一平板对接焊.docx
《一平板对接焊.docx》由会员分享,可在线阅读,更多相关《一平板对接焊.docx(8页珍藏版)》请在冰豆网上搜索。
一平板对接焊
一-平板对接焊
一平板对接焊
焊条电弧焊工艺代号SMAW
1焊接前准备
1.1焊接设备
1.1.1焊机
山大奥太ZX7-400S逆变式直流弧焊机。
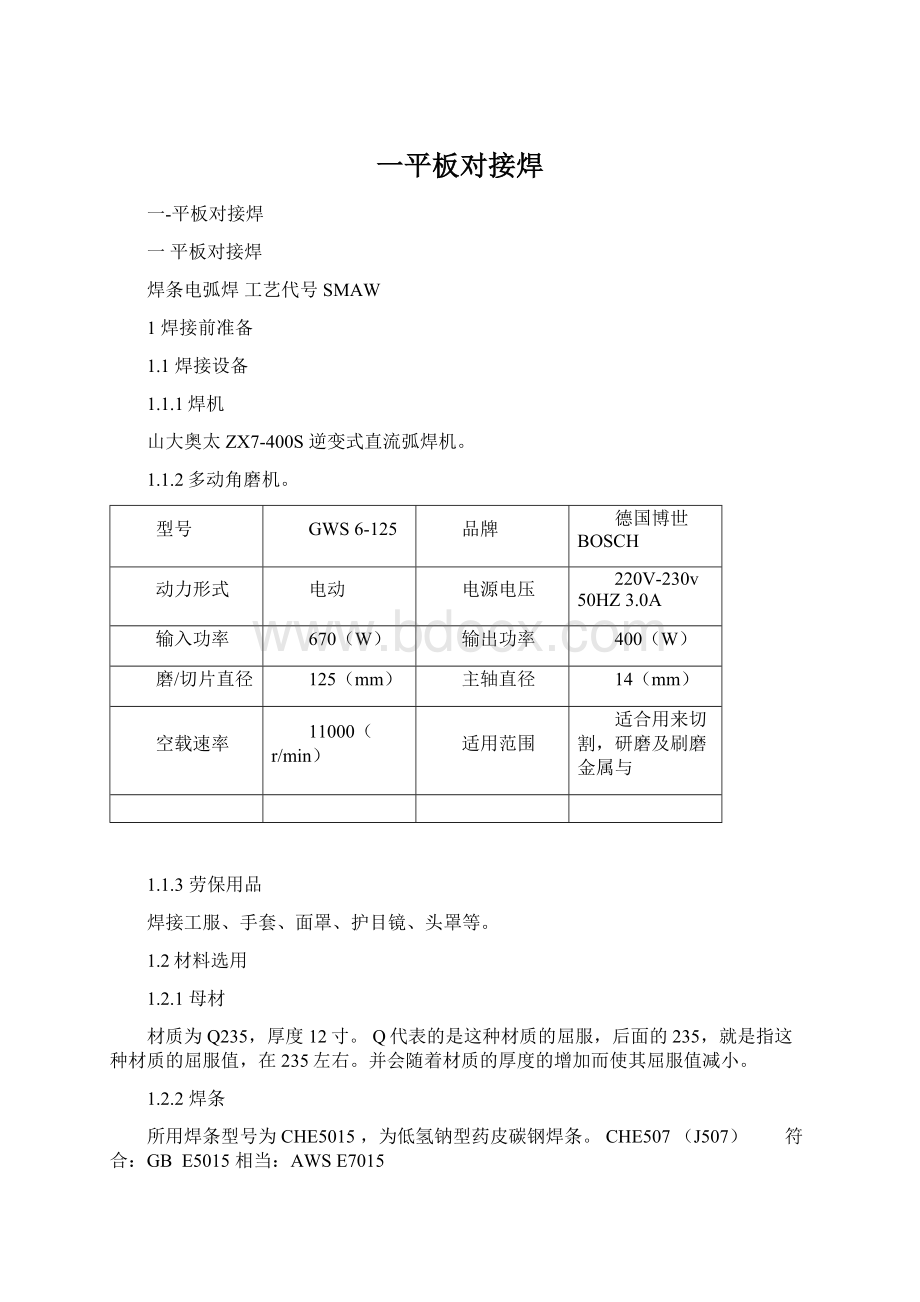
1.1.2多动角磨机。
型号
GWS6-125
品牌
德国博世BOSCH
动力形式
电动
电源电压
220V-230v50HZ3.0A
输入功率
670(W)
输出功率
400(W)
磨/切片直径
125(mm)
主轴直径
14(mm)
空载速率
11000(r/min)
适用范围
适合用来切割,研磨及刷磨金属与
1.1.3劳保用品
焊接工服、手套、面罩、护目镜、头罩等。
1.2材料选用
1.2.1母材
材质为Q235,厚度12寸。
Q代表的是这种材质的屈服,后面的235,就是指这种材质的屈服值,在235左右。
并会随着材质的厚度的增加而使其屈服值减小。
1.2.2焊条
所用焊条型号为CHE5015,为低氢钠型药皮碳钢焊条。
CHE507(J507) 符合:
GB E5015相当:
AWSE7015
说明:
CHE507是低氢钠型药皮的碳钢焊条,可进行全位置焊接。
用途:
适用于碳钢或低合金钢如16Mn及船舶用A、B、D、E级钢,所建造的船舶主要构件以及锅炉、压力容器、管道等重要钢结构件的焊接。
熔敷金属化学成份(%):
C
Mn*
Si
S
P
Cr*
Ni*
Mo*
V*
—
≤1.60
≤0.75
≤0.035
≤0.040
≤0.20
≤0.30
≤0.30
≤0.08
带*元素总量≤1.75%
熔敷金属力学性能:
抗拉强度
(бb)MPa
屈服点
(бs)MPa
伸长率(δ5)
%
冲击功Akv(J)
-30℃
≥490
≥400
≥22
≥27
药皮含水量≤0.6%
X射线探伤要求:
Ⅰ级。
根据焊条尺寸选择合适的电流。
1.3坡口制备及组对
1.3.1焊接坡口。
为保证焊透,需开一定形状的坡口。
焊件厚度少于6mm时,只在接头处留一定的间隙就能焊透。
对接接头是最常用的一种形式。
本次培训开V型坡口。
1.3.2坡口清理
施焊前焊工应检查坡口表面,不得有裂纹、分层、夹杂等缺陷,应清除焊接接头的内外坡口表面及坡口两侧母材表面至少20mm范围内的氧化物、油污、熔渣及其它有害物质。
1.4定位焊
使用卡具定位或直接在坡口内点焊的方法进行焊接接头的组对,组对时应保证在焊接过程中焊点不得开裂,并不影响底层焊缝的施焊;控制对口错边量、组对间隙及棱角度等参数。
对接间隙要求一端为3.2mm,一端为4.0mm。
钝边为1.0—1.5mm。
这是为了考虑焊板受热不均,因温差而变形。
为此也要进行反变形处理。
2焊接参数的选择
2.1、焊接电源种类和极性的选择
焊接电源种类:
交流、直流
极性选择:
正接、反接
正接:
焊件接电源正极,焊条接电源负极的接线方法。
反接:
焊件接电源负极,焊条接电源正极的接线方法。
极性选择原则:
碱性焊条常采用直流反接,否则,电弧燃烧不稳定,
飞溅严重,噪声大,酸性焊条使用直流电源时通常采用直流正接。
本次培训采用直流反接。
2.2、焊条直径的选择
2.2.1焊条直径与焊件厚度的关系
可根据焊件厚度进行选择。
一般厚度越大,选用的焊条直径越粗,焊条直径与焊件的关系见下表:
焊件厚度(mm)
1.5—1.2
2.5—3.0
3.5—5.0
5.0—8.0
8.0—12.0
≥13
焊条直径(mm)
1.6—2.0
2.5
3.2
3.2—4.0
4.0—5.0
4.0—6.0
2.2.2焊条尺寸与焊接电流的关系
参考电流:
(DC+)
焊条直径(mm)
2.0
2.5
3.2
4.0
5.0
5.8
焊条长度(mm)
300
300
350
400
400
400
焊接电流(A)
50-80
70-110
100-140
140-180
180-230
220-260
注意事项:
1.焊前焊条须经350℃烘焙1小时,随烘随用。
2.焊前必须对焊件清除油、锈、水分等杂质。
3.采用短弧操作,窄道焊方法。
2.3、焊接电流的选择
选择焊接电流时,要考虑的因素很多,如:
焊条直径、药皮类型、工件厚度、接头类型、焊接位置、焊道层次等。
但主要由焊条直径、焊接位置、焊道层次来决定。
(1)焊条直径焊条直径越粗,焊接电流越大。
下表1-4供参考
焊条直径(mm)与;焊接电流(A)的关系;
焊条直径(mm)
1.6
2.0
2.5
3.2
4.0
5.0
6.0
焊接电流(A)
25-40
40-60
50-80
100-130
160-210
200-270
260-300
表1-4
(2)焊接位置处于平焊的位置时,可选择偏大一些焊接电流。
处于横、立、仰焊位置时,焊接电流应比平焊位置小10~20%。
角焊电流比平焊电流稍大一些。
(3)焊道层次
打底及单面焊双面成型,使用的电流要小一些。
碱性焊条选用的焊接电流比酸性焊条小10%左右。
不锈钢焊条比碳钢焊条选用的焊接电流小()左右等。
总之,电流过大过小都易产生焊接缺陷。
电流过大时,焊条易发红,使药皮变质,而且易造成咬边、弧坑等到缺陷,同时还会使焊缝过热,促使晶粒粗大。
2.4电弧电压
电弧电压主要决定于弧长。
电弧长,则电弧电压高;反之,则低。
在焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接。
所谓短弧是指弧长焊条直径的0.5~1.0倍,超过这个限度即为长弧。
碱性焊条的电弧长度不超过焊条直径,为焊条直径的一半为好,尽可能的选择短弧焊;酸性焊条的电弧长度应等于焊条直径
2.5焊接速度
在保证焊缝所要求尺寸和质量的前提下,由操作者灵活掌握。
速度过慢,热影响区加宽,晶粒粗大,变形也大;速度过快,易造成未焊透,未熔合,焊缝成型不良好等缺陷。
速度以及电压与焊工的运条习惯有关,不用强制要求,但是根据经验公式,可知当电流小于600A时,电压取20+0.04I。
当电流大于600A时电压取44V。
3焊接操作
3.1平焊
3.1.1打底焊。
单面焊双面成型。
此阶段对坡口要求较高,尤其是钝边。
太大,不容易焊透,太小又容易焊穿。
焊接过程中采用U型,锯齿也可以。
关键是要保证熔池饱满,均匀,溶洞尺寸稍大于两焊板间隙大小,背面成形就美观。
电流在75A左右。
3.1.2填充焊。
可以两次或者三次。
基本要求是两边高中间低,最起码也是平的,这样盖面才美观。
电流120A左右。
3.1.3盖面焊。
盖面焊外表要求焊缝饱满,高度一致,成纹细密,不能出现气孔,加渣,避免伤害坡口表面边缘线。
电流比填充低5A。
3.2立焊
立焊也包括打底,填充,盖面。
3.2.1打底。
可以断弧,亦可连弧。
一般实际工作中采用连弧,这样可以提高工作效率。
断弧焊从一侧上方引弧,下拉至弧洞处摆动至另一侧,上挑灭弧。
然后从这一侧引弧,另一侧灭弧,重复此类动作。
范围不必太大,划小月牙即可。
当换下一根焊条时,从下端引弧,烧至弧坑处来回多停留几次,以免后面产生深坑。
连弧保证熔池就好。
断弧电流99A左右,连弧77A左右。
3.2.2填充。
填充可以一次,亦可两次。
两侧多做停留,保证烧到位,尽量往坡口根部烧。
焊接中保证熔池成长椭圆形。
填充高度以低于母材0.5mm为宜。
填充电流92A左右。
3.2.3盖面。
盖面基本要求一致,电流在95A左右。
3.3横焊
横焊也可断弧或连弧。
一般焊接顺序是由右至左,亦可从左向右。
3.3.1打底焊
若坡口间隙太小可适当加大电流至85A。
横焊打底易出现的情况是背面焊缝易出现上面咬边,焊不透和下坠。
3.3.2填充焊
填充之前应彻底打磨,将气孔或凹坑打磨掉。
一般添两层,第一层一道,第二层两道,也可以按照坡口大小选择用几道。
3.3.3盖面焊
横焊时铁水和熔渣受重力作用,容易造成未熔合及层间加渣,并且在上坡口面产生咬边情况。
焊接位置
具体
要求
平焊
立焊
横焊
母材
材质为Q235,为低合金钢(C<0.2%)。
形式为v型坡口对接焊。
焊件厚度为12mm。
组对间隙为3.2-4.0mm,钝边留为1-1.5mm。
全部为平板对接焊。
焊条
所用焊条型号为CHE5015,为低氢钠型药皮碳钢焊条。
直径为3.2mm。
CHE507(J507) 符合:
GB E5015相当:
AWSE7015
 升级会员
升级会员 