产品方案及其技术条件.docx
《产品方案及其技术条件.docx》由会员分享,可在线阅读,更多相关《产品方案及其技术条件.docx(14页珍藏版)》请在冰豆网上搜索。
产品方案及其技术条件
产品方案及其技术条件
2.1产品方案
2.1.1产品种类
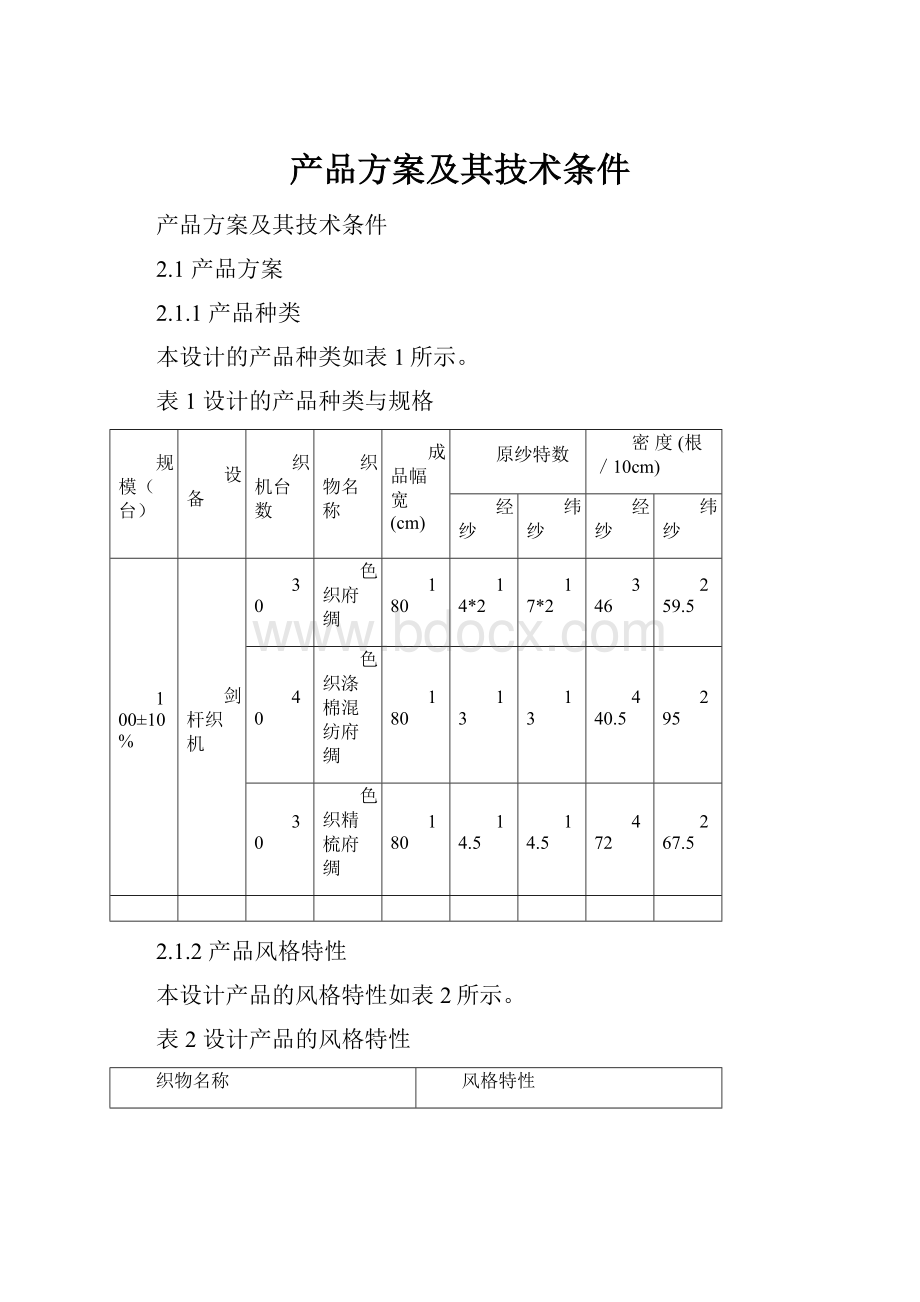
本设计的产品种类如表1所示。
表1设计的产品种类与规格
规模(台)
设备
织机台数
织物名称
成品幅宽(cm)
原纱特数
密度(根/10cm)
经纱
纬纱
经纱
纬纱
100±10%
剑杆织机
30
色织府绸
180
14*2
17*2
346
259.5
40
色织涤棉混纺府绸
180
13
13
440.5
295
30
色织精梳府绸
180
14.5
14.5
472
267.5
2.1.2产品风格特性
本设计产品的风格特性如表2所示。
表2设计产品的风格特性
织物名称
风格特性
色织府绸
高经密、低纬密。
布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔软滑糯
色织涤棉混纺府绸
高经密、低纬密。
布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔软滑糯,尺寸稳定,缩水率小,挺拔、不易皱折、易洗、快干
色织精梳府绸
高经密、低纬密。
布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔软滑糯
2.2主要技术条件
织物主要技术条件如表3所示。
表3织物主要技术条件
织物名称
色织府绸
色织涤棉混纺府绸
色织精梳府绸
织物组织
平纹
平纹
平纹
织物边组织
2/2斜纹
2/2斜纹
2/2斜纹
布宽(cm)
180
180
180
一匹布的长度(m)
40
40
40
一匹布的重量(kg)
纱别
经纱特数(tex/S)
14*2
13
14.5
纬纱特数(tex/S)
17*2
13
14.5
密度
经纱(根/10cm)
346
440.5
472
纬纱(根/10cm)
259.5
295
267.5
经纱根数
地经(根)
边经(根)
总数(根)
捻度
经纱(捻/10cm)
96.2
105.4
90.6
纬纱(捻/10cm)
81.3
100.4
86.6
缩率
经纱(%)
纬纱(%)
伸长率
络经(%)
整经(%)
浆纱(%)
回丝率
经纱(%)
纬纱(%)
每米织物用纱量
经纱重(无浆)(g)
纬纱重(g)
纱总重(g)
1m2织物无浆干重(g)
上浆率(%)
织机开口形式
综框数(页×列)
2*4
2*4
2*4
织物加放率(%)
2.3织物对成纱质量的要求
织物对成纱质量的要求如表4所示。
表4织物组织与织物风格对成纱质量的要求
织物名称
织物组织
风格特性
成纱质量的要求
色织府绸
平纹
高经密、低纬密。
布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔软滑糯
经纬纱线密度相同,或纬纱线密度大于经纱线密度25%左右,经纬纱捻向相反,经纱捻度小,纬纱年度大,原纱要光、洁、匀、牢,即强力高、强力不匀率小、结杂少而小、条干匀、毛羽少
色织涤棉混纺府绸
平纹
高经密、低纬密。
布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔软滑糯。
尺寸稳定,缩水率小,挺拔、不易皱折、易洗、快干
经纬纱线密度相同,或纬纱线密度大于经纱线密度25%左右,经纬纱捻向相反,经纱捻度小,纬纱年度大,原纱要光、洁、匀、牢,即强力高、强力不匀率小、结杂少而小、条干匀、毛羽少
色织精梳府绸
平纹
高经密、低纬密。
布面洁净平整,质地细致,粒纹饱满,光泽莹润柔和,手感柔,滑糯
经纬纱线密度相同,或纬纱线密度大于经纱线密度25%左右,经纬纱捻向相反,经纱捻度小,纬纱年度大,原纱要光、洁、匀、牢,即强力高、强力不匀率小、结杂少而小、条干匀、毛羽少
2.4原料选配
2.4.1原棉选配
(一)由于此次的色织府绸、色织精梳府绸产品均为府绸并且是细号精梳棉纱,所以成纱质量要求较高,要求纱线条干均匀,棉结杂质少,选择色泽洁白、品级较高(1.5~2.8级),成熟度适中、纤维特数和强力较高、纤维较长(30~29mm),整齐度较好和杂质疵点较少的原棉。
(二)此次的色织涤棉混纺府绸产品为府绸并且是细号精梳涤棉混纺纱,采用长绒棉或细绒棉混纺用。
一般选配纤维特数小、成熟度好、含杂较少、单纤维强力较高、含短绒较少、轧工好的原棉,以减少棉结。
2.4.2化纤选配
此次的色织涤棉混纺府绸产品为府绸并且是细号精梳涤棉混纺纱,选择棉型化纤长度一般为35~38mm,线密度选用0.16tex,化纤细度与棉纤维接近。
并且选配化纤时,质量差异应尽量小,主体成分要突出,可选用一两种可纺性较好的纤维作为主体成分,含量占总量的60%~80%,化纤原料成分改变的接替(替换)时,调动要勤,调量要小。
此外,纤维染色性差异应尽量减少。
附
(一):
(1)按纱线特数选配原棉
表1-1配棉方案表
配棉类别
主要品种
配棉平均品级
配棉平均长度
特细号(11tex以下)
特
6tex以下精梳棉纱、特种用纱等
长绒棉、新疆棉、苏丹棉
长绒棉
甲
6~10tex精梳纱,精梳全线府绸,粗疏全线卡其,高档薄织物,高档手帕,高档针织品,绣花线,特种用纱等
长绒棉或1.5~2级
长绒棉或31~33mm
细号(11~20tex)
特
11~20tex精数纱,精梳府绸,精梳横贡,高密度织物,提花织物,高档汗衫,涤棉混纺等
长绒棉或1.5~2级
30±1mm
甲
府绸,半线府绸,半线直贡,羽绸,色织被单,丝光平绒,割绒,汗衫,棉毛衫,木沙团,染色要求高的产品等
2.1~2.6级
30±1mm
乙
平布,麻纱,斜纹,直贡,半线织物(平布,哔叽,华达呢,卡其)的经纱,细帆布,漂布,印花布等
2.3~2.8级
29±1mm
中号(21~32tex)
甲
府绸,纱罗,灯芯绒纬纱,割绒,织布起绒,针织起绒,汗衫,棉毛衫,薄型卫生衫,深色布,轧光和染色要求高的产品等
2.3~2.8级
28±1mm
乙
平布,毛巾,斜纹,哔叽,华达呢,卡其,直贡,半线织物(平布,哔叽,华达呢,卡其)的纬纱,色织,被单,中帆布,鞋布,原色布等
2.5~3.0级
28±1mm
丙
色纱,漂布,印花布,劳动布,蚊帐布,粉袋布,夹里布
3.0~3.5级
27±1mm
中号(21~32tex)
甲
高档粗平布,府绸,半线织物(平布,华达呢,卡其)的纬纱,被单,织布起绒,深色布,针织起绒等
2.6~3.1级
26±1mm
乙
平布,斜纹,哔叽,华达呢,卡其,直贡,印花布等
3.0~3.8级
26±1mm
丙
工作服,粉袋布,底布,粗帆布,毛巾,劳动手套等
4.1~4.8级
26±1mm
①特细号纱线:
特细号纱线都用于极高档的精细产品,成纱质量要求很高,纱线截面中纤维根数很少,纤维根数差异对纱线强力和条干影响极显著,因此均选配长绒棉、新疆棉和苏丹棉,或品级为1.5~2级、长度为31~33mm的棉。
②细号纱线:
细号纱线都用于高档织物或股线,成纱质量要求较高。
应选择色泽洁白、品级较高(1.5~2.8级),成熟度适中、纤维特数和强力较高、纤维较长(30~29mm),整齐度较好和杂质疵点较少的原棉。
③中号纱线:
中号纱线的质量一般低于细特纱。
可选用色泽略次、品级稍低(2.3~3.5级)、成熟度和纤维特数一半、纤维长度较短(27~28mm)、杂质疵点较少的原棉。
④粗号纱线:
粗号纱线的质量一般要求较低。
可选用一般质量原棉,品级2.6~4.8级、长度26mm左右,或适当搭配部分低级棉和再生棉。
(2)按纱线用途和加工工艺选配原棉
①精梳棉纱:
精梳棉纱多用于高档产品,要求纱线条干均匀,棉结杂质少。
应选择色泽乳白、品级高、纤维成熟度适中,纤维特数和强力较高、纤维较长、棉结杂质少的原棉。
②梳棉纱:
梳棉纱多用于中档产品,纱线质量要求不如精梳纱高。
所选原棉的各项物理指标均可适当低于精梳纱。
③机织用纱:
经纱在准备和织造过程中要经受反复摩擦和较大张力。
因此,对其强力要求应高于纬纱,特别是细特纱、高经/纬密的单纱织物或纬密较高的织物,对纱线强力要求更高。
应选配成熟度适中,纤维特数小和强力较高,纤维长度较长的原棉。
纬纱的加工流程较短,清除疵点机会少。
要求纬纱应具有较均匀的条干和棉结杂质疵点较少。
选配成熟度好、色泽洁白、品级较高、杂质疵点较少、纤维特数大和长度较短的原棉。
直接纬纱的原棉品级应比经纱为高。
④针织用纱:
针织纱要求条干均匀、棉结杂质少、强力高、色泽好、手感柔软。
应选配色泽乳白、成熟度失重、纤维特数小和强力较高、整齐度较好、短绒较少的原棉。
⑤色布用纱:
一般浅色织物,对条干、结杂等外观要求较高。
可选配成熟度较好,品级较高、杂质疵点和短绒较少的原棉。
印花及漂白布,在加工中可使一些布面疵点有所改善,可混用一些品级稍低、杂质稍多的原棉。
深色织物,因其色调较深,原棉的色泽要求低,但白星宜少,应选配成熟度好、僵棉死纤维少的原棉。
⑥混纺织物用纱:
棉与化纤混纺时,细特和高特精梳纱,常采用长绒棉或细绒棉,中特纱混纺用原棉以细绒棉为主。
一般选配纤维特数小、成熟度好、含杂较少、单纤维强力较高、含短绒较少、轧工好的原棉,以减少棉结。
附
(二):
化学纤维可纯纺,也可与天然纤维或其他化学纤维混纺。
化学纤维选配的目的在于改善纤维纺纱性能,提高织物的服用性能,降低产品成本,提高产品质量,增加产品品种。
纤维性能选配时,棉型化纤长度一般为35~38mm,线密度为0.13~0.17tex。
为了提高成纱强力,特种高强纱线可选用0.12tex,粗特纱选用0.13~0.14tex,细特纱选用0.16tex,中特纱选用0.17tex左右。
即纱线密度越低,选配化纤应越细。
中长型化纤,纤维长度为51~75mm,线密度为0.22~0.33tex。
纤维长度长,成纱中纤维强力利用率高,成纱强力好。
化纤越细,同特纱截面内纤维根数越多,强力越大,成纱条干越均匀,但纤维过细易产生棉结,影响织物风格。
化纤粗,刚性增加,织物毛型感较好。
与棉混纺时,化纤细度与棉纤维接近。
选配化纤时,质量差异应尽量小,主体成分要突出,可选用一两种可纺性较好的纤维作为主体成分,含量占总量的60%~80%,化纤原料成分改变的接替(替换)时,调动要勤,调量要小。
此外,纤维染色性差异应尽量减少。
第3章工艺流程和设备型号
3.1纺纱工艺流程和设备选型
(1)色织府绸纺纱工艺流程图
(2)色织涤棉混纺纺纱工艺流程图
(3)色织精梳府绸纺纱工艺流程图
3.2织布工艺流程和设备选型
剑杆织机织布工艺流程图
3.3主要设备性能介绍
(一)纺纱工艺主要设备性能介绍
(1)FA141型清棉机主要性能
FA141型清棉机单打手成卷机的主要特点为自动落卷、自动生头、气动加压、滚动轴承化。
纤维卷加压采用压卷罗拉外加压方式,玻璃钢棉卷扦直接生头,并配用MGZ-50型棉卷称,称量稳定。
适纺纤维范围广。
(2)FA201B型梳棉机主要性能
FA201B型梳棉机采用变频器实现道夫无级调速,设前后盖板及刺辊分梳板、机上四点连续吸,系统间歇吸。
(3)FA313型并条机主要性能
FA313型并条机采用四上四下配置,另附有导向辊、压力辊双区曲线牵伸,压力棒前后位置可以调节,以适纺不同品种和不同长度的纤维,调好的压力棒位置,在高速牵伸过程中不会走动,以提高棉条质量和均匀度。
采用变频调速,采用微电脑操作面板。
(4)FA261A型精梳机主要性能
FA261A型精梳机采用三上五下曲线牵伸,加强对后区纤维运动的控制,提高了精梳条均匀度,牵伸与圈条间配备输送带,降低了意外牵伸。
上下钳板座与连杆均采用铝合金压铸成形,重量轻,振动小。
(5)FA425粗纱机主要性能
FA425粗纱机,锭距220mm,采用四上四下双短皮圈或三上三下双短皮圈牵伸。
取消了成形机构、上下锥轮及皮带控制等装置,运用变频调速技术,由主电动机和变速电动机分别独立传动,由微电脑进行同步控制,做到了恒张力纺纱。
(6)FA506型细纱机主要性能
FA506型细纱机主传动采用双速电动机或变频调速,采用同步齿形带,能有效降低噪音。
升降凸轮转子的位置可调,适应纲领板升降短动程改变。
采用位叉机构,实现导纱板变程升降。
采用可编程序控制纺纱过程。
(7)FA705A型并纱机主要性能
FA705A型并纱机装有PLC控制器,可实现参数集体设置,机上配备电子断纱自停、单锭计长、定长满管自停装置。
机上的显示屏可显示每锭班产、槽筒转速、巻绕速度。
机上的电气防叠装置,可按要求设定通断电时间。
该机生产的筒子可供给倍捻机所需。
(二)织布工艺主要设备性能介绍
(1)AUTOCONER338型自动络筒机主要性能
AUTOCONER-338型自动络筒机是国外第三代自动络筒机代表之一,是德国赐来福公司在原有的238型自动络筒机基础上开发研制的。
该设备采用单锭伺服电机直接驱动槽筒,配备有可调节的气圈控制器、张力传感器和电磁式张力盘,对纱线退绕到卷绕全过程进行监控和调节,从而使生产效率及卷装质量达到新的水平。
Autoconer338型的自动纱线控制装置(Autotense)及意大利ORION型都采用闭环控制系统。
张力传感器安装在卷绕纱络的清纱器上端槽筒附近,瞬时检测纱线退绕过程中动态张力的变化值并及时通过电子计算机进行相应调节。
当纱线张力变化时,传感器中的弹性元件发生变位,改变输出的电流或电压数据。
此信号传输到单锭电脑中,经计算机处理后,将需调整的信号再传输给张力器,张力器中的电磁加压则根据输人数据大小使压力增减,用以调节补偿,使络纱张力趋向恒定。
(2)GA162E型阔幅分条整经机主要性能
GAl62型高速分条整经机是江苏射阳纺织机械厂生产的新型高速准备机械,是在消化国外先进技术的基础上,采用国外配套件和国产先进通用件,自主设计生产的新型分条整经设备,可用于毛织、色织、丝织、棉织、针织等行业。
(3)CGGA114F型阔幅分批整经机主要性能
它具有国际先进水平的新型高速整经机。
它能提高产量质量,并满足无梭织机的使用要求,是目前纺织厂更新换代的产品。
(4)G142G/H型阔幅浆经机主要性能
该机适用于棉、涤棉、混纺、麻等短纤织物的上浆;整机传动变频调速,车速2-60m/min;卷绕采用PUX3无级变速器烘房采用全烘筒烘燥,节约能源,维护方便;采用双层经轴架,自动控制退绕张力恒定,浆槽双浸双压,最大压力15KN,且线性加压;触摸屏界面设定、控制主要工艺参数,全机气动完成各动作;价格便宜,性能优越,是单浆槽设备的最佳选择。
(5)新龙挠性剑杆织机主要性能
新龙挠性剑杆织机是中国纺织机械股份有限公司在和意大利NUOVOPIGNONE合作生产FAST剑杆织机的基础上,根据国内用户的实际需求改进开发的经济型中高档剑杆织机。
新龙剑杆织机是一种分离筘座式挠性剑杆织机。
其机械构造高度精确,机器调整稳定,操作合理简单,保养工作少,且具有人机工程特点。
新龙剑杆织机具有广泛的适应性,适用于棉纱或合成纱、精梳毛纱、长丝的织造,能织造毛和精纺毛织物,轻薄和中厚棉织物,斜纹棉织物和灯芯绒织物,以及人造丝、合成纤维丝、真丝等织物。
(6)GA801-200型阔幅验布机主要性能
该机适用于棉纺织厂坯布车间,用于检验及修理织物上的疵点,并依此判定织物的等级。
该机采用三相交流电动机经减速箱,由三角皮带传动导布辊,再经导布辊一对齿轮传动摆布架。
控制装置为脚踏式开关直接控制电动机正反运转,从而达到布退布进的目的。
本机设计上有上、下灯光,台面成45°倾斜,金属结构台面,框镶嵌白色磨砂玻璃。
本机采用滚动轴承传动,动转平稳,动作可靠,噪音低,外形设计新颖合理,操作方便。
(7)G321型刷布机主要性能
本机用于清除布面的棉结和杂质,使布面光洁美观,是棉纺厂整理车间的验布与折布之间的整理工艺设备。
采用高强度无缝钢管包玻璃钢制做刷布辊和牵引辊替代了木制辊,提高了整机刚性,增加了机器寿命;全机滑动轴承改为滚动轴承,使机器运转更为灵活、轻便平稳,大大降低了能耗。
(8)GA841-200型折布机主要性能
本机适用于纺织厂、印染厂布匹折叠成匹之用。
结构特点:
具有自动计长装置(选用);自动出布省时省力、码米任意设定;一次成型折布刀,运行稳定、重量轻、刚性好,幅宽时更具优势;折幅精确。
 升级会员
升级会员 