种高强度螺栓副扭矩系数检测装置.docx
《种高强度螺栓副扭矩系数检测装置.docx》由会员分享,可在线阅读,更多相关《种高强度螺栓副扭矩系数检测装置.docx(7页珍藏版)》请在冰豆网上搜索。
种高强度螺栓副扭矩系数检测装置
说明书摘要
本实用新型公开了一种高强度螺栓副扭矩系数检测装置,它包括执行机构和参数检测与控制机构,执行机构通过扭矩传感器、角度传感器、轴力传感器分别采集扭矩信号、转角信号、轴力信号。
参数检测与控制机构利用接收到的上述信号计算扭矩系数,并将计算所得的扭矩系数经带有USB—CAN总线模块的单片机传送到工业计算机,实现数据在线显示、记录和存储。
工业计算机可对单片机工作模式进行设定,分别实现3种不同的测试模式:
螺栓拧紧的最大扭矩控制模式、螺栓拧紧的最大紧固轴力控制模式、螺栓拧紧的最大转角控制模式。
本实用新型可快速检测高强度螺栓连接副的扭矩系数,并自动输出测试报告,实用方便,有效地解决了高强螺栓扭矩系数一次性集成测试问题。
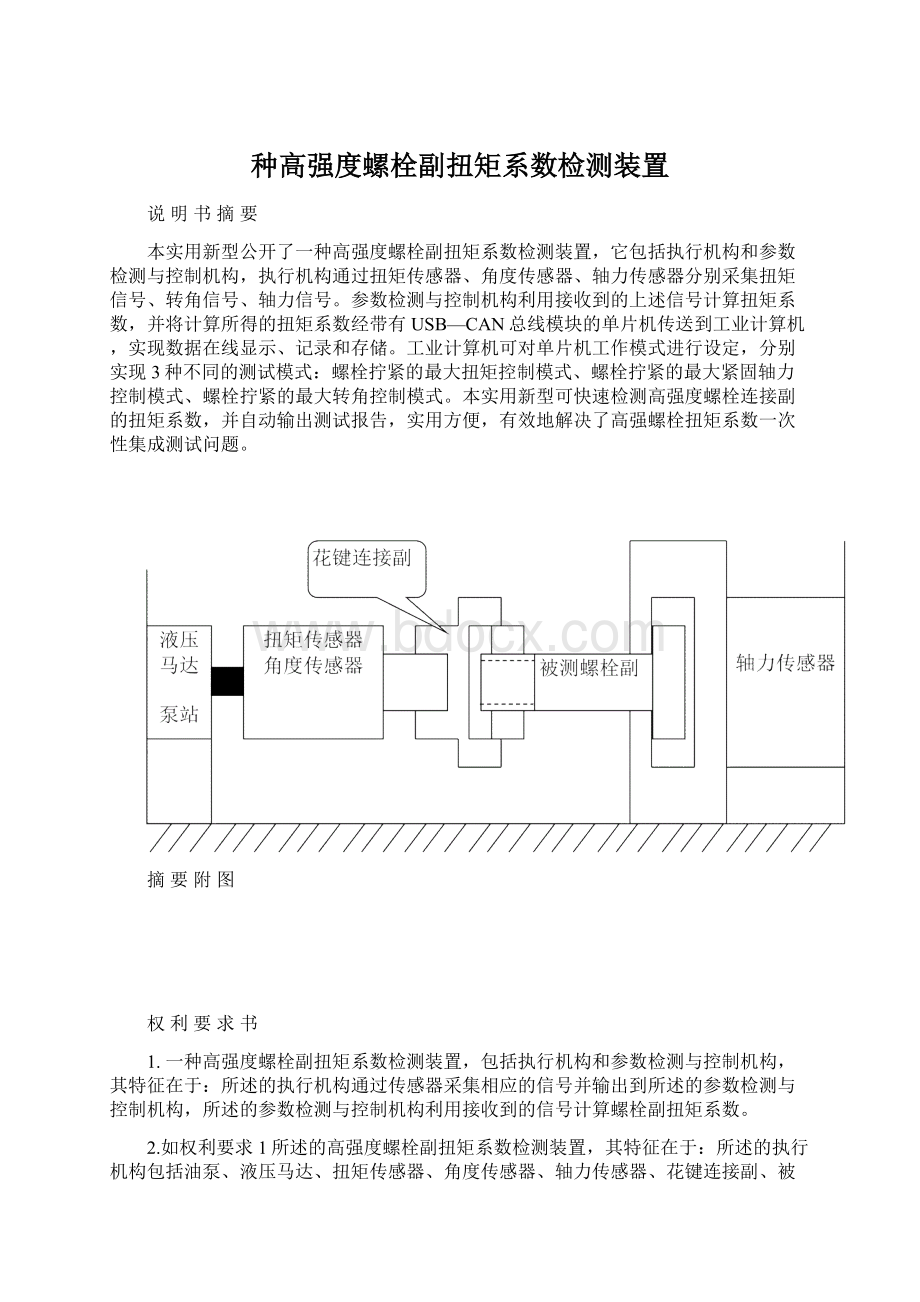
摘要附图
权利要求书
1.一种高强度螺栓副扭矩系数检测装置,包括执行机构和参数检测与控制机构,其特征在于:
所述的执行机构通过传感器采集相应的信号并输出到所述的参数检测与控制机构,所述的参数检测与控制机构利用接收到的信号计算螺栓副扭矩系数。
2.如权利要求1所述的高强度螺栓副扭矩系数检测装置,其特征在于:
所述的执行机构包括油泵、液压马达、扭矩传感器、角度传感器、轴力传感器、花键连接副、被测螺栓副,所述的油泵通过电机驱动工作,经溢流阀设定压力后与所述的液压马达相连,所述的扭矩传感器与所述的角度传感器集成于一体,所述的液压马达通过所述的扭矩传感器、所述的角度传感器、所述的花键连接副与所述的被测螺栓副的螺母连接,所述的被测螺栓副的另一端与所述的轴力传感器连接。
3.如权利要求1所述的高强度螺栓副扭矩系数检测装置,其特征在于:
所述的参数检测与控制机构包括单片机和工业计算机,所述的单片机和所述的工业计算机之间设置有通讯链路。
4.如权利要求3所述的高强度螺栓副扭矩系数检测装置,其特征在于:
所述的单片机带有USB—CAN总线模块。
说明书
一种高强度螺栓副扭矩系数检测装置
技术领域
本实用新型涉及传感器技术,单片机和数据处理技术,尤其涉及传感器非接触式测量,更具体的涉及高强度螺栓副扭矩系数非接触式测量,具体的是一种高强度螺栓副扭矩系数检测装置。
背景技术
高强度螺栓连接成为钢结构和动力传递机构连接中重要连接方法之一,螺栓连接副的扭矩系数是评价高强度螺栓性能的关键参数之一,直接关系螺栓连接副的安全性。
现有技术不能实时、快速的检测高强度螺栓副扭矩系数的大小。
发明内容
本实用新型的目的在于提供一种高强度螺栓副扭矩系数检测装置,所述的这种高强度螺栓副扭矩系数检测装置有效的解决了高强度螺栓扭矩系数一次性集成测试问题。
本实用新型的这种高强度螺栓副扭矩系数检测装置,包括执行机构和参数检测与控制机构,所述的执行机构通过传感器将采集到的信号经信号处理电路处理后,输出到所述的参数检测与控制机构。
进一步的,所述的执行机构包括一个油泵、一个液压马达、一个扭矩传感器、一个角度传感器、一个轴力传感器、一个花键连接副、一个被测螺栓副,所述的油泵通过电机驱动工作,经溢流阀设定压力后与所述的液压马达相连,所述的扭矩传感器与所述的角度传感
器集成于一体,所述的液压马达通过所述的扭矩传感器、所述的角度传感器、所述的花键连接副与所述的被测螺栓副的螺母连接,所述的被测螺栓副的另一端与所述的轴力传感器连接。
进一步的,所述的参数检测与控制机构包括一个单片机和一个工业计算机,所述的单片机和所述的工业计算机之间设置有通讯链路。
进一步的,所述的单片机带有USB—CAN总线模块。
本实用新型的工作原理是:
利用传感器采集信号,将采集到的信号经信号处理电路处理后传送到单片机,单片机利用接收到的信号计算出扭矩系数并通过USB—CAN总线模块将扭矩系数传送到工业计算机。
本实用新型与现有技术相对比,其效果是积极和明显的。
本实用新型采用现代传感器技术,单片机和数据处理技术,通过液压机构驱动螺帽旋转,利用传感器采集信号,单片机通过采集到的信号计算出扭矩系数,并通过USB—CAN总线模块将扭矩系数传送到工业计算机,实现快速检测高强度螺栓连接副扭矩系数大小,自动记录、存储、输出测试报告,并通过工业计算机对单片机工作模式进行设定,满足不同测试标准的需求。
附图说明
图1是本实用新型一种高强度螺栓副扭矩系数检测装置的执行机构结构示意图。
图2是本实用新型一种高强度螺栓副扭矩系数检测装置参数检测与控制机构工作原理图。
图3是本实用新型一种高强度螺栓副扭矩系数检测装置传感器信号单片机数据采集处理工作原理图。
图4是本实用新型一种高强度螺栓副扭矩系数检测装置扭矩和转角信号输入捕捉工作原理图。
图5是本实用新型一种高强度螺栓副扭矩系数检测装置数据采集时序图。
具体实施方式
实施例1:
本实用新型的高强度螺栓副扭矩系数检测装置,包括执行机构和参数检测与控制机构,其中,所述的执行机构包括一个油泵、一个液压马达、一个扭矩传感器、一个角度传感器、一个轴力传感器、一个花键连接副和一个被测螺栓副,所述的参数检测与控制机构包括单片机和工业计算机,所述的执行机构和所述的参数检测与控制机构之间设置有通讯链路。
进一步的,所述的油泵与所述的液压马达相连,所述的扭矩传感器和所述的角度传感器集成于一体,所述的液压马达通过所述的扭矩传感器、所述的角度传感器、所述的花键连接副与所述的被测螺栓副的螺母连接,所述的被测螺栓副的另一端与所述的轴力传感器连接。
进一步的,所述的单片机与所述的工业计算机通过USB—CAN总线模块进行数据通讯。
本实用新型的工作原理是:
利用扭矩传感器采集扭矩信号,利用角度传感器采集转角信号,利用轴力传感器采集轴力信号,并且扭矩信号、角度信号、轴力信号为实时同步采集,将采集到的扭矩信号、转角信号、轴力信号通过信号处理电路处理后传递到单片机,单片机利用接收到的信号计算扭矩系数并通过USB—CAN总线模块将计算出的扭矩系数传送到工业计算机进行在线显示、记录和存储。
具体的,在本实用新型的一个优选实施例中,通过电机驱动油泵工作,建立一个稳定的液压泵站,油泵与液压马达连接,为液压马达提供液压油源。
扭矩传感器采用应变片式非接触扭矩传感器,角度传感器采用光栅式角位移传感器,轴力传感器采用应变式拉力传感器,液压马达通过扭矩传感器、角度传感器和花键连接副与被测螺栓副的螺母连接,被测螺栓副另一端和轴力传感器连接。
具体的,参数检测与控制机构中的单片机采用InfineonXC164CS,该单片机为带有串行外设接口、数字输出接口、捕获比较接口、模数转换接口、CAN总线接口的芯片,单片机通过USB—CAN总线接口与工业计算机进行数据通讯。
同时,单片机控制液压马达的正转、反转和停止,实现螺栓螺帽的自动拧紧、自动拧松和停止等工作。
本实施例的工作过程如下:
通过电机驱动油泵工作,通过溢流阀设定油泵的压力,建立一个稳定的液压泵站,为液压马达工作提供液压油源。
液压马达通过扭矩传感器和花键连接副与被测螺栓副的螺母连接,被测螺栓副另一端和轴力传感器连接
,单片机控制液压马达进油油路实现液压马达正转、反转和停止进而实现螺栓螺帽的自动拧紧、自动拧松和停止等工作,液压马达工作转速为10r/min。
单片机具有以下3种工作模式:
模式1:
螺栓拧紧的最大扭矩控制模式,即螺栓拧紧时扭矩达到设定值时停止拧紧,采集扭矩和轴力并计算螺栓连接副扭矩系数;
模式2:
螺栓拧紧的最大紧固轴力控制模式,即螺栓拧紧时紧固轴力达到设定值时停止拧紧,采集扭矩和轴力并计算螺栓连接副扭矩系数;
模式3:
螺栓拧紧的最大转角控制模式,即螺栓拧紧过程中,以设定的预紧轴力为转角的起点(即零点),在旋转螺帽一定的角度,采集扭矩和轴力并计算螺栓连接副扭矩系数。
工业计算机可对单片机工作模式进行设定,实现上述3种工作模式,满足不同测试标准的需求。
设定好工作模式后,进行信号的采集与处理。
扭矩传感器与角度传感器集成于一体。
扭矩传感器采集与扭矩线性相关的TTL电平方波频率信号(5-15KHz),角度传感器采集轴旋转1周输出的1440个脉冲信号。
扭矩信号和转角信号都是频率信号,用XC164CS单片机对频率信号进行输入捕捉。
本实用新型采用采样时间周期定时和脉冲输入信号时间捕捉相结合的方法,对扭矩信号和转角信号进行数据处理。
利用单片机的CCU60的输入捕获功能对扭矩信号进行采集
,CCU60工作在输入捕捉模式。
扭矩传感器信号单片机数据采集与处理工作原理图如图4(a)所示。
利用单片机的CCU61的输入捕获功能对转角信号进行采集,CCU61工作在输入捕捉模式,轴力小于所设定的预紧力时,每次输入捕捉中断计数置零,一旦大于所设定的预紧力后,每次输入捕捉中断时次数加1。
转角传感器信号单片机数据采集与处理工作原理图如图4(b)所示。
轴力传感器连接到被测螺栓副的另一端,采集轴力信号。
轴力信号是模拟信号,通过XC164CS单片机的A/D转换进行采集。
轴力信号、扭矩信号和转角信号为实时同步采集。
根据系统设定的工作模式,通过扭矩信号、转角信号或轴力信号中的任意一种信号同步采集另外2个参数数据。
单片机经过数据处理后,计算出螺栓连接副的扭矩系数,通过CAN总线把测试结果传送到工业就算计机进行数据和曲线显示、存储、打印。
工业计算机可实时监测螺栓拧紧时的扭矩、螺栓拧紧时的紧固轴力、、螺栓拧紧时的转角。
工业计算机对测试数据进行数据处理,自动建立测试结果数据库并可以对数据库根据时间索引和螺栓编号索引进行检索,显示测试数据。
说明书附图
图1
图2
CCU61
图3
图4
图5
(本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!
)
 升级会员
升级会员 