形位公差之圆度.docx
《形位公差之圆度.docx》由会员分享,可在线阅读,更多相关《形位公差之圆度.docx(9页珍藏版)》请在冰豆网上搜索。
形位公差之圆度
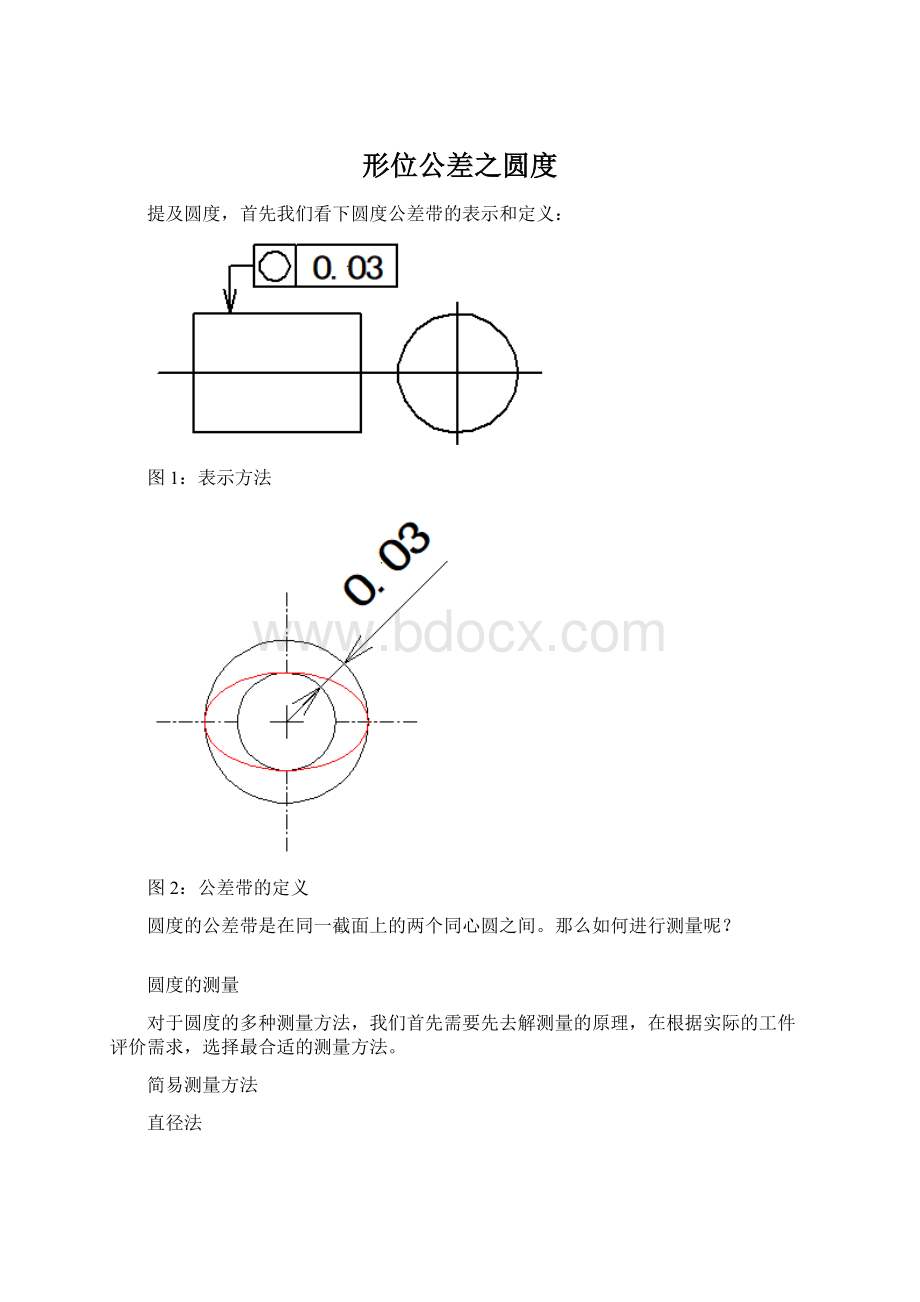
提及圆度,首先我们看下圆度公差带的表示和定义:
图1:
表示方法
图2:
公差带的定义
圆度的公差带是在同一截面上的两个同心圆之间。
那么如何进行测量呢?
圆度的测量
对于圆度的多种测量方法,我们首先需要先去解测量的原理,在根据实际的工件评价需求,选择最合适的测量方法。
简易测量方法
直径法
通过千分尺等测量工具直接读取圆度的直径。
这种简易的测量方法简单易操作。
但在评价等径应变圆时,不是正圆的情况下容易误测成为正圆。
三点法
三点法可通过【V型块+千分尺/表+台架】来获取圆度数据。
但是,三点法中选择的支撑点处的切线不同,也可能无法正确测量。
基准的中心无法确定,随着被测物的旋转发生的上下移动,会产生误差。
按照相关标准为基础的测量方法
半径法
半径法利用了工件旋转一周所获取的最大半径值和最小半径值之差来评价圆度。
公差带是在同一截面上的两个同心圆之间
如上图的的这种评价方式,测量结果也是很容易受到工件的水平运转的影响。
中心法
中心法的检测方法比较之下多用于更为精密的测量需求。
圆度检测的数据取决于参考圆,选择的参考圆的评价方法不同,圆度的特征值也会不同。
最小二乘中心法<LSC・ΔZq>设置一个标准圆,这个圆和被测圆的半径差的平方和为最小,把这个基准圆的中心坐标位置作为测量图形的中心,与此同心的测量图形上的内接及外切两个圆的半径差为圆度。
最小区域中心法
<MZC・ΔZz>找出测量图形中2圆的同心圆半径差最小的2圆中心坐标位置,将此中心坐标作为测定图形的中心,此时的2圆半径之差即为圆度。
(JIS的形位公差定义的评价方法)
最小外接圆中心法
以被测圆上的3点设置一个和被测圆外接的圆,以此圆为中心,再做出和被测圆内接的圆,这两个圆的半径差即为圆度。
在轴、杆等的评价中多会被使用。
最大内切圆中心法
以被测圆上的3点设置一个和被测圆内接的圆,以此圆为中心,再做出和被测圆外接的圆,这两个圆的半径差即为圆度。
最大内切圆中心法多用于孔的评价。
谈及了圆度的测量方法,不得不再提到滤波。
滤波器对测量结果的影响
因为各种环境或其他因素的影响,为了剔除其中的噪音,测量圆度时需要设置滤波器截止值。
如下图中展示了滤波器对测量结果的影响。
无滤波器:
低通滤波器:
带通滤波器:
那么在圆度的测量结果中,我们又可以读出什么信息呢?
测量图表的分析
图:
测量结果图表
1UPR分量(1山/回转)1UPR分量表示工件相对于测量仪器的旋转轴的偏心。
波形的振幅取决于对其的水平调节。
2UPR分量(2山/回转)2UPR分量可能表明:
①测量仪器的水平调整不足;
②由于工件在形成其形状的机床上安装错误而导致的圆形跳动;③工件的形状在设计上是椭圆形的,例如在IC发动机活塞中。
3~5UPR分量(山/回转)可能表示:
①由于测量仪器上的保持卡盘过紧而导致的变形。
②在从加工机床的固定卡盘上卸载时,由于应力释放引起的松弛变形。
5~15UPR分量(山/回转)通常表示加工方法或生产工件的过程中的不平衡因素。
15(更多)UPR分量(山/回转)15(或更多)UPR条件通常由工具颤振,机器振动,冷却剂输送效应,材料不均匀性等自身原因引起的。
评价圆度的常用工具/仪器
千分尺:
圆度测量仪:
三坐标测量机:
 升级会员
升级会员 