传动箱体工艺与夹具设计工序卡片A3全套图纸.docx
《传动箱体工艺与夹具设计工序卡片A3全套图纸.docx》由会员分享,可在线阅读,更多相关《传动箱体工艺与夹具设计工序卡片A3全套图纸.docx(18页珍藏版)》请在冰豆网上搜索。
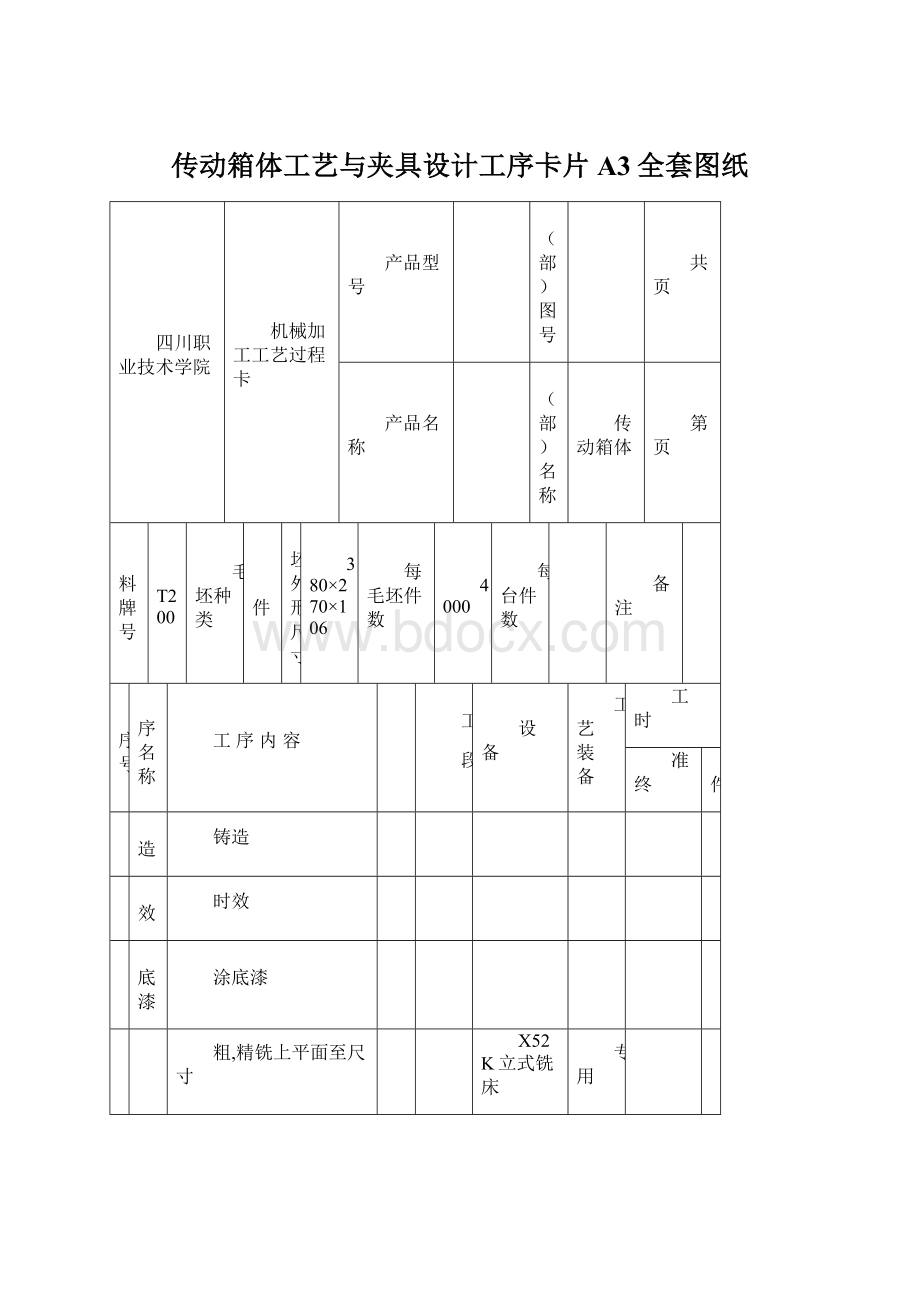
传动箱体工艺与夹具设计工序卡片A3全套图纸
四川职业技术学院
机械加工工艺过程卡
产品型号
零(部)图号
共页
产品名称
零(部)名称
传动箱体
第页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
380×270×106
每毛坯件数
4000
每台件数
备注
工序号
工序名称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
铸造
铸造
2
时效
时效
3
涂底漆
涂底漆
4
铣
粗,精铣上平面至尺寸
X52K立式铣床
专用
5
铣
粗,精铣下平面,保证尺寸100±0.1,保证粗糙度达到1.6
X52K立式铣床
专用
6
铣
粗,精铣宽度为20mm的侧面及保证尺寸62的面保证粗糙度达到1.6
X52K立式铣床
专用
7
镗
镗上平面各孔各孔同圆柱度达到0.02,粗糙度达到1.6,并保证各孔尺寸
卧式镗床
专用
8
镗
镗下平面各孔各孔同圆柱度达到0.02,粗糙度达到1.6,并保证各孔尺寸
卧式镗床
专用
9
钻
钻上平面M6,M8螺纹底孔
Z535立式钻床
专用
10
钻
钻下平面M6,M8螺纹底孔
Z535立式钻床
专用
11
钻
钻下平面台阶面各小孔
Z535立式钻床
专用
12
钳
钳工,攻丝各螺纹孔
Z535立式钻床
专用
检验
检验
入库
入库
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
粗,精铣上平面
工序号
01
技检要求
按照图示要求保证粗糙度要求并保证尺寸102,要求已加工平面无明显刀痕
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式铣床
X52K
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗铣平面,控制尺寸到104mm
315
1
2
1.57
300
4.8
1.13
1.04
高速钢三面刃圆盘铣刀
1
1
专用量具
2
精铣平面,控制尺寸到103mm
315
1
2
0.4
75
0.8
1.09
1.04
高速钢三面刃圆盘铣刀
1
1
专用量具
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
02
工序名称
粗,精铣下平面
工序号
技检要求
按照图示要求保证粗糙度要求并保证尺寸100±0.1工平面无明显刀痕
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式铣床
X52K
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗铣平面,控制尺寸到101mm
240
1
2
1.57
300
4.8
1.13
1.04
高速钢三面刃圆盘铣刀
1
专用量具
2
精铣平面,控制尺寸到100mm
240
1
1
0.4
75
0.8
1.09
1.04
高速钢三面刃圆盘铣刀
1
专用量具
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
粗精铣宽度为20mm的侧面
工序号
03
技检要求
按照图示要求保证粗糙度要求并保证尺寸20及62尺寸无明显刀痕,并且保证各面没有可以刀痕
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式铣床
X52K
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
粗铣平面,控制尺寸到21与61
210
1
2
1.57
300
0.12
2.21
0.41
高速钢三面刃圆盘铣刀
1
1
专用量具
精铣平面,控制尺寸到20与60mm
210
1
1
0.4
75
0.08
2.21
0.41
高速钢三面刃圆盘铣刀
1
1
专用量具
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
镗上平面各孔各孔
工序号
04
技检要求
按照图示要求保证粗糙度并保证各孔尺寸,各孔表面没有明显可见的刀痕迹,控制各孔的轴之间的同轴度要求
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
卧式镗床
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗镗上面各孔,镗削余量单边为2mm
35
1
2
2.98
1000
0.2
0.227
2.61
硬质合金镗刀
1
塞规
2
精镗上面各孔,镗削余量单边为0.5mm
35
1
0.5
3.09
1000
0.15
0.279
1.86
硬质合金镗刀
1
塞规
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
镗下平面各孔各孔
工序号
05
技检要求
按照图示要求保证粗糙度并保证各孔尺寸,各孔表面没有明显可见的刀痕迹,控制各孔的轴之间的同轴度要求
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
卧式镗床
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
粗镗下面各孔,镗削余量单边为2mm
20
1
2
1.75
600
0.2
0.96
2.61
硬质合金镗刀
1
专用塞规
精镗下面各孔,镗削余量单边为0.5mm
20
1
0.5
3.09
800
0.15
0.224
1.56
硬质合金镗刀
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
钻上平面M8,M6螺纹底孔
工序号
06
技检要求
采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
200
200HBS
1
立式钻床
Z535
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻上面各孔至Φ5
15
1
0.24
900
0.25
0.118
1.77
Φ5的麻花钻头
1
专用塞规
2
攻丝至M6
15
1
0.15
480
0.15
0.05
1.77
M6细柄机用丝锥攻螺纹
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
钻下平面M6,M8螺纹底孔
工序号
07
技检要求
采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
Z535
立式钻床
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻上面各孔至Φ7
20
1
0.33
900
0.25
0.128
0.177
Φ7的麻花钻头
1
专用塞规
2
攻丝至M8
20
1
0.15
360
0.15
0.09
0.177
M8细柄机用丝锥攻螺纹
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
08
工序名称
钻下平面台阶面各小孔
工序号
08
技检要求
采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式钻床
Z535
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻台阶面的各个小孔并用塞规控制其大小
各直径的麻花钻头
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
四川职业技术学院
机械制造教研室
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
钻箱体侧面各小孔
工序号
09
技检要求
采用塞规检查各螺纹孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
下平面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式钻床
Z535
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻箱体侧面各小孔并用螺纹塞规控制其大小
15
1
0.25
900
0.25
0.118
1.77
Φ5的麻花钻头
专用塞规
2
攻丝至M6
15
1
0.15
480
0.15
0.05
1.77
M6细柄机用丝锥攻螺纹
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
 升级会员
升级会员 