V型块制造工艺课程设计.docx
《V型块制造工艺课程设计.docx》由会员分享,可在线阅读,更多相关《V型块制造工艺课程设计.docx(12页珍藏版)》请在冰豆网上搜索。
V型块制造工艺课程设计
一零件分析
二零件毛坯的确定
三制定零件工艺规程
四夹具设计
五零件图
六参考文献
1.零件图的分析
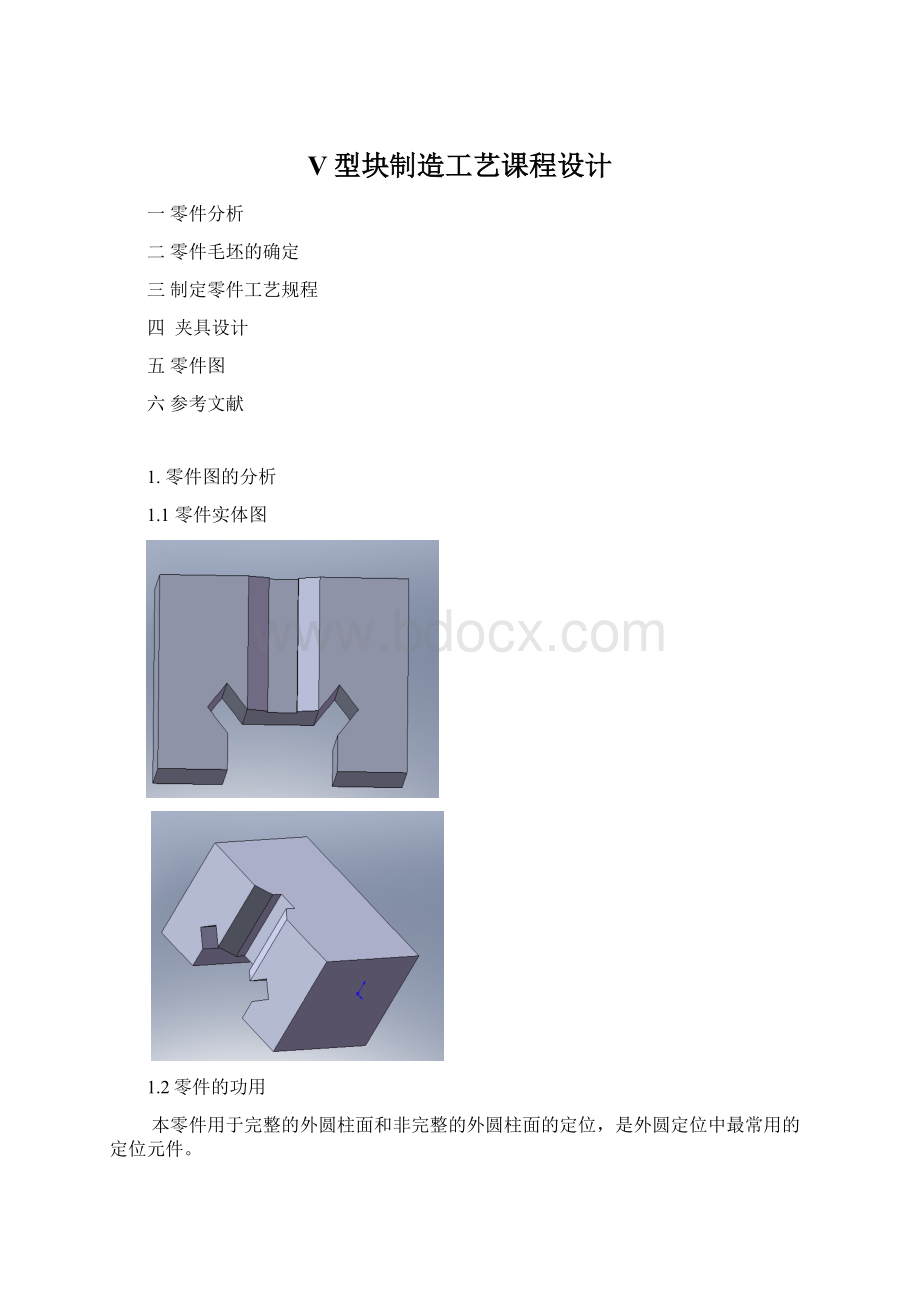
1.1零件实体图
1.2零件的功用
本零件用于完整的外圆柱面和非完整的外圆柱面的定位,是外圆定位中最常用的定位元件。
1.3零件工艺分析
本零件为夹具加紧零件,其最主要加工面是90度角,其尺寸和粗糙度要求是加工工艺需要重点考虑的问题。
2.确定毛坯
2.1确定毛坯的制造材料
本零件的主要工用保证加工零件加工时的精度,其工作表面需要较高的精度,还需要有较高的抗变形能力,估毛坯选择锻料。
2.2确定总余量
查下表:
毛坯加工余量表
工件宽度
工件长度L
≤100
101-250
251-320
321-450
451-600
601-800
长度上加工余量2e
5
6
6
7
8
10
工件截面上加工余量(2a=2b)
≤10
4
4
5
5
6
6
11-25
4
4
5
5
6
6
26-50
4
5
5
6
7
7
51-100
5
5
6
7
7
7
101-200
5
5
7
7
8
8
201-300
6
7
7
8
8
9
301-450
7
7
8
8
9
9
451-600
8
8
9
9
10
10
平面磨削加工余量表
宽度
厚度
工件长度L
<100
101-250
251-400
404-630
<200
<18
0.3
0.4
19-30
0.3
0.4
0.45
31-50
0.4
0.4
0.45
0.5
>50
0.4
0.4
0.45
0.5
>200
<18
0.3
0.4
19-30
0.35
0.4
0.45
31-50
0.40
0.4
0.45
0.55
>50
0.40
0.45
0.45
0.60
取零件上下表面总余量为10.2mm,左右表面总余量为9.6mm,前后表面总余量为10.2mm。
2.3绘制毛坯图
3.制定零件工艺规程
3.1选择表面加工方法
1)V型槽考虑:
①生产批量较大,应采用高效加工方法;②零件精度要求高,为保证V形槽的精度和表面粗糙度,热处理后需对该V型槽再进行加工。
故确定热前采用粗铣—半精铣的加工方法,热后采用磨削方法。
2)零件上下表面和四个端面根据精度要求,并考虑生产批量较大,故采用精铣—半精铣的加工方法。
3)U型斜槽采用粗铣的加工方法。
3.2选择定位基准
1)精基准的选择V型槽要保证粗糙度和与基准面A的对称度,考虑统一基准原则,选基准A作为精基准,选V型槽的对称端面作为第二精基准。
2)粗基准选择重要考虑装夹方便、可靠,选一大端面作为基准。
3.3拟定零件加工工艺路线
方案一:
1)下料(锯床G4225,锯床专业夹具);
2)粗铣表面(铣床X62W,铣床专业夹具);
3)精铣表面(铣床X62W,铣床专业夹具);
4)钻孔,用Φ10钻头钻孔(立式钻床Z3040);
5)画线,锯V型槽;
6)铣斜坡(铣床X52,专用夹具);
7)热处理;
8)中期检验;
9)精磨表面和V型槽(专业夹具);
10)终期检验。
方案二:
1)下料(锯床G4225,锯床专业夹具);
2)粗铣表面(铣床X62W,铣床专业夹具);
3)精铣表面(铣床X62W,铣床专业夹具);
4)铣V型槽(铣床X52,专用夹具);
5)铣斜坡(铣床X52,专用夹具);
6)热处理;
7)中期检验;
8)精磨表面和V型槽(专用夹具);
9)终期检验。
方案对比:
方案一工序复杂,加工过程中误差较大,加工时难达到批量生产。
方案二工序集中,便于管理,且采用机床种类少,精度要求高的地方使用专用夹具。
考虑到该零件生产批量大,,可简化调整工作,采用专用夹具,可提高效率,故采用方案二。
工序号
工序名称
工序内容
车间
设备
工艺装备
工时
01
下料
下料(锻料)尺寸64.6mm×52.2mm×26.2mm
金工
锯床通用夹具
02
粗铣表面
夹零件左右2端,先铣下表面,再铣上表面,依次铣剩下表面
金工
X62W
铣床通用夹具
03
精铣
精铣表面
金工
X62W
铣床通用夹具
04
铣V型槽
用专用夹具夹紧零件,用Φ10在零件左端中间铣深10mm槽,然后旋转分度盘45°铣90°槽。
金工
X52
专业夹具
05
铣斜槽
装夹零件时在夹具里垫5°的垫片
金工
X52
铣床通用夹具
06
热处理
渗碳深度0.8~1.2,淬火HRC58~64
热处理车间
07
中期检验
切片组织分析
08
磨表面和V型槽
精磨表面和V型槽
金工
专用夹具
09
终期经验
检验尺寸,精度。
3.4机械加工工序设计
①粗铣加工
1)加工条件
工件材料:
20#钢,σb=410MPa(《机械工程材料》)。
加工要求:
粗铣上下表面
机床:
X62W。
刀具:
WC+TiC+Co硬质合金钢,牌号YT15,硬度91HRA,
整体式圆柱铣刀80×22GB/T7953-1999
2)切削用量
背吃刀量:
ap=3.4mm,考虑到加工误差,取ap=4mm(《机械工艺手册》)。
进给量:
f=0.22mm/r(《机械工艺手册》)。
切削速度:
=157m/min
(《机械零件切削加工工艺标准适用手册》)。
进给速度:
Vf=fn=0.1375m/min
工时的计算:
铣单个表面的工时tm=L/Vf=64.6mm/0.1375m/min=0.47min。
②铣削加工
1)加工条件
工件材料:
20#钢,σb=410MPa(《机械工程材料》)。
加工要求:
精铣上下表面
机床:
X62W。
刀具:
WC+TiC+Co硬质合金钢,牌号YT30,硬度106HRA,
整体式圆柱铣刀80×22GB/T7953-1999
2)切削用量
背吃刀量:
精铣余量0.3mm,一次切削可以完成。
取:
aP =0.3mm;(《机械工艺手册》)。
进给量:
f=0.2mm/r(《机械工艺手册》)。
切削速度:
=157m/min
,n=625r/min。
进给速度:
Vf=fn=0.125m/min。
工时的计算:
铣单个表面的工时tm=L/Vf=64.6mm/0.125m/min=0.52min。
③检测
工件材料:
20#钢,σb=410MPa(《机械工程材料》)。
加工要求:
V型槽母线与基准面A的对称度。
检验方法:
如图:
将V型槽内固定有圆柱检验棒的V形块侧面置放于平板上,在圆柱检验棒上取两截面,用测微议的检测头接触在第一截面一侧面圆柱母线最高点上,并读数,然后V形块翻转180°,在同一截面上册的另一侧圆柱母线最高点的读数值。
在第二节面上重复上述测量过程,测得读数值。
a)在同一截面上,两读数值符号相同,以两读数值的绝对值之差的1/2为对称度误差;
b)在同一截面上,两读数值符号相反,以两读数值的绝对值之和的1/2为对称度误差。
对称度误差值小于0.03,则产品合格。
4.夹具的设计
4.1夹具的设计要求
该零件要求以基准面A和一加工好的右端面定位,精铣
V型角,并保证V型槽的中心线与基准A的对称度精度要求,需要定心,故为了保证零件精度和生产效率设计夹具如下图:
在铣V型槽时需要偏转45°角,所以需要把该夹具装夹在分度盘上。
夹具制造关键是定心凸轮的对称性。
夹具要求与安装面有严格的位置关系。
夹具使用时必须先安装工件,再进行夹紧。
5.零件图
6.心得体会
这次做论文的经历也会使我受益匪浅。
通过对V型快加工工艺的研究,使我对V型块的工艺有了深入的了解,感谢指导老师的耐心辅导。
7.参考文献
[1]龚定安,蔡建国.机床夹具设计原理.太原:
山西科学艺术出版社,1984
[2]王启平.机械制造工艺学.哈尔滨:
哈尔滨工业大学出版社,2002
[3]曹国荣等.机械制造工艺学.哈尔滨:
哈尔滨工业大学出版社,1999
[4]王宪逵.机械制造工艺学.北京:
机械工业出版社,2004
[5]郑修本,冯冠大.机械制造工艺学.北京:
机械工业出版社,1992
[6].张臜.机械工程材料.北京:
机械工业出版社,2004
[7].王茂元.机械制造技术基础.北京:
机械工业出版社,2007
[8]李庆寿.机械夹具设计.北京:
机械工业出版社,1984
[9]吴国华.切削原理.北京:
机械工业出版社,2001
[10]孙学强.机械加工余量.北京:
机械工业出版社,2002
[11]吴道全.机械加工工艺手册.北京:
机械工业出版社,2002
[12]《机械零件切削加工工艺与技术标准实用手册》。
 升级会员
升级会员 