2.4节工作坐标系
O测量坐标系统号
N电极补正
(→边界面菜单中的O,N)
M测量电极补正
R主轴球直径
孔的测量直径可以被存在“测量电极偏移量”指定的电极偏移量中,或电极基准偏移量区中。
此外,校正的直径由指定“轴心球”来存储。
1.4.3平板/圆柱(G122)
地址
属性
对话项
范围
H
X
Y
Z
F
A
K
W
O
N
M
R
U
V
/
/
/
/
/
/
/
/
/
/
/
/
/
/
平面(1:
X-Y,2:
Z-X,3:
Y-Z)
轴进给X轴[u,t]
(INC)Y轴[u,t]
Z轴[u,t]
测量速度[m,i/min]
旋转角度[0.001deg]
缩进值[u,t]
设置工作坐标
测量坐标系号
电极补正
测量电极补正
主轴球直径[u,t]
轴转换XAXIS[u,t]
(INC)YAXIS[u,t]
1~3
-9999999~99999999
-9999999~99999999
-9999999~99999999
0~50
-9999999~99999999
0~99999999
54~961
53~961
1~1100
1~1100
0~99999999
-9999999~99999999
-9999999~99999999
H平面
如下所示:
指定进行测量的平面
X+
Z
X,Y,轴进给
在“平面”指定的平面的轴上指定平板测量的进给量。
为从当前位置到接触检测面的测量输入足够的值,同时要考虑主轴球的直径
F测量速度(→边界面菜单中的F)
A旋转角度
测量方向能在“平面”指定的测量平面上旋转。
A:
旋转角度
(ex.40.0)
K缩进值
如果指定这个项,板面定中心后仅在“平面”指定的平面上的轴上进行接触检测。
在这个例子中,从测量点的参考量能通过这个项来设定。
W设置工作坐标系代号
在确定的工作坐标系统里设定测量点作为零点,改变工作坐标系为指定号。
然而,零点仅仅可以对测量的轴进行设置。
工作坐标系的详细内容请参照2.4节工作坐标系
O测量坐标系代号
N电极补正
(→边界面菜单中的O,N)
M测量电极补正
R主轴球补正
(→凹槽/孔菜单中的M,R)
U,V轴转换
在测量Z轴时,轴X和轴Y可以被转移。
它对于工件中心的测量来说很方便的。
然而,这仅仅当平面忽略或为1的时候有效。
1.4.4中心孔(G124)
地址
属性
对话项
范围
H
R
Z
X
Y
U
V
I
J
A
B
F
W
O
N
/
*
*
*
*
*
*
/
/
/
/
/
/
/
/
平面(1:
X-Y,2:
Z-X,3:
Y-Z)
测量孔直径[u,t]
辅助轴(INC)[u,t]
1号孔(ABS)I轴[u,t]
II轴[u,t]
2号孔(ABS)I轴[u,t]
II轴[u,t]
3号孔(ABS)I轴[u,t]
II轴[u,t]
4号孔(ABS)I轴[u,t]
II轴[u,t]
测量速度[m,i/min]
设置工作坐标代号
测量工作坐标系统号
电极补正
1~3
0~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
0~50
54~961
53~961
1~1100
H平面
如下所示,指定进行测量的平面。
X+
R测量孔直径
指定测量孔的直径。
Z辅助轴
指定孔中从当前位置到测量点的轴进给值。
电极以很快的速度进给进入孔(300mm/min)。
如果在横断进给期间碰撞到工件,会出现一个会导致主轴球的破损的警报,
X,Y,无孔
指定从1号孔到4号孔的孔位置。
如果主轴球在进入孔的过程中不与工件接触,就不需要精确定位数据。
<1号孔to2号孔><1号孔to3号孔
中心
中心
<1号孔到4号孔>
中心
F测量速度
在每个指定孔里为接触检测指定进给率。
缺省设置50MM/MIN。
如果电极硬度很小设置5到10MM/MIN。
(例如一个直径低于φ0.2的精加工电极)
W工作坐标代号设置
在指定工作坐标系上设置一个测量点作为零点,改变工作坐标系为指定代号。
然而,零点仅仅可以对测量过的轴设置。
工作坐标系的详细内容请参照2.4节工作坐标系
O测量坐标系统代号
N电极补正
(→边界面菜单中的O,N)
1.4.5测量/球体(G125)
地址
属性
对话项
范围
R
P
F
K
W
L
X
Y
Z
B
A
E
*
*
/
/
/
/
/
/
/
/
/
/
主轴球直径.[u,t]
工作台球直径[u,t]
测量速度[m,i/min]
缩进值[u,t]
设置G54(1:
YES)
测量极坐标重定位(1:
ON)
中转极坐标X轴[u,t]
(ABS)绝对坐标Y轴[u,t]
Z轴[u,t]
旋转轴中心补偿(1:
ON)
分度法(1:
CAX.,2:
IDX,3:
DH)
测量错误限制(CENT.DIA.)[u,t]
0~99999999
0~99999999
0~50
0~99999999
1
1
-9999999~99999999
-9999999~99999999
-9999999~99999999
1
1~3
1~500
R主轴球直径
P平台球直径
在“主轴球直径”和“桌面球直径”中输入值
自动设置测量需要的必要数据。
F测量速度(→边界面菜单中的F)
K缩进值
指定Z轴上从测量点的缩进量值。
缺省设置1MM。
W设置G54(工作补正设置)
设置测量点作为工作坐标系的零点G54
L测量点重定位
Z
X,Y转换点坐标
在通过用这个菜单设置G54的零点后,当进行带有相同主轴球和桌面球的测量时用这个功能。
而且,设置中转点能避免障碍物。
如果忽略“测量极坐标重定位”和“传播极坐标”,自动设置X0,Y0,Z0作为中转点。
B旋转轴中心补偿
A索引设备
当前位置的测量(工作坐标系G54的零点),转180度后再测量。
然后把这些测量点的中心坐标输入到电极补正32号作为旋转中心坐标。
在定位模型中当指定“电极旋转补正”时候用这些数据。
用“索引设备”指定旋转轴的可选单位。
可选单位和设置
可选单位
“INDEXDEV.”设置
MAhead
1:
C轴
2:
I轴
(EDNC106,156only)
MRhead
1:
C轴
Rotaryhead
1:
C轴
DHhead
3:
DH
此外,在下列情况下不设置索引轴。
・上面没有任何索引轴。
・在“NC设置NC功能”屏幕上的“C轴作用”没有打开。
・在“加工控制-”屏幕上的“旋转模式”开启。
E测量错误限制
检查反复的测量错误。
当测量的值没有满足这项指定的允许值(反复5次或更少),显示一个警告并且停止加工。
这个例子中,按下START键,又反复进行测量。
1.4.6电极/球体(G126)
地址
属性
对话项
范围
P
U
V
C
I
J
A
B
Q
W
F
K
D
N
M
X
Y
Z
H
T
E
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
平台球直径[u,t]
电极测量部件.XAXIS[u,t]
YAXIS[u,t]
ZAXIS[u,t]
X中心定位补正X轴[u,t]
(INC)Y轴[u,t]
Y中心定位补正X轴[u,t]
(INC)Y轴[u,t]
Z中心定位X轴[u,t]
(INC)Y轴[u,t]
测量速度[m,i/min]
缩进值[u,t]
局部坐标系设置(1:
XYZ,2:
Z)
电极补正
测量极坐标补正(1:
ON)
中转极坐标XAXIS[u,t]
(ABS)YAXIS[u,t]
ZAXIS[u,t]
平行调整(1:
X,2:
Y,3:
XY)
测量间隔[mm]
测量错误限制[u,t]
0~99999
0~99999999
0~99999999
0~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
-9999999~99999999
0~50
0~99999999
1~2
1~1100
1
-9999999~99999999
-9999999~99999999
-9999999~99999999
1~3
0~9999
1~500
P平台球直径
C
U,V,电极测量部件尺寸。
输入值到“平板球直径”和“电极部件测量”。
自动设置测量的必须数据。
Z轴测量部件尺寸
对X和Y轴输入测量部件的直径。
如果忽略X和Y轴,仅在Z轴上进行测量。
A,B,
Q,W
I,J,X,Y,Z中心定位补正
每个轴测量前,由于电极形状的限制而改变位置的时候使用这个功能。
通常,电极应该设计为参考部件在电极上,以便不用这个功能也能进行测量。
<用Z轴的定中心补正例子>
9.0
F测量速度(→边界面菜单中的F)
K缩近值(→测量/球体菜单中的K)
D局部坐标系设置
为该项输入1来设置主轴球和电极之间的补正值作为一个局部坐标系。
另外,测量补正存储在电极补正31号中。
如果在这项中输入2,仅设置Z轴作为局部坐标系。
N电极补正
补正存储在电极补正号(1一30)或该项指定的电极基补正(1001一1100)中。
坐标错误写功能
这个功能在不是自动中心定位的手工中心定位后存储电极补正量
通过仅设置该项来执行这个功能。
自动存储目前针对G54零点显示的坐标系零点补正量。
Z
X,Y,中继点坐标
当用这个菜单测量后再进行测量用这个功能。
另外,为了避免障碍可以设置中继点。
H,T平行调整,测量间隔
电极的平行通过C轴来调整。
通过“平行调整”来指定平行测量的轴。
也通过“测量斜度”来设置测量宽度。
T:
测量斜度
E测量错误限制
检查反复性的测量错误以及直径的测量错误。
当测量值不满足这个项指定的允许值时(重复5次或少于),出现一个警告并停止加工。
这样,按下START键,重复进行测量。
电极测量直径存储在电极补正号30中。
这些数据用来做参考。
如果把着重点放在反复测量错误上而不是在测量直径的测量错误上,为“电极测量部件测量”指定一个为0.1mm的大的值。
 升级会员
升级会员 