CAD应用技术 设计任务书.docx
《CAD应用技术 设计任务书.docx》由会员分享,可在线阅读,更多相关《CAD应用技术 设计任务书.docx(11页珍藏版)》请在冰豆网上搜索。
CAD应用技术设计任务书
广东工业大学本科生课程设计任务书
题目名称
《CAD应用技术》课程设计
学院
材料与能源学院
专业班级
20级金属材料工程2班
姓名
李XX
学号
310xxxx190
一、课程设计内容
以塑料制品为设计对象,根据塑件的工艺和结构要求,利用计算机辅助设计软件(AutoCAD或Pro/E等)上对注射模具进行设计与绘图(或进行三维模拟),并计算模具各部件的尺寸与分析其结构的合理性。
二、课程设计要求与数据
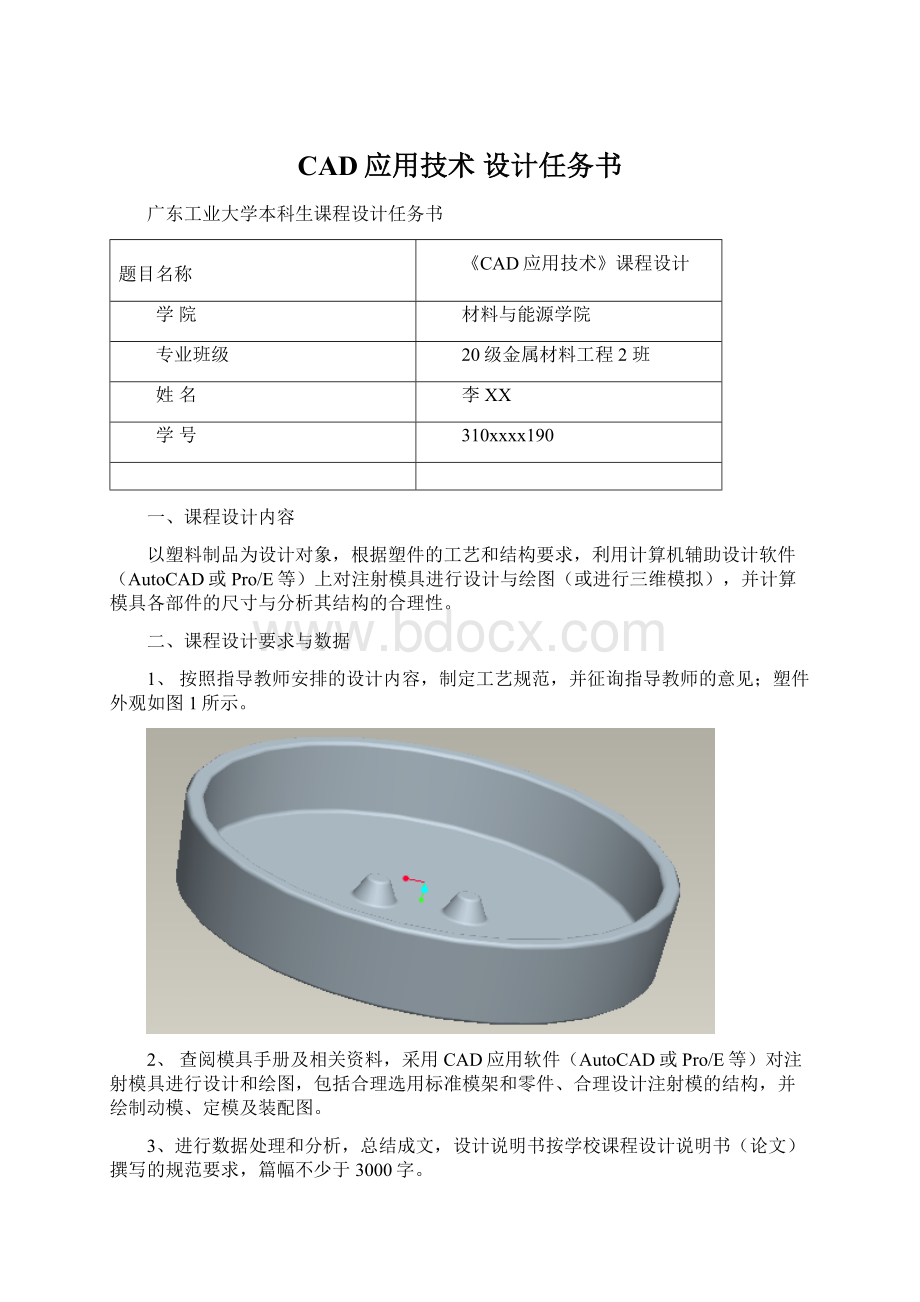
1、按照指导教师安排的设计内容,制定工艺规范,并征询指导教师的意见;塑件外观如图1所示。
2、查阅模具手册及相关资料,采用CAD应用软件(AutoCAD或Pro/E等)对注射模具进行设计和绘图,包括合理选用标准模架和零件、合理设计注射模的结构,并绘制动模、定模及装配图。
3、进行数据处理和分析,总结成文,设计说明书按学校课程设计说明书(论文)撰写的规范要求,篇幅不少于3000字。
三、课程设计完成的工作
1、在指导老师的指导下,查阅和本课程设计有关的资料,包括各种模具设计手册,了解注射成型的原理及过程;
2、进行系统的设计工作,其中主要完成的内容有:
(1)对塑件的工艺和结构进行分析;
(2)分型面的选择;
(3)注射机的选择;
(4)模架的选择
(5)浇注系统的设计;
(6)推出机构的选取;
(7)复位机构的选取;
(8)成型零件的工作尺寸计算;
(9)模具温度及调节系统的设计
(10)塑料模具零件材料及热处理的选用;
(11)导柱、导套标准尺寸的选用;
(12)推杆(顶针)标准尺寸的选择
(13)复位杆推荐尺寸的选择
设计步骤
一、材料的选用
ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
ABS是一种综合性能十分良好的树脂,无毒,微黄色,在比较宽广的温度范围内具有较高的冲击强度,热变形温度比PA、PVC高,尺寸稳定性好,收缩率在0.3%-0.8%范围内,若经玻纤增强后可以减少到0.2%-0.4AB%,而且绝少出现塑后收缩。
有以下特点:
1无定形料,其品种牌号多,各品种的机电性能及程序特性也各有差异,应按品种确定成型方法及成型条件:
2吸湿性强,含水量应小于30%,必须充分干燥,要求表面光泽的塑件应要求时间预热干燥
3流动性中等,溢边料0.04mm左右(流动性比聚苯乙烯,AS差,但比聚碳酸酯,聚氯乙烯好)
4比聚苯乙烯加工困难,宜取高料温,模温(对耐热,高抗冲击和中抗冲击型树脂,料温更宜取高),料温对物性影响较大,料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件模温宜取50--60℃,要求光泽及耐热型料宜取60-80℃,注射压力应比加工聚苯乙烯的高,一般用柱塞式注射机时料温为180-230℃,注射压力为100-140MPa,螺杆式注塑机则取160-220℃,70-100MPa
5模具设计时要注意浇注系统对料流阻力小,浇口处外观不良,易发生熔接痕,应注意选择注意浇口位置,形式,顶出力过大或机械加工时塑件表面呈现“白色”痕迹(但在热水中加热可消失),脱模斜度宜取1°以上。
成型特点:
ABS具有良好的成型加工性,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种色泽。
二、塑件的工艺与结构分析
塑件的尺寸精度主要取决于塑料收缩率的波动和模具制造公差。
查相关手册可得ABS密度为1.03~1.07g/cm3,收缩率为0.3~0.8%。
塑料精度的等级评定:
(1)一般塑件:
按照J/T10628-95,取5~6等级。
(2)精密级塑件:
按照J/T10628-95,取3~4等级。
(3)高精密级塑件:
按照J/T10628-95,取1~2等级。
因此,本设计所用的盖子采用5级精度。
1.尺寸精度
由于基本尺寸为110,一般精度,5级;查《塑料模设计手册》表2—19,塑件公差数值为0.68
2.脱模斜度大小的确定
查《塑料模设计手册》表2—1得脱模斜度为1°
3.最小壁厚和常用壁厚推荐值
由《塑料模设计手册》图2—2取t=4mm
4.圆角半径外圆角取R1,内圆角取R1
三、分型面的选择
分型面选择以下A-A面
四.注射机的选择
由于工件较大,采用一模一件,在一个注射周期内需注射入模具内的塑料熔体的容量为V
1、注射量的计算
V=nVz+Vj
n为一模中含有的产品件数:
Vz为单个塑件的体积
Vj为浇注系统凝料和飞边所需的塑料分量,一般Vj=(6%--30%)Vz
有CAD立体图查询的Vz=5.72×104MM2,Vj=20%Vz=1.14×104MM2
V=6.86×104mm
m=ρv
由表5-24取得ρ=1.05g/cm3,
m=72.03g
按规定,V≤0.8Vg
Vg为注射机的额定注射量
mg=90.03g
查指导书初选注射机XS—ZY125卧式注射成型机
最大注射量为125g
最大成型面积320cm
最大注射压力1460kg/cm
最大锁模力90t
最大最小模厚分别为300mm和100mm
2、锁模力的校核
F=1.5*P*A×0.1
F:
为所需锁模力(KN)
P:
为型腔单位面积的注射压力(Mpa)
A:
为型腔(包括浇注系统)的投影面积(cm2)
A=(
×
)/4=(3.14×110
)/4=9498.5
P=Pb×Kc×Ks
由《塑料模设计手册设计》表5-25得Kc=1.15.Ks取1
由于流程L=55+20=75,t=4mm。
故
流程比
=
=18.75
由《塑料模设计手册设计》图5-53查得Pb≈12Mpa
P=12×1.15×1=13.8Mpa
F=1.5P×A×0.1=1.5×13.8×9.4985×0.1=19.66KN
即19.66t,所以先前所选注射机及格,选注射机型号为XS—ZY125g.
五.模架的选择
工件投影尺寸长宽为110×110,得
(110/0.6)×(110/0.6)=183.33×183.33
深度h:
20/0.1=200=200
由指导书附录2,选得模架类型为200×L,A2型。
并结合工件尺寸的A,B,C板尺寸分别为40,50和63。
闭模高度Ho=25+A+32+B+C+25=25+40+32+50+63+25=235mm
开模高度H1=Ho+Smax
Smax=2×工件的高度+2~3mm=42mm
H1=Ho+Smax=235+42=285
由于100<277<300,在注射机的工作范围内,所选模架符合要求。
六.浇注系统的设计
主流道的设计由注射机XS—ZY-125并结合《塑料模设计手册设计》表5—41选得孔径和球半径分别为4和R12,据d=喷嘴孔径+1,得d=5;R=喷嘴球面半径+(2~3)mm,得R=12+2=14;α=2°~4°,α=3°;r取2mm,H=(1/3~2/5)R,现取H=4.7mm。
七、推出机构的选择
推出机构尺寸d由实体情况进料而定,查表5-10,由d、L可确定D、S及公差。
d=
mm
D=
mm
S=
mm
L=
mm
效果图如下:
L所需的实际长度是125mm,符合设计要求。
八.复位杆的设计
使用推杆作为复位杆,本模具复位杆和推杆为同一杆,模板与复位杆配合的孔的极限偏差取H7。
图:
九.成型零件的计算
工件尺寸指成型零件上直接用以成型塑件的尺寸,主要包括型腔和型芯的径向尺寸,型芯的高度尺寸和型腔的深度尺寸,中心距。
(本次设计的中小型塑件,采用ABS材料,精度等级为5级)
1.对于中小型塑件,型腔径向尺寸计算公式:
Lm’=(Ls’+Ls’×Scp-3/4△)0+δm
其中Ls’——塑件基本尺寸
Scp——塑件收缩率,查手册,ABS收缩率为0.15%
△——塑件公差
δm——制造公差,由塑件精度决定
查得△=0.68mm
δM=△/8=0.085mm
∴Lm’=(Ls’+Ls’×Scp-3/4△)0+δm
=
型腔深度:
L”m=[L”S+L”S×Scp-2/3×△]
=[20+20×0.15%-2/3×0.68]
=19.57
mm
2.型芯的径向长度可按下式计算
L’G=[L’S+L’S×Scp+3/4×△]
其中L’S=110mm
查得△=0.68mm
δM=△/8=0.085mm
L’G=[L’S+L’S×Scp+3/4×△]
=[110+110×0.15%+3/4×0.68]
=110.68
mm
型芯的高度:
H’G=[L”s+L”s×Scp+2/3×△]
其中L”s=20mm
查得△=0.68mm
δM=△/8=0.085mm
所以H’G=[L”s+L”s×Scp+2/3×△]
=[20+20×0.15%+2/3×0.68]
=20.49
mm
十.模具温度调节系统的设计
注射模冷却系统采用水道冷却方式,注射模冷却无须精确计算,只须计算其水管直径d、距离b、距型腔壁距离a。
d=8mm,
b=(1.7~3)d=3×8=24mm,
a=2mm
十一.零件的热处理方法:
零件
材料
热处理方法
导套
20
表面淬火
导柱
20
渗碳处理(0.8~1.2mm),HRC为58~62
型腔
H13
淬火处理,硬度为42~48HRC
型蕊
H13
淬火处理,硬度为42~48HRC
动模板与定模板
45
调质处理,硬度为HB230~270
动模座与定模座
HT200
消除内应力退火+高温退火+表面淬火
十二其他标准零件的选用
1.导柱标准尺寸选用
根据所选用A2型标准模架的基本尺寸,查表5-2可得带头导柱的基本尺寸:
d=20
mmd1=20
mmD=25
mm
S=6
mmL1=32
mmL=112
mm
效果图如下:
2、导套标准尺寸选用
根据所选用A2型标准模架的基本尺寸,查《塑料模具设计手册》P144表5-5可得导套的基本尺寸:
d=20
mmd1=28
mmd2=28
mmD=32
mms=6
mmL=90
mmR=1mm
效果图如下:
参考文献:
1、徐炜炯.模具设计.北京:
中国轻工业出版社,1997:
170-242.
2、《塑料模设计手册》.塑料模设计手册.北京:
机械工业出版社,2002,8
3、《CAD应用技术》.陈海燕.广东工业大学.2006.7
4、胡仁喜,赵力航,郭军编,AutoCAD2005练习宝典,北京理工大学出版社,2003.8
5、夏巨谌,李志刚.中国模具设计大典数据库(电子版).中国机械工程学会.
设计小结:
在两个星期的课程设计里,我很好的将课堂上学到的的理论知识应用到实践设计上,增强了对CAD软件制图的兴趣,了解了更多应用技巧。
但同时也暴露出我在知识上掌握的不足。
在此次设计过程中,由于我们频繁的使用一些计算机绘图软件,如:
AutoCAD、ProE等,我在电脑绘图操作上有了进一步提高。
另外,在设计过程中,我真正的懂得了自己找资料的重要性,也懂得去查阅相关的资料。
这对我们将来工作非常重要,科学只学而不用是无法真正掌握和领悟其真谛的。
 升级会员
升级会员 