PVA点胶机操作使用说明.docx
《PVA点胶机操作使用说明.docx》由会员分享,可在线阅读,更多相关《PVA点胶机操作使用说明.docx(27页珍藏版)》请在冰豆网上搜索。
PVA点胶机操作使用说明
PVA点胶机操作说明
一、机器原参数设置:
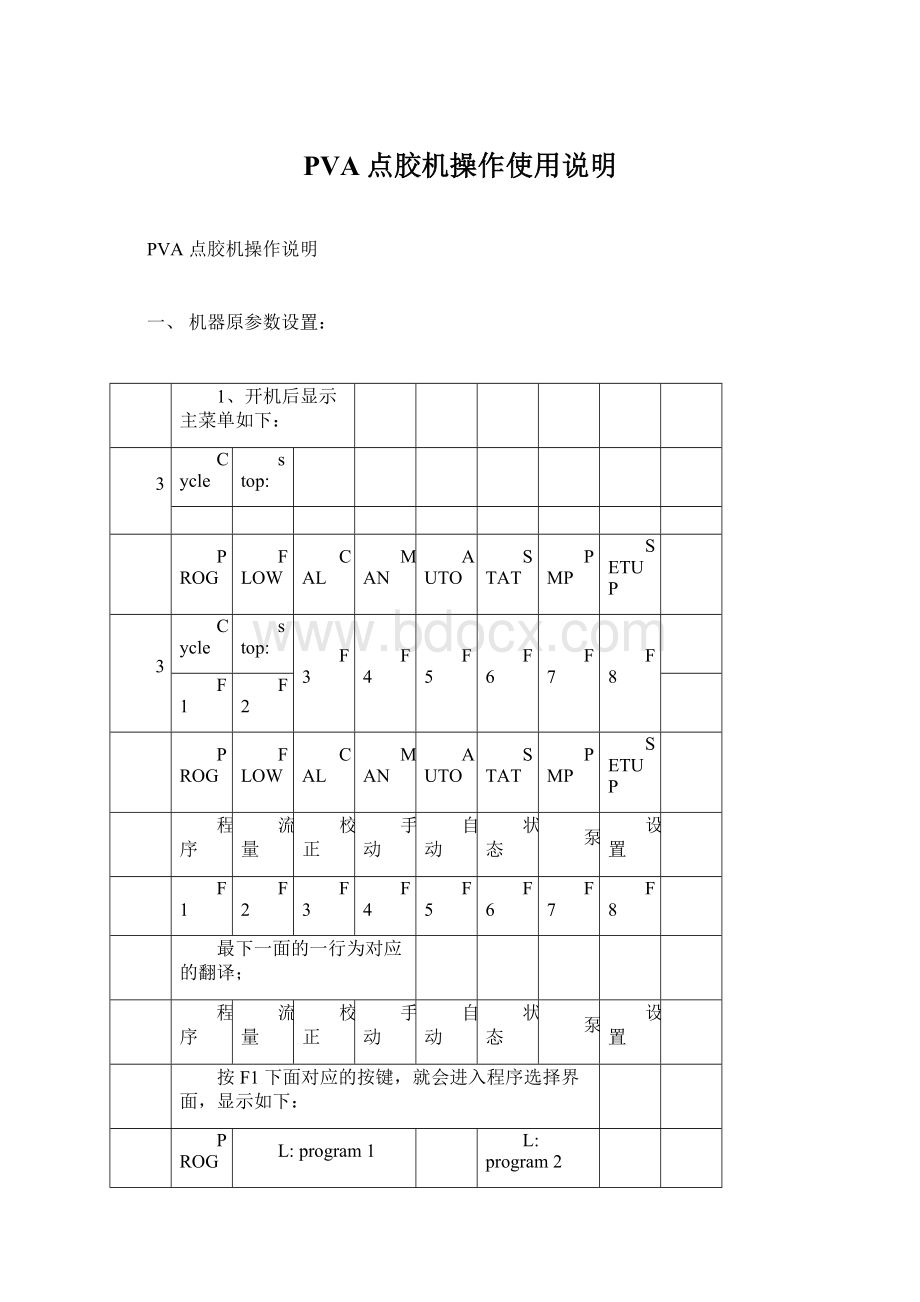
1、开机后显示主菜单如下:
3
Cycle
stop:
PROG
FLOW
CAL
MAN
AUTO
STAT
PMP
SETUP
3
Cycle
stop:
F3
F4
F5
F6
F7
F8
F1
F2
PROG
FLOW
CAL
MAN
AUTO
STAT
PMP
SETUP
程序
流量
校正
手动
自动
状态
泵
设置
F1
F2
F3
F4
F5
F6
F7
F8
最下一面的一行为对应的翻译;
程序
流量
校正
手动
自动
状态
泵
设置
按F1下面对应的按键,就会进入程序选择界面,显示如下:
PROG
L:
program1
L:
program2
EXIT
PREV
NEXT
PREV
NEXT
F1
F3
F4
F6
F7
退出
前翻
后翻
前翻
后翻
说明:
L:
program1为左工作台的点胶程序,按
F3或F4可以选择
左工作台的程序;
R:
program2为右工作台的点胶程序,按F6或F7可以选择
右工作台的程序;
按F1可以退出程序选择
1
2、在主菜单界面按F2可进入流量设置,显示如下:
1
1/12下载文档可编辑
1
1
程序
流量
校正
手动
自动
状态
泵
设置
EXIT
PREV
NEXT
PREV
NEXT
F1
F3
F4
F6
F7
PROG
L:
program1
L:
program2
退出
前翻
后翻
前翻
后翻
EXIT
PREV
NEXT
PREV
NEXT
FlowMonitorsetup
F4
Material(原料)
F1
F3
F6
F7
EXIT
A
B
退出
前翻
后翻
F5
前翻
后翻
F1
F7
FlowMonitorsetup
设置A胶
Material(原料)
退出
设置B胶
EXIT
A
B
按F5
则进入A胶的参数设置界面,按
F7则进入B胶的参数设置
F1
F5
F7
界面;
退出
显示如下:
设置A胶
设置B胶
按F5
FlowA:
00.35cc
PEV
02.0%
Error
EXIT
UP
DOWN
UP
DOWN
ON
OFF
F1
F3
F4
F5
F6
F7
F8
退出
上升
下降
上升
下降
开
关
说明:
0.35cc为A胶的流量;
PEV2.0%
为A胶流量报警的偏差数值,超过设定流量的±2%
则会报警;
Error:
为报警开关,选ON则打开报警开关,选OFF则为关
闭报警开关;
B胶的流量设置与A胶流量设置一样;按F1→F1退出到主菜单界面。
3、在主菜单界面下按F3进入校正界面,显示如下:
2/12下载文档可编辑
1
入
1
EXIT程序
流量
校UP正
DOWN手动
自UP动
DOWN状态
ON泵
OFF设置
F1
F3
F4
F5
F6
F7
F8
PROG
L:
program1
上升
L:
program2
关
退出
上升
下降
下降
开
EXIT
PREV
NEXT
PREV
NEXT
Calibration
F3
F4
F6
F7
F1
EXIT
HOME
NDLE
退出
前翻
后翻
F5
前翻
后翻
F1
F3
FlowMonitorsetup
针头Material
(原料)
退出
原点
EXIT
A
B
说明:
HOME为原点校正,NDLE为针头校正;
F1
按F3
F5
F7
轴正在归原
显示:
Homingaxes.pleasewait
..(
退出
设置A胶
设置B胶
点,请等待);
Flow
按F5显示:
Checkneedlepositionto
crosshair,Press
A:
00.35cc
PEV
02.0%
Error
F1whenacceptible.(校正/检查针头到十字架的位置,认可时请按
EXIT
UP
DOWN
UP
DOWN
ON
OFF
F1)F1;
F3
F4
F5
F6
F7
F8
退出
此时若按F1
则显示:
Needlecalibration
running,
上升
下降
上升
下降
开
关
Findingz
..(针头校正正在进行,寻找中.);
Calibration
EXIT
如无针头,则显示:
CalibrationError!
!
PressF1to
HOME
NDLE
continue.(
校正错误,按F1继续);
F1
F3
F5
按F1则显示:
原点
针头
退出
PressF1toreturnheadtostandby(按F1回到起点并待命)
OK
F1
4、在主菜单下按F4进入手动模式,显示如下:
3/12下载文档可编辑
SETUP
F8
设置
SETUP
F8
设置
SETUP
F8
设置
胶
r
胶
OFF
F8
r
关
OFF
F8
关
胶
r
OFF
F8
Manual:
Head:
Dispense
Axis:
X&Y
EXIT
TEACH
VLV
RUN
PURG
TP
LOCS
AXIS
F1
F2
F3
F4
F5
F6
F7
F8
Manual:
Head:
Dispense
Axis:
X&Y
退出
输入阀门设时间运行
挤胶
当前坐标滑台锁
轴
EXIT
TEACH
VLV
RUN
TP
LOCS
AXIS
PURG
F1
F2
F3
F4
F5
F6
F7
F8
4.1、按F2可输入针头坐标数据到电脑;
4.2退、出按F3输则入会阀出门现设以下时界间面运:
行挤胶
当前坐标滑台锁
轴
Valve
Functions:
Head:
Dispense
Manual:
SPURG
Head:
Dispense
30S
Axis:
X&Y
EXIT
5S
10S
15S
45S
60S
EXIT
TEACH
VLV
RUN
PURG
TP
LOCS
AXIS
F1
F2
F3
F4
F5
F6
F7
F8
F1
F2
F3
F4
F5
F6
F7
F8
退出
?
选择5
选择10
S
选择30
S
选择60
S
S
退出
输入阀门设时间运行挤胶
当前坐标滑台锁
轴
说明:
Valvefunctions
为阀门功能;
ValveHeadFunctionsdispense:
为首要的分Head:
配,按DispenseF3~F8设定无生产时,自动
EXIT
SPURG
5S
10S
15S
30S
45S
60S
挤胶时间;
F1
F2
F3
F4
F5
F6
F7
F8
4.3、在手动模式下,按
F4则运行;按F5则点胶;按
F6则显示针
头退的出当前坐?
标,如下选所择示5:
选择10
S
选择30
S
选择60
S
S
POS:
X:
017688Y:
022606Z:
000250
EXIT
F1
退出
按F1可退出到手动模式界面;
4.4、在手动模式下,按F7则进入滑台锁界面,如下所示:
4/12下载文档可编辑
关
胶
r
rOFF
OFF
F8
F8
关
关
EXIT
F1
F1
退出
退出
Left
Right
TrayLocks
(滑台锁)
TrayLocks
(滑台锁)
Left
Right
EXIT
XT
RET
RET
XT
EXIT
XT
RET
XT
RET
F1
F5
F6
F7
F8
F1
F5
F6
F7
F8
退出
锁住
释放
锁住
释放
退出
锁住
释放
锁住
释放
4.5、在手动模式下,按F8则进入轴界面,如下所示:
TrackballControl
Current
(当前):
X
EXIT
TEACHPURG
X&Y
X
Y
Z
F1
F2
F3
F4
F5
F6
F7
退出
输入点胶选X与Y轴选X轴
选Y轴选Z轴
说明:
trackballcontrol:
为轨迹球控制;
STUT
EXIT
Current
:
为当前的坐标;
HOME
NDLE
F1
按F1
可退出到手动模式界面,再按F1可退出到主菜单
F3
F5
界面;
原点
针头
退出
5、在主菜单下,按F5进入自动模式:
若无针头,则提示无校正,如下所示:
Machinenotcalibrated!
!
(设备未校准)
PressF1tocontinue.(按F1继续)
此时按F1则显示:
Materiallevellow.(原料液位太低)
PressF1tocontinue.(按F1继续)
再按F1则显示:
PressF1toreturnheadtostandby(按F1回到开
5/12下载文档可编辑
F8
关
F1F5F6F7F8
退出
锁住
释放
锁住
释放
头处并待命)
Control
Current(当前):
X
Trackball
OK
TEACHPURG
X&Y
X
Y
Z
EXIT
按F1回到主菜单;
F4
F5
F6
F7
F1
F2
F3
6、在主菜单下,按
F6进选入状X与Y态轴界面,显示如下:
退出
输入点胶
选X轴选Y轴选Z轴
Status
EXIT
STAT
F1F3
退出状态
按F3进入状态查看界面,显示如下:
Machinestatusreport.PressF1toscroll
throughscreensorF8toquit.意为:
设备状态报告,按F1
通过屏幕显示,或按F8退出.
按F1进入查看,再按F1可切换(从X轴→Y轴→Z轴变换)查看内容,如下所示:
按F1直到退出到主菜单,在状态查看中的内容只能看不能修改.
6/12下载文档可编辑
X&Y
AXIS
F8
X-axis
Enc.Pos
Com.Pos
Pos.Err
锁轴
X-axis
Enc.Pos
Com.Pos
Pos.Err
025000
025000
00000
&Y
XIS
或
025000
025000
00000
F8
或
X-axis
Motors
(
马达)
On/Off
Torque
(转矩)
Tor.Lim
X-axis
Motors
On/Off
Torque
Tor.Lim
60S
X-axis
Enc.Pos
Com.Pos
Pos.Err
:
X&Y
(马达)
on
(转矩)
9.9999
-0.0015
轴
或
on
-.0015
9.9999
S
F8
025000
025000
00000
AXIS
F8
或
X-axis
Sensors
(
传感器)
Home
For.Lim
Rev.Lim
选择60S
或
X-axisSensors(传感器)
Home
For.Lim
Rev.Lim
X-axis
Motors
(马达)
On/Off
Torque(
转矩)
Tor.Lim
0S
Off
Off
Off
台锁轴
或
Off
on
Off
Off
9.9999
0
-0.0015
F8
或
X或-axis
Tuning(调谐)
KD
KP
KI
X-axis
Tuning
(调谐)
KD
Home
KP
KI
Rev.Lim
择60S
X-axisSensors
(
传感器)
For.Lim
035.00
030.00
000.25
60S
035.00
Off
030.00Off
000.25Off
7、在主菜单下,按
F8
F7进入泵界面,显示如下:
或
ght选择60S
X-axis
Tuning(调谐)
KD
KP
KI
Pump
1Rate:
0005rpm
(泵1的转速)
RET
EXIT
035.00
030.00
000.25
50
UP
DOWN
F8
F1
F4
F5
1Rate:
Pump
0005rpm
(泵1的转速)
退出
增加
减少
释放
EXIT
UP
DOWN
说明:
在此界面下可设定泵的转速,按F4或F5可改变转速;
RET
F1
F4
F5
8、在主菜单下,按
F8进入参数设置界面,显示如下:
:
X
退出
增加
减少
F8
ight
Setup:
Counter
AutoPurge
RunMode
释放
RET
EXIT
CNT
RES
SOLV
ON
*
OFF
WET
*
DRY
轴
F1
F2
F3
F4
F5
F6
(F7
F8
X
F8
:
TrackballControl
Current
当前)
X
退出
计数
复位
解冻
开
关
湿
干
住释放
EXIT
TEACH
PURG
X&Y
X
Y
Z
说明:
Auto
Purge
为自动出胶;
F6
F7
F1
F2
F3
F4
F5
):
X
RunMode
为运行模式;
选Y轴选Z轴
退出
输入点胶选X与Y轴选X轴
 升级会员
升级会员 