笔记本顶盖的镁合金板材冲压模具设计外文翻译.docx
《笔记本顶盖的镁合金板材冲压模具设计外文翻译.docx》由会员分享,可在线阅读,更多相关《笔记本顶盖的镁合金板材冲压模具设计外文翻译.docx(20页珍藏版)》请在冰豆网上搜索。
笔记本顶盖的镁合金板材冲压模具设计外文翻译
出处:
JournalofMaterialsProcessingTechnology
Volume201,Issues1–3,26May2008,Pages247–251
10thInternationalConferenceonAdvancesinMaterialsandProcessingTechnologies — AMPT2007
题目:
笔记本顶盖的镁合金板材冲压模具设计
•蔡恒光,廖浩钦,陈复国
摘要:
在本文章中,对LZ91镁锂合金板材在室温下制造笔记本顶盖时的冲压工艺进行了检查,同时使用了实验方法和有限元分析。
四步工序冲压工艺的开发,以消在冲压顶盖的工艺的情况下产生裂缝和起皱缺陷。
为了验证有限元分析,进行实际操作冲压工艺与使用0.6毫米厚的LZ91的空白。
厚度分布在不同地点之间的实验数据和有限元计算结果吻合良好,证实了有限元分析的准确性和效率。
LZ91板材在室温成形性能优越,也表明目前的笔记本顶盖的成功制造研究。
适合的四步操作过程本身操作程序数量少,比在目前的实践要求,形成在笔记本铰链的有效途径。
这也印证了在制造笔记本盖的情况下,可以用LZ91镁合金板材的冲压工艺生产。
它提供了一个在电子行业替代镁合金的应用。
关键字
•笔记本电脑情况下;LZ91镁锂合金板材;多工序冲压;成形性
1.介绍
在EMI中由于重量轻,性能良好,在电子行业镁合金已被广泛用于结构部件,如手机和笔记本电脑。
虽然现行的镁合金产品制造过程一直压铸,镁合金板材的冲压行业,因为其有竞争力的生产力和有效的薄壁结构构件生产性能已制定的利益。
由于它的六角形密堆积(HCP的形成)晶体结构([陈等,2003]和[陈和黄,2003]),即使它需要高温,常用冲压工艺中镁合金(铝3%,锌1%)已在目前的形成过程中应用。
最近,镁,锂(LZ)合金也已研制成功,以提高镁合金的室温成形性。
镁合金的延展性,可以改善锂此外,开发形成体心立方(BCC)晶体结构([Takuda等人。
,1999],[Takuda等。
,1999]和[Drozd等,2004])。
在本研究中,一个笔记本顶盖使用LZ表的情况下的冲压工艺进行了检查。
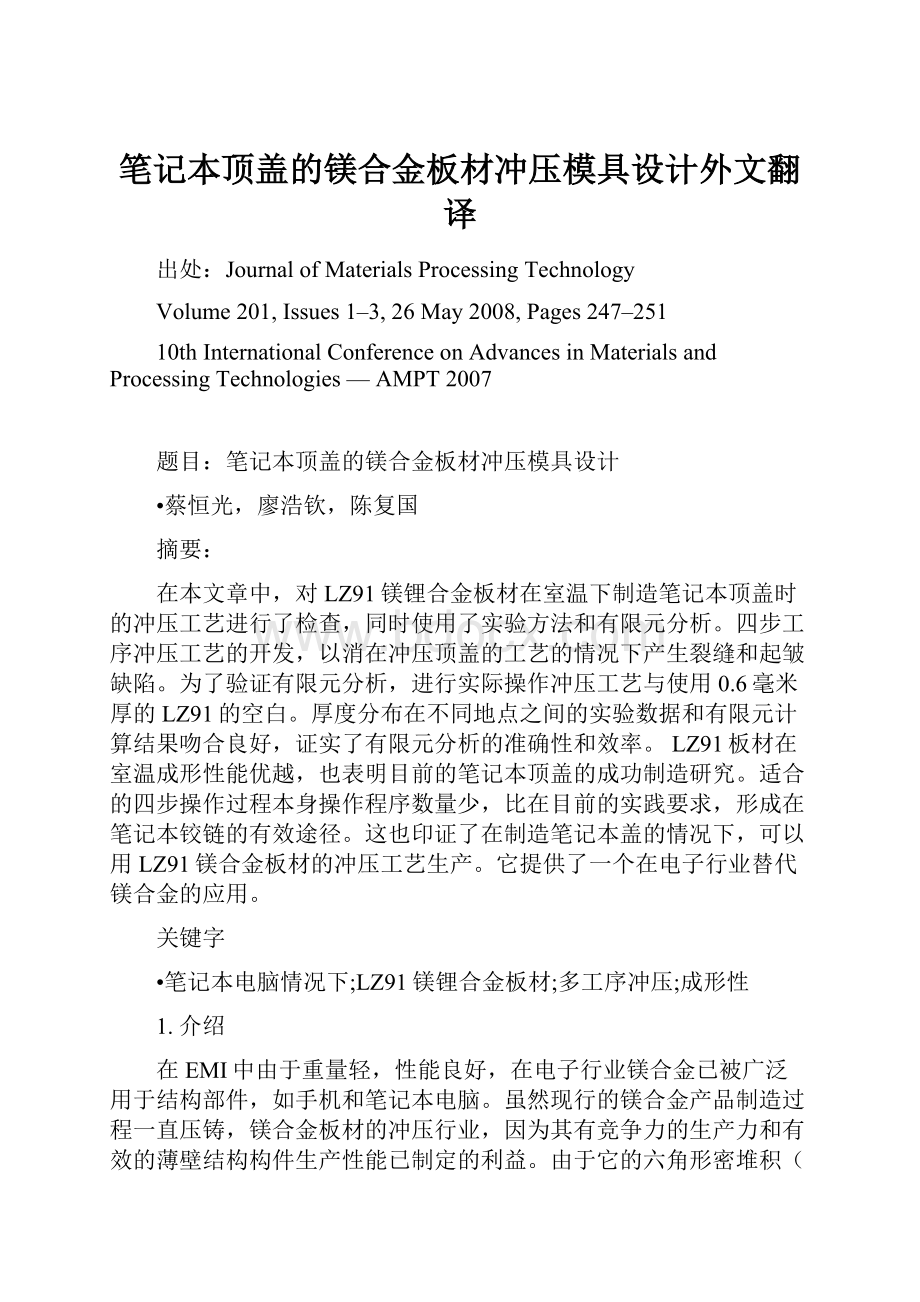
笔记本顶盖的两个铰链的形成,如图1所示(a和b),是由于在冲压过程中最困难的操作之间的法兰和图中显示在小角落半径小的距离。
如图1(c)。
造成这种几何复杂圆角半径的一个戏剧性的变化时,铰链法兰太接近笔记本的边缘,这很容易造成周围的铰链法兰断裂缺损,并要求多操作,,克服这一问题。
在本研究中,LZ镁合金板的成形性能和最佳的多工序冲压工艺开发,以减少同时使用的实验方法和有限元分析的操作程序。
图1在笔记本顶盖的铰链法兰(a)铰链,(b)顶盖情况和(c)法兰。
2。
镁合金板材的力学性能
在室温下进行拉伸试验,比较其机械性能,在高温下对AZ31张镁锂合金板材LZ61(锂6%,锌1%),LZ91,LZ101。
图2(a)显示LZ表在室温和那些对AZ31张在室温和200°C的应力应变关系据悉,应力-应变曲线趋于增加锂的含量较低。
图
(2)也显示,LZ91板材在室温和AZ31镁板在200°C是彼此接近。
LZ101板材在室温下具有更延性比LZ91和AZ31在200°C由于锂的成本是非常昂贵,而不是LZ101板材LZ91板材,可被视为一个合适的LZ镁合金板材在室温下呈现良好的成形性。
出于这个原因,本研究采用LZ91板材的笔记本顶盖的空白,并试图探讨在室温成形性LZ91。
以确定是否断裂将发生在有限元分析,为0.6毫米厚的LZ91板材成形极限图还建立了如图2(b)所示。
图2镁合金的力学性能(a)镁合金的应力应变关系;(b)LZ91板材的(FLD)成形极限图
3。
有限元模型
如图3(a)所示,使用软件DELTAMESH,由CAD软件,PRO/E的模具几何构造,被转换成有限元网格。
被视为刚体的工具,并采用四节点壳单元建设空白网。
从实验中获得的材料特性和成形极限图中使用的有限元模拟。
在初始运行中使用的其他模拟参数为:
冲压力5毫米/秒,压边力3千牛,库仑摩擦系数为0.1。
采用有限元软件PAM_STAMP进行分析,并在台式电脑上进行模拟。
图3有限元模拟(a)有限元网格和(b)在角落断裂。
首次构建了有限元模型研究的一个铰链的形成过程。
由于对称性,只有一个顶盖的情况下的一半是模拟,如图3(a)所示。
仿真结果如图3(b)所示,表明断裂发生在法兰的角落,最小厚度小于0.35毫米。
这意味着断裂问题非常严重,是只通过扩大在法兰圆角半径是不能解决的。
对有限元模拟进行研究的参数,影响断裂的发生以及避免断裂,提出了几种方法。
4.多工序冲压工艺设计
为了避免发生断裂,多工序冲压过程是必需的。
在当前的工业实践中,形成顶盖的情况下,使用镁合金板材,通常需要至少十步的运作程序。
在本研究中,尝试了减少运作程序。
对避免断裂,提出了几种方法,断裂问题的一个可行的解决方案是四个操作冲压工艺。
为了限制这个文件的长度,在下面只对两个操作和四个操作冲压工艺进行了描述。
4.1两步操作冲压工艺
第一是在两个操作冲压工艺侧壁形成如图4(a),第二是在图4(b)提出的铰链法兰成型,铰链法兰的高度为5毫米。
图4(c)所示的厚度分布的有限元模拟得到。
变形板材的最小厚度为0.41毫米及以上的成形极限图的菌株。
这意味着可避免断裂缺损。
此外,法兰的高度符合要达到的目标。
然而,这个过程是产生起皱缺陷的关键,如图4(d)所示,法兰上的铰链,导致在随后的修剪操作中出现问题。
因此,即使两个操作冲压工艺解决在角落和底部的铰链法兰断裂问题,更好的形成过程仍有望解决铰链法兰起皱。
图4两个操作冲压工艺(a)形成的侧壁,(b)铰链,(c)厚度分布和(d)皱纹的形成
4.2四步操作冲压工艺
如图5(a)所示,四部操作在本研究中提出的形成过程三个侧壁和慷慨的角半径的铰链法兰成形开始。
由于侧壁接近法兰开放和圆角半径大于所需的法兰成功形成无断裂。
成功地避免了这样的过程,同时形成两个几何特征的难度,但增加了一张白纸的物质流。
下一步是修剪外侧壁的空白,并校准所需的圆角半径4毫米到2.5毫米的值。
铰链,从而形成,如图5(b)所示。
第三步是开放的一面折叠,使侧壁可以围绕其周边完成,如图5(c)所示。
研究修剪额外的表外侧壁在第二步第三步的效果。
当额外的工作表不修剪,在拐角处的厚度为0.381毫米,如图5(d)所示。
提高到0.473毫米厚度的角落,如图5(e)所示。
如果修剪在第二个步骤实施。
在第三步的折叠过程中产生过多的物质,然后根据零件设计,修剪掉。
最后一步是醒目的过程,是适用于校准所有的圆角半径设计值。
在最终产品的角落的最小厚度为0.42毫米,和所有株以上的成形极限图。
这是要注意,图5(a-c)只显示一个铰链的形成。
相同的设计概念,然后扩展到完整的顶盖的冲压工艺。
5。
实验验证
为了验证有限元分析,进行实际操作冲压工艺与使用0.6毫米厚的LZ91表的空白。
毛坯尺寸和模具的几何形状设计,根据有限元模拟结果。
然后制造一个完善的产品无断裂和皱纹,如图6(a)所示。
为了进一步验证了有限元分析定量,厚度,在完善的产品的铰链周围的角落,如图6(b)所示,进行测量和对比获得的有限元模拟,如表1所列。
表1中可以看出,实验数据和有限元计算结果是一致的。
四步操作过程的有限元分析的基础上设计,然后由实验数据证实。
图6完善的产品(a)无断裂和皱纹(b)测量厚度的位置。
表1。
测量的厚度比较
A
B
C
D
真实值
0.42 mm
0.44 mm
0.49 mm
0.53 mm
理论值
0.423 mm
0.448 mm
0.508 mm
0.532 mm
误差
0.71%
1.79%
3.54%
0.38%
6。
结束语
在目前使用的实验方法和有限元分析对镁合金板材成形进行了研究。
首先研究了AZ31和LZ的成形性。
研究结果表明,LZ91板材在室温下有良好的成形性,类似于AZ31板材成形温度在200°C。
LZ91板材在室温成形性能优越,也表明在目前的笔记本顶盖制造的成功研究。
四步的操作过程使其本身在笔记本比在目前的实践中需要较少的操作程序,形成铰链的有效途径。
同时证明了笔记本盖,可以用LZ91,LZ91镁合金板的冲压工艺生产。
在电子行业它提供了一个替代镁合金的应用。
JournalofMaterialsProcessingTechnology
Volume201,Issues1–3,26May2008,Pages247–251
10thInternationalConferenceonAdvancesinMaterialsandProcessingTechnologies — AMPT2007
Diedesignforstampinganotebookcasewithmagnesiumalloysheets
∙Heng-KuangTsai,
∙Chien-ChinLiao,
∙Fuh-KuoChen
∙DepartmentofMechanicalEngineering,NationalTaiwanUniversity,Taipei,Taiwan,ROC
∙Availableonline8December2007.
∙http:
//dx.doi.org/10.1016/j.jmatprotec.2007.11.288,HowtoCiteorLinkUsingDOI
∙Permissions&Reprints
Abstract
Inthepresentstudy,thestampingprocessformanufacturinganotebooktopcovercasewithLZ91magnesium–lithiumalloysheetatroomtemperaturewasexaminedusingboththeexperimentalapproachandthefiniteelementanalysis.Afour-operationstampingprocesswasdevelopedtoeliminateboththefractureandwrinkledefectsoccurredinthestampingprocessofthetopcovercase.Inordertovalidatethefiniteelementanalysis,anactualfour-operationstampingprocesswasconductedwiththeuseof0.6 mmthickLZ91sheetastheblank.Agoodagreementinthethicknessdistributionatvariouslocationsbetweentheexperimentaldataandthefiniteelementresultsconfirmedtheaccuracyandefficiencyofthefiniteelementanalysis.ThesuperiorformabilityofLZ91sheetatroomtemperaturewasalsodemonstratedinthepresentstudybysuccessfulmanufacturingofthenotebooktopcovercase.Theproposedfour-operationprocesslendsitselftoanefficientapproachtoformthehingeinthenotebookwithlessnumberofoperationalproceduresthanthatrequiredinthecurrentpractice.ItalsoconfirmsthatthenotebookcovercasescanbeproducedwithLZ91magnesiumalloysheetbythestampingprocess.Itprovidesanalternativetotheelectronicsindustryintheapplicationofmagnesiumalloys.
Keywords
∙Notebookcase;
∙LZ91magnesium–lithiumalloysheet;
∙Multi-operationstamping;
∙Formability
1.Introduction
DuetoitslightweightandgoodperformanceinEMIresistance,magnesiumalloyhasbeenwidelyusedforstructuralcomponentsintheelectronicsindustry,suchascellularphonesandnotebookcases.Althoughtheprevailingmanufacturingprocessofmagnesiumalloyproductshasbeendiecasting,thestampingofmagnesiumalloysheethasdrawninterestsfromindustrybecauseofitscompetitiveproductivityandperformanceintheeffectiveproductionofthin-walledstructuralcomponents.Asforstampingprocess,AZ31magnesiumalloy(aluminum3%,zinc1%)sheethasbeencommonlyusedfortheformingprocessatthepresenttime,eventhoughitneedstobeformedatelevatedtemperatureduetoitshexagonalclosed-packed(HCP)crystalstructure([Chenetal.,2003] and [ChenandHuang,2003]).Recently,themagnesium–lithium(LZ)alloyhasalsobeensuccessfullydevelopedtoimprovetheformabilityofmagnesiumalloyatroomtemperature.Theductilityofmagnesiumalloycanbeimprovedwiththeadditionoflithiumthatdevelopstheformationofbodycentered-cubic(BCC)crystalstructure([Takudaetal.,1999a],[Takudaetal.,1999b] and [Drozdetal.,2004]).
Inthepresentstudy,thestampingprocessofanotebooktopcovercasewiththeuseofLZsheetwasexamined.Theformingofthetwohingesinthetopcoverofanotebook,asshowninFig.1(aandb),isthemostdifficultoperationinthestampingprocessduetothesmalldistancebetweentheflangesandthesmallcornerradiiattheflanges,asdisplayedinFig.1(c).Thisgeometriccomplexitywascausedbyadramaticchangeinthecornerradiuswhentheflangeofhingegetstooclosetotheedgeofthenotebook,whichwouldeasilycausefracturedefectaroundtheflangeofhingeandrequireamulti-operationstampingprocesstoovercomethisproblem.Inthepresentstudy,theformabilityofLZmagnesiumalloysheetswasinvestigatedandanoptimummulti-operationstampingprocesswasdevelopedtoreducethenumberofoperationalproceduresusingboththeexperimentalapproachandthefiniteelementanalysis.
Fig.1. Flangeofhingesatnotebooktopcovercase.(a)Hinge,(b)topcovercaseand(c)flangesofhinge.
Viewthumbnailimages
2.Mechanicalpropertiesofmagnesiumalloysheets
Thetensiletestswereperformedformagnesium–lithiumalloysheetsofLZ61(lithium6%,zinc1%),LZ91,andLZ101atroomtemperaturetocomparetheirmechanicalpropertiestothoseofAZ31sheetsatelevatedtemperatures.Fig.2(a)showsthestress–strainrelationsofLZsheetsatroomtemperatureandthoseofAZ31sheetsatbothroomtemperatureand200 °C.Itisnotedthatthestress–straincurvetendstobelowerasthecontentoflithiumincreases.ItisalsoobservedfromFig.2(a)thatthecurvesofLZ91sheetatroomtemperatureandAZ31sheetat200 °Careclosetoeachother.LZ101sheetatroomtemperatureexhibitsevenbetterductilitythanLZ91andAZ31doat200 °C.Sincethecostoflithiumisveryexpensive,LZ91sheet,insteadofLZ101sheet,canbeconsideredasasuitableLZmagnesiumalloysheettorenderfavorableformabilityatroomtemperature.Forthisreason,thepresentstudyadoptedLZ91sheetastheblankforthenotebooktopcovercaseandattemptedtoexaminetheformabilityofLZ91atroomtemperature.Inordertodetermineifthefracturewouldoccurinthefiniteelementanalysis,theforminglimitdiagramforthe0.6 mmthickLZ91sheetwasalsoestablishedasshowninFig.2(b).
Fig.2. Mechanicalpropertiesofmagnesiumalloy.(a)Thestress–strainrelationsofmagnesiumalloy;(b)forminglimitdiagram(FLD)ofLZ91sheet.
Viewthumbnailimages
3.Thefiniteelementmodel
ThetoolinggeometrieswereconstructedbyaCADsoftware,PRO/E,andwereconvertedintothefiniteelementmesh,asshowninFig.3(a),usingthesoftwareDELTAMESH.Thetoolingwastreatedasrigidbodies,andthefour-nodeshellelementwasadoptedtoconstructthemeshforblank.Thematerialpropertiesandforminglimitdiagramsobtainedfromtheexperimentswereusedinthefiniteelementsimulations.Theothersimulationparametersusedintheinitialrunwere:
punchvelocityof5 mm/s,blank-holderforceof3 kN,andCoulombfrictioncoefficientof0.1.ThefiniteelementsoftwarePAM_STAMPwasemployedtoperformtheanalysis,andthesimulationswereperformedo
 升级会员
升级会员 