专用榫齿铣电气控制系统设计书.docx
《专用榫齿铣电气控制系统设计书.docx》由会员分享,可在线阅读,更多相关《专用榫齿铣电气控制系统设计书.docx(16页珍藏版)》请在冰豆网上搜索。
专用榫齿铣电气控制系统设计书
专用榫齿铣电气控制系统设计书
第1章引言
1.1选题背景及意义
在自动化控制领域,PLC是一种重要的控制设备。
目前,世界上有200多厂家生产300多品种PLC产品,应用在汽车(23%)、粮食加工(16.4%)、化学/制药(14.6%)、金属/矿山(11.5%)、纸浆/造纸(11.3%)等行业。
为了使各位初学者更方便地了解PLC,本文对PLC的发展、基本结构、配置、应用等基本知识作一简介,以期对各位网友有所帮助。
1.2设计要求及任务
1.2.1设计要求
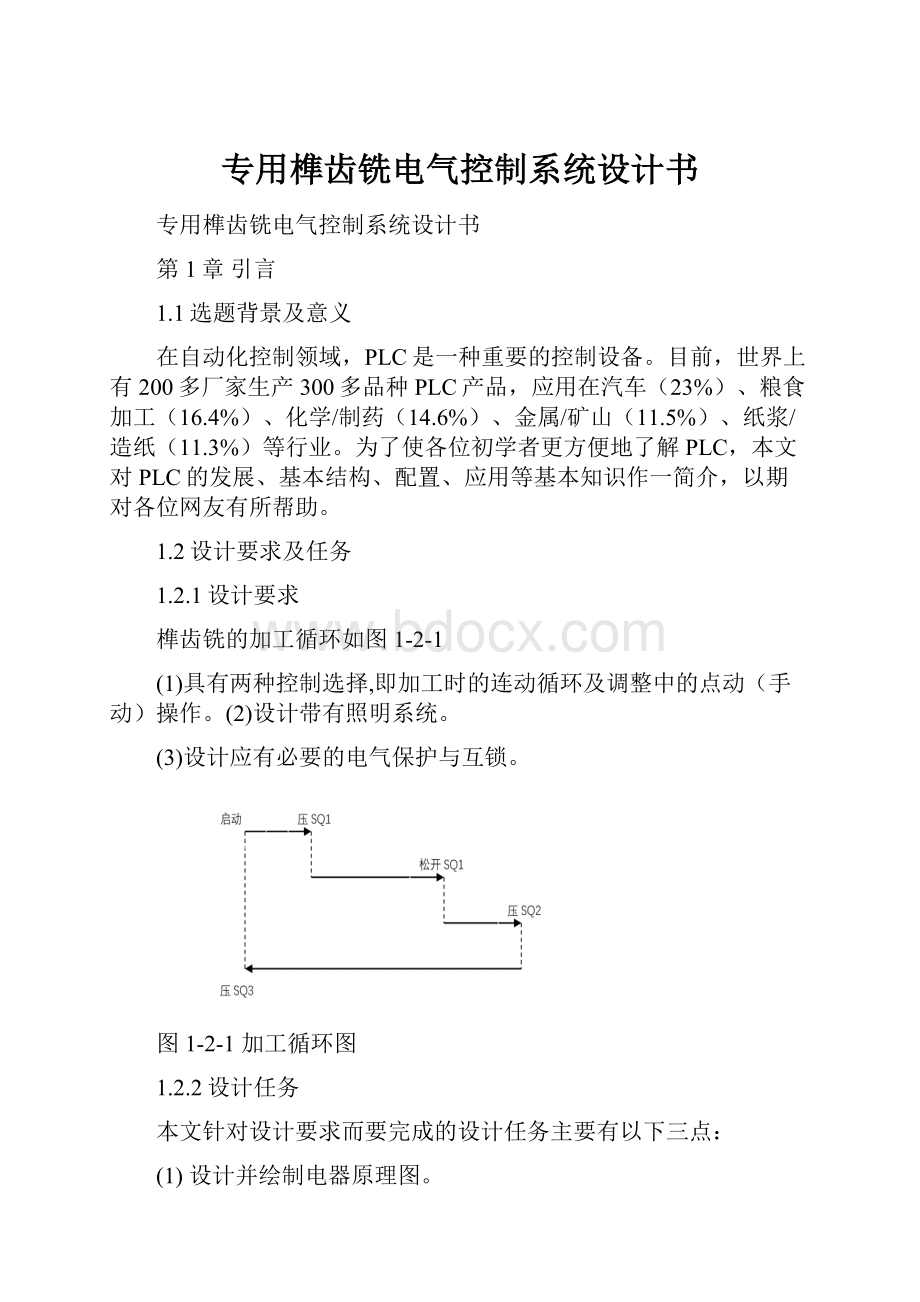
榫齿铣的加工循环如图1-2-1
(1)具有两种控制选择,即加工时的连动循环及调整中的点动(手动)操作。
(2)设计带有照明系统。
(3)设计应有必要的电气保护与互锁。
图1-2-1加工循环图
1.2.2设计任务
本文针对设计要求而要完成的设计任务主要有以下三点:
(1)设计并绘制电器原理图。
(2)选择电器元件及编制元件目录清单。
(3)设计并绘制控制面板布置图。
(4)编制设计论文。
第2章专用榫齿铣电气控制系统设计
2.1根据要求绘制电器原理图
电气原理图是用来表明设备电气的工作原理及各电器元件的作用,相互之间的关系的一种表示方式。
运用电气原理图的方法和技巧,对于分析电气线路,排除机床电路故障是十分有益的。
电气原理图一般由主电路、控制电路、保护、配电电路等几部分组成。
画电气原理图的一般规律如下:
(1)画主电路绘制主电路时,应依规定的电气图形符号用粗实线画出主要控制、保护等用电设备,如断路器、熔断器、变频器、热继电器、电动机等,并依次标明相关的文字符号。
(2)画控制电路控制电路一般是由开关、按钮、信号指示、接触器、继电器的线圈和各种辅助触点构成,无论简单或复杂的控制电路,一般均是由各种典型电路(如延时电路、联锁电路、顺控电路等)组合而成,用以控制主电路中受控设备的“起动”、“运行”、“停止”使主电路中的设备按设计工艺的要求正常工作。
对于简单的控制电路:
只要依据主电路要实现的功能,结合生产工艺要求及设备动作的先、后顺序依次分析,仔细绘制。
对于复杂的控制电路,要按各部分所完成的功能,分割成若干个局部控制电路,然后与典型电路相对照,找出相同之处,本着先简后繁、先易后难的原则逐个画出每个局部环节,再找到各环节的相互关系。
2.1.1主电路电器原理图
榫齿机是用于某型发动机叶片根部榫齿铣削加工的一种高效专用铣床,有四台电动机拖动即:
(1)铣刀主轴拖动电机M1:
主要负责主轴的拖动。
(2)铣刀架工进拖动电机M2:
主要负责刀架的工进拖动。
(3)铣刀架快进拖动电机M3:
主要负责刀架的快进拖动和快退拖动。
(4)冷却泵拖动电机M4:
主要负责冷却泵的拖动。
因此可设计出主电路电气原理图如图2-1-1:
图2-1-1主电路电气原理图
控制电路原理分析:
由图2-1-1可以看出刀开关QS控制整个电路的总电源。
熔断器Fu1在电路中起到保护整个电路防止各电气设备的电流过载或短路时破坏损失的进一步扩大。
将四台电动机并联到电路上以使电动机可以同时启动。
由交流接触器KM1对主轴拖动电机M1进行控制同时又由热继电器FR1对主轴拖动电机M1进行保护;由交流接触器KM2对铣刀架工进拖动电机M2进行控制同时又由热继电器FR2对铣刀架工进拖动电机M2进行保护;由交流接触器KM3对铣刀架快进拖动电机M3进行正转控制由交流接触器KM5对铣刀架快进拖动电机M3进行反转控制同时又让交流接触器KM3和KM5构成互锁又由热继电器FR3对铣刀架快进拖动电机M3进行保护;交流接触器KM4对冷却泵拖动电机M4进行控制又由热继电器FR4对冷却泵拖动电机进行保护.
2.1.2控制电路电器原理图
为了便于对设备的维修检测,控制系统一般设有手动自动两种模式。
手动模式控制系统中单台设备的运行,以便对单台设备进行维护检修;自动模式为整套系统按各工艺流程自动完成全部过程。
根据设计要求可设计出控制电路原理图如图2-1-2:
图2-1-2控制电路电气原理图
控制电路原理分析:
当开启榫齿机后,按按钮开关SB2交流接触器自锁KM1铣刀主轴拖动电机M1开始转动从而带动主轴转动,按下开关SB1则铣刀主轴拖动电机M1停转。
按手动选择开关SA则可以设置照明电灯EL的开启或关闭。
按按钮开关SB7交流接触器KM4自锁冷却泵拖动电机M4开始转动带动冷却泵运转工作,按下开关SB6则冷却泵拖动电机M4停转。
当主轴转动后,按按钮SB9中间继电器接通,进入自动控制循环:
铣刀架由铣刀架快进拖动电机M3拖动,当铣刀架行进到指定位置时压行程开关SQ1使铣刀架快进拖动电机M3停转而铣刀架工进拖动电机M2启动带动铣刀架工进,当铣刀架工进一段路径后行程开关SQ1被松开使铣刀架工进拖动电机M2停转而铣刀架快进拖动电机M3再次启动带动铣刀架快进,在铣刀架快进一段路径后压压行程开关SQ2使铣刀架快进拖动电机M3反转带动铣刀架快退,直至回到初始位置压行程开关SQ3使铣刀架快进拖动电机M3反转带动铣刀架快进,从而进入下一个循环。
第3章选择电器元件
3.1主要电器元件的选择
已知的四台电动机的参数为:
M1:
P1=1.5KWn1=960r/min
M2:
P2=1.1KWn2=1440r/min
M3:
P3=1.1KWn3=2855r/min
M4:
P4=120Wn4=2860r/min
以上参数可代入公式
3.1.1熔断器的选择
熔断器是根据电流超过规定值一定时间后,以其自身产生的热量使熔体熔化,从而使电路断开的原理制成的一种电流保护器。
熔断器广泛应用于低压配电系统和控制系统及用电设备中,作为短路和过电流保护,是应用最普遍的保护器件之一。
熔断器是一种过电流保护电器。
熔断器主要由熔体和熔管两个部分及外加填料等组成。
使用时,将熔断器串联于被保护电路中,当被保护电路的电流超过规定值,并经过一定时间后,由熔体自身产生的热量熔断熔体,使电路断开,起到保护的作用。
以金属导体作为熔体而分断电路的电器。
串联于电路中,当过载或短路电流通过熔体时,熔体自身将发热而熔断,从而对电力系统、各种电工设备及家用电器起到保护作用。
具有反时延特性,当过载电流小时,熔断时间长;过载电流大时,熔断时间短。
因此,在一定过载电流范围内至电流恢复正常,熔断器不会熔断,可以继续使用。
熔断器主要由熔体、外壳和支座3部分组成,其中熔体是控制熔断特性的关键元件。
由于各种电器设备都有一定的过载能力,当过载较轻时可以允许较长时间运行,而超过某一过载倍数时,相应要求熔断器在一定时间内熔断。
选择熔断器保护过载和短路,必须了解用电设备的过载特性,使这一特性恰当地处在熔断器秒-安特性的保护范围之内。
选用熔断器的一般原则为:
(1)熔断器的保护特性应与被保护对象的过载特性有良好的配合。
(2)按线路电压等级选用相应等级的熔断器,一般熔断器额定电压不应低与线路额定电压。
(3)根据配电系统中可能出现的最大短路电流,选择具有相应分断能力的熔断器。
(4)各级熔断器应相应配合,一般要求前一级熔体比后一级熔体的额定电流大2~3倍,以免发生越级动作而扩大停电范围。
(5)熔体的额定电流应小于或等于熔断器的额定电流。
熔断器的额定电流与熔体的额定电流不同,某一额定电流等级的熔断器可以装设不同额定电流的熔体。
选择熔断器作线路和设备的保护时,首先要明确选用熔体的规格,然后再根据熔体选择熔断器。
本设计属于对多台电动机负载的短路保护其计算公式为
IFU≥(1.5□2.5)IM+I
注:
其中IM为最大一台电动机的额定电流,I为其余几台电动机总的计算电流。
将设计的数值代入得:
IFU≥(1.5□2.5)*4+2.7+2.6+0.372=13.672
可以选用熔体为15A的熔断
3.1.2热继电器的选择
热继电器是一种电气保护元件。
它是利用电流的热效应来推动动作机构使触头闭合或断开的保护电器,主要用于电动机的过载保护、断相保护、电流不平衡保护以及其他电气设备发热状态时的控制。
由电阻丝做成的热元件,其电阻值较小,工作时将它串接在电动机的主电路中,电阻丝所围绕的双金属片是由两片线膨胀系数不同的金属片压合而成,左端与外壳固定。
当热元件中通过的电流超过其额定值而过热时,由于双金属片的上面一层热膨胀系数小,而下面的大,使双金属片受热后向上弯曲,导致扣板脱扣,扣板在弹簧的拉力下将常闭触点断开。
触点是串接在电动机的控制电路中的,使得控制电路中的接触器的动作线圈断电,从而切断电动机的主电路。
热继电器的基本结构
包括加热元件、主双金属片、动作机构和触头系统以及温度补偿元件。
保护长期工作或间断长期工作的电动机时热继电器的选用计算方法是:
一般情况下,按电动机的额定电流选取,使热继电器的整定值为
(
为电动机的额定工作电流)或选取整定范围的中值为电动机的额定工作电流。
所以将本设计数据代入公式可得:
Iset1=4(A)
Iset2=2.7(A)
Iset3=2.6(A)
Iset4=0.372(A)
所以
FR1可以选用JR16-6/3-5热继电器。
FR2可以选用JR16-4/3-3热继电器
FR3可以选用JR16-4/3-3热继电器
FR4可以选用JR16-1/3-1热继电器
3.1.3交流接触器的选择
在电气设备应用中,为了控制较大电流的通断,需用一种具有很好灭弧能力的开关,这就是交流接触器。
交流接触器是用来频繁控制接通或断开交流主电路的自动控制电器,它不同于刀开关这类手动切换电器,它具有手动切换电器所不能实现的遥控功能,并具有一定的断流能力。
交流接触器不仅能遥控通断电路,还具有欠压、零电压释放保护功能,它具备频繁操作、工作可靠和性能稳定等优点。
交流接触器的结构
接触器主要由电磁机构、触点系统和灭弧装置等主要部件组成。
电磁机构包括吸引线圈、静铁心和动铁心,动铁心与动触点相联。
触头分为主触头和辅助触头,主触头用于通断电流较大的主电路,体积较大,一般由三对常开触头组成;辅助触头用于通断电流较小的控制电路,体积较小,一般由两对常开触头和两对常闭触头组成。
所谓触头的常开和常闭,是指接触器未通电动作前触头的原始状态。
当线圈通电时,静铁芯产生电磁吸力,将动铁芯吸合,由于触头系统是与动铁芯联动的,因此动铁芯带动三条动触片同时运行,触点闭合,从而接通电源。
当线圈断电时,吸力消失,动铁芯联动部分依靠弹簧的反作用力而分离,使主触头断开,切断电源。
交流接触器的选择:
(1)持续运行的设备。
接触器按67-75%算.即100A的交流接触器,只能控制最大额定电流是67-75A以下的设备。
(2)间断运行的设备。
接触器按80%算.即100A的交流接触器,只能控制最大额定电流是80A以下的设备。
(3)反复短时工作的设备。
接触器按116-120%算。
即100A的交流接触器,只能控制最大额定电流是116-120A以下的设备。
本设计被控制设备的运行线路比较简单、所用交接触器数量较少,所以交流接触器吸引线圈的额定电压选用被控设备的电源电压(即380V)。
根据以上交流接触器的选用原则,本设计的交流接触器KM1、KM2、KM4KM3Z、KM3F都选用CJ10-10型号交流接触器。
3.2电器元件目录清单
电器元件的明细表
文字符号
名称
型号
规格
M1
主轴拖动电机
Y100L-6
1.5kw,940r/min
M2
刀架工进拖动电机
Y90S-4
1.1kw,1400r/min
M3
刀架快进快退拖到电机
Y802-2
1.1kw,2825r/min
M4
冷却泵电机
A05612
0.12kw,2800r/min
KM1
交流接触器
CJO-10
线圈电压380V
KM2
交流接触器
CJO-10
线圈电压380V
KM3Z,KM3F
交流接触器
CJO-10
线圈电压380V
KM4
交流接触器
CJO-10
线圈电压380V
TC
变压器
BK-50
50V·A,380V/36V
QS
闸刀开关
HD9
SA
自动手动选择开关
SQ1,SQ2,SQ3
行程开关
JKXK1-311
FU
熔断器
EL
照明灯
A19
交流36V
FR1-FR4
热继电器
JB2-20/3
83号热元件
SB1-SB9
按钮开关
LA10-1
表(3-1)
第4章PLC的选择
根据I/O接线图可知输入点数为6,输出点数为14,所以选择FX2-32MT型PLC,其输入点数为16,输出点为16,扩展模块最大I/O点数为16。
.
I/O接线图:
见附图1
状态转移图:
见附图2
梯形图:
见附图3
指令表:
见附表4
总结
通过这次课程设计,很大提高了自己独立完成某项任务的办事能力,能使大学所学书本上的理论知识与实际很好的结合起来,也能很熟练的操作应用软件和办公自动化软件,了解了写一篇机械论文的步骤和格式,有了这次设计,相信对以后的工作会很有帮助,感觉什么事情都会做的很好的。
此次设计是专用榫齿铣电气控制系统设计,设计中通过经验设计法对其电气控制系统进行本次设计设件,计,并选择电器元合理配置,使其达到最优化。
其后,应用科学的计算方法选用各种型号的电器元件。
最后,对控制面板进行优化设计。
本设计在考虑设计其控制电路和电器元件的选用时,运用经验设计法,是可行的。
此方法电气工程人员易于接受,便于普及、推广。
具有一定的通用性。
对于提高我国的生产装备水平具有现实的意义。
附图1
附图2
附图3
附表4
LD
M8002
SET
S0
STL
S0
LD
X1
SET
S20
STL
S20
OUT
Y1
LD
X2
SET
S21
STL
S21
OUT
Y2
LD
X3
SET
S22
STL
S22
OUT
Y3
LDI
X3
SET
S23
STL
S23
OUT
Y2
LD
X4
SET
S24
STL
S24
OUT
Y4
LD
X5
MPS
ANI
M0
OUT
S20
MPP
AND
M0
OUT
S0
RET
LD
X0
SET
M0
LD
S0
RST
M0
END
参考文献
[1]鲁远栋编著.PLC机电控制系统应用设计技术.北京:
电子工业出版社.2006
[2]钟肇新,范建东编著.可编程控制器原理及应用北京:
华南理工大学出版社.2003.7
[3]汪晓光,孙晓瑛,王艳月编著.可编程序控制器原理及应用.北京:
机械工业出版社.2000
[4]张爱玲,李岚,梅丽风编著.电力拖动与控制.北京:
机械工业出版社.2003.5
[5]吴立新编著.使用电子技术.北京:
机械工业出版社.2003
[6]车长征编著.PLC在步进电机位置控制中的应用.江苏:
江苏电器出版社.2002
[7]章跃,吴建华,戴梅生等编著.机械制造专业英语.北京:
机械工业出版社.2003
[8]齐占庆,王振臣编著.电气控制技术.北京:
机械工业出版社.2002.5
[9]林德杰主编.电气测试技术第2版.北京:
机械工业出版社.2002.6
[10]王兆义主编.可编程控制器教程.北京:
机械工业出版社.2001
[11]扬长能,张兴毅编著.可编程序控制器(PLC)基础及应用.重庆:
重庆大学出版社.1992
[12]宫淑贞,王冬青,徐世许编著.可编程控制器原理及应用.北京:
人民邮电出版社.2002.7
[13]陈立周主编.电气测量第四版.北京:
机械工业出版社.2005
[14]许福玲,陈尧明编著.液压与气压传动(第2版).北京:
机械工业出版社.1991
[15]潘再平,徐裕项编著.电气控制机技术基础.浙江:
浙江大学出版社.2004
 升级会员
升级会员 