CM82CME操作说明书.docx
《CM82CME操作说明书.docx》由会员分享,可在线阅读,更多相关《CM82CME操作说明书.docx(24页珍藏版)》请在冰豆网上搜索。
CM82CME操作说明书
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
1
1.目的
1-1簡單介紹CREATE高速機操作說明書。
1-2讓工程人員及技術員,熟悉明瞭操作執行方式。
2.適用範圍:
2-1適用於製造部自動化課九州松下(CERATE)SMT設備。
3.名詞釋義:
無
4.內容
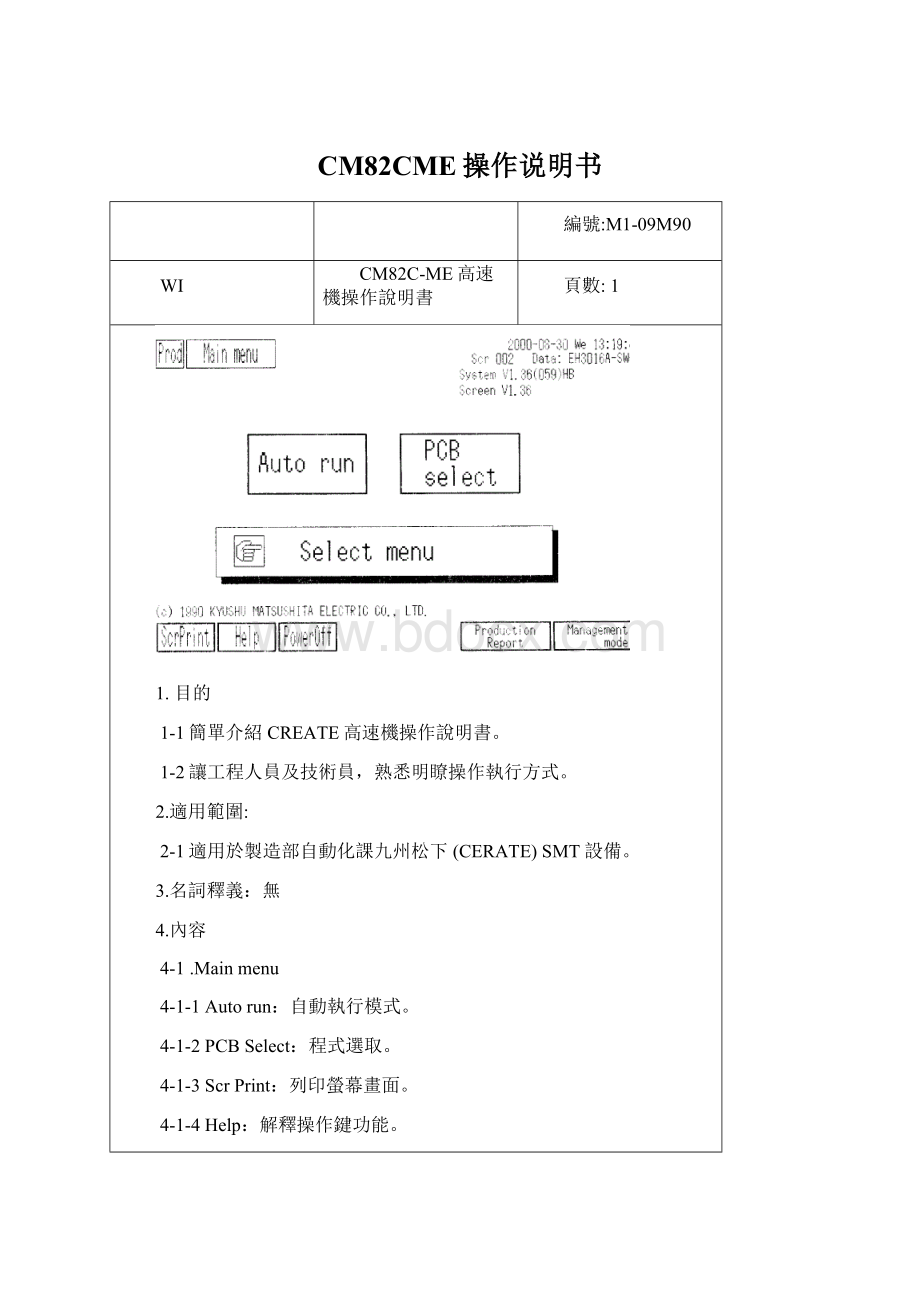
4-1.Mainmenu
4-1-1Autorun:
自動執行模式。
4-1-2PCBSelect:
程式選取。
4-1-3ScrPrint:
列印螢幕畫面。
4-1-4Help:
解釋操作鍵功能。
4-1-5Poweroff:
關閉機器傳動部份電源。
4-1-6Productionreport:
生產情報顯示。
4-1-7Managementmode:
生產管理模式。
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
2
4-2.Cyclestopping
4-2-1Processboardqty:
生產累計數量顯示(子板)
4-2-2Processblockqty:
生產累計數量顯示(母板)
4-2-3Partsemptyunitno.Astation:
A架料區零件站數用完顯示
4-2-4Partsemptyunitno.Bstation:
B架料區零件站數用完顯示
4-2-5Cycletime:
著裝一片基板所需時間
4-2-6Tacttime:
打一顆零件所需時間
4-2-7Sequence:
著裝序號
4-2-8Recogimageprint:
列印基準點影象
4-2-9Functionswitches:
功能設定
4-2-10Partssituation:
零件料況顯示
4-2-11Mountreview:
檢查零件著裝情形
4-2-12KeySelect:
編輯畫面快捷鍵
4-2-13Returntomainmenu:
返回主畫面
4-2-14ContnRun:
自動執行功能
4-2-15StopBuzz:
警笛消音
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
3
4-3.FunctionSwitches
4-3-1.Double-NGmodeset:
掛料區設定
4-3-2Autobadheaddetect:
不良著裝頭自動偵測
4-3-3Badblockmarkdetect:
基板不良基準點偵測(母板)
4-3-4Badboardmarkdetect:
基板不良基準點偵測(子板)
4-3-5Autochipsizemeas:
零件尺寸自動測量
4-3-6Pickuppositionadj:
吸料點自動補正
4-3-7Partsemptywarning:
零件用完警示
4-3-8Passatrecogfault:
基板認識不良時,機器不做零件著裝動作,直接將
基板送至下一流程
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
4
4-4.AdjustFuncSW
4-4-1Passmode:
機器不做零件著裝動作,直接將基板送至下一流程
4-4-2Testmode:
機器模擬著裝零件動作
4-4-3Recovery:
吸料失敗,不必按任何按鍵,機器自動再吸料
4-4-4Detectchipthicness:
自動偵測零件厚度
4-4-5Boardauto-eject:
基板著裝完畢自動流向下一流程
4-4-6Pickupoperation:
設定機器執行吸料功能
4-4-7Mountoperation:
設定機器執行著裝零件功能
4-4-8Chipfeedoperation:
設定機器餵料功能
4-4-9Chiprecognition:
設定機器執行零件認識功能
4-4-10Extndconv.Wadjust:
設定連接本機器的軌道,是否自動同步調整軌道
4-4-11Stopondefined/3errors:
吸料連續三次失敗機器停止動作
4-4-12Defaultsettings:
按止鍵可自動設定標準功能
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
5
4-5Double-NCmodeset
4-5-1Exchangemode:
設定使用此項功能需將A,B掛料區架設相同的料
(例如A區第10站沒料時,機器會自動抓取B區第10站的料,以節省換料
時間)
4-5-2Sparemode:
任選A,B其中一區為架料區
4-5-3Jointmode:
連接A,B兩區同時使用(最多可架140站)
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
6
4-6.Runinformation
4-6-1Totalruntime:
機器開機時間
4-6-2Realruntime:
機器實際運轉時間
4-6-3Runratio:
機器生產率
4-6-4Machinerunration:
機器稼動率
4-6-5StopInfo:
機器停機資料顯示
4-6-6PickInfo:
吸料資料顯示
4-6-7Pickupmissinfo:
吸料失敗資料顯示
4-6-8Recogmissinfo:
零件認識失敗資料顯示
4-6-9Non-levelchipinfo:
零件高度錯誤資料顯示
4-6-10Formprnt:
將此畫面所隱藏的資料印出來
4-6-11Reset:
將生產情報歸零
4-6-12Return:
返回另一畫面
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
7
4-7.Submenu
4-7-1DataEdit:
程式編輯
4-7-2FileOperations:
程式選取
4-7-3ProductionReport:
生產情報顯示
4-7-4Machineparameters:
機器參數校導
4-7-5Machineadjustment:
手動模式
4-7-6Machinesettings:
著裝頭資料設定
4-7-7Axisinfo:
各軸承訊息顯示
4-7-8I/Otest:
輸入/輸出訊號檢測
4-7-9Timeset:
時間設定
4-7-10Prodmode:
返回自動生產模式
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
8
4-8.DataEditSequence
4-8-1Boarddata:
基板資料
4-8-2Partfeederlayout:
零件站別顯示與設定
4-8-3Blockdata:
零件著裝座標原始資料
4-8-4Blockattribdata:
多連板資料設定
4-8-5Sort:
排序
4-8-6Mountdata:
零件著裝座標實際程式(由Blockdatasort而產生)
4-8-7Boardrecogdata:
基板認識資料
4-8-8StockFunctionON/OFF:
設定是否使用重覆掛料功能
4-8-9Chipdata:
零件資料編輯區
4-8-10Chiprecogdatalist:
零件認識資料明細
4-8-11Partsusage:
零件消耗顯示
4-8-12Datacheck:
所有程式編輯完成後按下此鍵,偵錯機器會告訴你程式何
處出錯
4-8-13Stock:
零件站別設定區
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
9
4-9Boarddata
4-9-1Boardsize:
基板尺寸單位:
mm
X(length)板長,Y(width)板寬,T(thickness)板厚
4-9-2Cordinateorigin:
基板定位方式及原點之決定
1.前方定位,原點在右下角板邊
2.前方孔定位,原點在右下孔
3.後方定位,原點在左下角板邊
4.後方孔定位,原點在左下孔
4-9-3Heightorigin:
基板高度原點(固定為TOP,上定位)
4-9-4Originoffset:
基板原點X,Y方向偏差值
4-9-5Badboardmarkpos:
不良板基準點X,Y方向座標
4-9-60~9:
數字鍵
4-9-7ESC:
放棄編輯
4-9-8BS:
按此鍵游標可在編輯區內往左移動一格
4-9-9CR:
將編輯內容寫入
4-9-10Proceedtopartfeed:
返回Partfeederlayout畫面
4-9-11Returntoeditseq:
返回主畫面
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
10
4-10.Boardrecogdata
4-10-1Boardrecogmode:
基板認識模式設定
0:
不做基板認識設定
1:
基板A,B兩點認識設定
2:
基板A點認識設定
3:
基板A,B點認識設定(多連板)
4:
基板A點認識設定(多連板)
4-10-2BoardrecogApt.Bpt:
基準點A點,B點
X(mm):
基準點X方向座標(以基板原點起算)
Y(mm):
基準點Y方向座標(以基板原點起算)
REF:
基準點認識參數(固定)
Ratio(%):
基準點畫面質百分率設定
4-10-3Boardrecogteach:
按此鍵可直接進入基板認識畫面
4-10-4BadMarkrecogteach:
基板不良點認識教導
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
11
4-11.Chipdata
4-11-1Appearance:
零件外形
4-11-2Chipdimension:
零件尺寸
4-11-3Lengt(L):
零件長度
4-11-4Width(W):
零件寬度
4-11-5Thick(T):
零件厚度
4-11-6Max.T:
零件最大厚度(設定標準為零件厚度加0.3mm)
4-11-7Min.T:
零件最小厚度(固定0.2mm)
4-11-8LeadPiTc:
零件腳距
4-11-9Pickupparameters:
吸料參數
4-11-10ChipNO:
零件編輯
4-11-11PickupAngl:
吸料角度
4-11-12NozzleNO:
零件編號
4-11-13Chipcount:
零件數量設定
4-11-14Mountgap:
零件著裝高度
4-11-15Pickupgap:
零件抓取高度
4-11-16Recognition:
零件參數設定
4-11-17REF:
零件認識模式代碼
4-11-18MAG:
零件顯示於螢幕的倍率設定
4-11-190:
特大號零件24mm~
1:
Largechip大零件4*4mm~
2:
Smallchip小零件4*4mm以下
4-11-20Standardchipdatalibrary:
標準零件資料庫
4-11-21Chiprecogdatalist:
零件認識資料明細
4-11-22Deleteunusedchipdata:
刪除不用零件
4-11-23RegisterableChipdata:
已編輯好的零件數量顯示
4-11-24NozzleNOList:
吸嘴代碼目錄
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
12
4-12Partfeederlayoutdata
4-12-1LU:
零件站別
4-12-2Partname:
零件料號
4-12-3Chipname:
零件名稱
4-12-4NO.Qty:
零件編輯代碼(ChipNO)
4-12-5USE:
零件使用與否(Skip:
取消此站零件)
4-12-6Tp:
餵料器型式代號
4-12-7DP:
料帶材質(PP為紙帶,P1為塑膠帶)
4-12-8LUinpu:
站別搜尋
4-12-9Alin:
將已設好的料站自動排間隔
4-12-10Inputpartname:
輸入零件料號
4-12-11Completechipinfo:
已編輯好的零件明細
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
13
4-13Stockdata
4-13-1LU:
即Partfeederlayout零件站號
4-13-2Partname:
零件料號
4-13-3Chipname:
零件名稱
4-13-4Rest:
零件用完重置
4-13-5InitializePUrest:
零件用完重置設定
4-13-6Thick:
料站排序
4-13-7PUInpu:
零件序號搜尋
4-13-8Copy:
覆製序號
4-13-9INS:
插入零件序號
4-13-10DEL:
消除零件序號
4-13-11ALIN:
依序插入零件序號
4-13-120~9:
數字鍵
4-13-13BS:
游標在編輯區向左移動一格後空白
4-13-14ESC:
放棄編輯
4-13-15CR:
編輯資料寫入
4-13-16ALLList:
Stockdata以一覽表方式顯示
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
14
4-14Blockdata
4-14-1NO:
序號
4-14-2X(mm):
零件在基板上的X方向座標
4-14-3Y(mm):
零件在基板上的Y方向座標
4-14-4A(aeg):
零件在基板上的角度
4-14-5LU:
零件序號
4-14-6Partname:
零件料號
4-14-7Mountpnt:
零件著裝顆數
4-14-8PartNameCode:
料號搜尋
4-14-9Codeinpu:
零件位置寫入
4-14-10NOinpu:
序號搜尋
4-14-11CoodinateSearch:
零件座標搜尋
4-14-12CodeSearch:
零件位置搜尋
4-14-13Prev:
上一頁
4-14-13Next:
下一頁
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
15
4-15.Blockattributedata
4-15-1BL:
序號
4-15-2ORG.X(mm):
基板X方向原點
4-15-3ORG.Y(mm):
基板Y方向原點
4-15-4Bad.X(mm):
基板上不良基準點X方向座標
4-15-5Bad.Y(mm):
基板上不良基準點Y方向座標
4-15-6Bad:
不良板註記1表示不良,0表示良
4-15-7ROT:
多連板中,子板與母板的角度差設定
0:
0度1:
正轉90度2:
逆轉90度3:
正(逆)轉180度
4-15-8Blockqty:
連板數顯示
4-15-9BLinput:
序號搜尋
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
16
4-16Sort
4-16-1Non-sort(extend):
依照Blockdata順序執行著裝
4-16-2Reversesort:
反向抓料
4-16-3Tapesort:
抓完某一站別零件再抓下一站零件
4-16-4Blocksort:
多連板中先著裝母板再著裝子板
4-16-5Mountingdatasort:
依照Mountingdata順序執行著裝
4-16-6Mountingtimecalc:
各種著裝時間計算
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
17
4-17Chipdataselect
4-17-1零件種類的選擇與編輯
4-18QFP.SOPCamerarecogdata
4-18-1ChipNo:
零件代碼
4-18-2REFNo:
零件認識參數
4-18-3Permissiblebent:
零件腳彎曲允許率
4-18-4Pinpitch:
腳距
4-18-5Planpins:
假設腳數
4-18-6Actualpins:
實際腳數
4-18-7Pinmissing:
各瑕疵零件腳資料設定
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
18
4-19Harddiskdrive
4-19-1Load:
程式選取
4-19-2Save:
將資料存入磁片中
4-19-3︽︾:
上/下頁
4-19-4Cancel:
取消目前操作方式
4-19-5HDD:
硬式磁碟
4-19-6FDD:
軟式磁碟
4-19-7LC:
(本機器無此功能)
4-19-8ChangeDevice:
軟,硬碟切換操作
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
19
4-20Machineadjust
4-20-1Origin:
機器各部分傳動軸回原點
4-20-2Teach:
基板認識及各種教導
4-20-3WidthAdj:
軌道寬度調整
4-20-4Conveyor:
前,中,後軌道手動操作
4-20-5AxisOps:
基板載具X,Y軸手動操作
4-20-6Solen.1:
吸嘴頭真空開關控制
4-20-7Solen.2:
基板傳送開關控制
4-20-8Unitretract:
將架料區移到備料位置
FORM#R4-05C02-04V.02
編號:
M1-09M90
WI
CM82C-ME高速機操作說明書
頁數:
20
4-21Badheadset
4-21-1●….這個符號代表手動不良吸頭開關
4-21-2…..這個符號代表自動不良吸頭開關
4-21-3Badheadinfo:
不良吸頭顯示
4-21-4Badnozzleset:
不良吸嘴設定
4-21-5Unitstudydata:
取料點偏差值
4-21-6Chipauto-measure:
零件尺寸自動量測
4-21-7Setspeedandother:
基板載具移動速度與其他設定
4-21-8Recogimageprint:
列印螢幕畫面
5.保養與檢查
5-1每日清潔機器表面
5-2各軸承與軌道需定期保養潤滑
5-3吸嘴需定期拆下保養以防止阻塞
6.參考文件
6-1CREATECM85C-LOperatingManual
FORM#R4-05C02-04V.02
 升级会员
升级会员 