互调浅谈.docx
《互调浅谈.docx》由会员分享,可在线阅读,更多相关《互调浅谈.docx(13页珍藏版)》请在冰豆网上搜索。
互调浅谈
无源产品互调浅谈
最近有几款产品互调总是不稳定,时高时低,问我有没有什么解决办法,经过一番了解后,发现:
不是我们不了解产品的互调分析方法,而是对分析后的控制方法没有有效的去执行,致使产品互调时高时低,状态不稳定。
通过该件事,我也在反思:
为什么会出现这种情况?
是我们的知识不够吗?
还是我们现在变懒了?
还是我们根本就不想去做?
还是我们已经习惯了?
难道真的要到绝境后,才奋起吗?
那别人还给我们机会吗?
产品问题不解决,客户就不能给公司订单,公司就不能给员工工资,工作的目的不就是争取工资吗?
工资是公司给的吗?
不是,工资是客户给我的。
产品互调分析怎么做?
如何控制?
一:
测试系统的分析与控制。
一个好的量测系统是保证产品质量的前提,要不然的话:
良品成了不良品,不良品成了良品;如何判定互调测试系统的好坏呢?
首先要了解什么互调?
无源互调定义:
不同频率的电磁波在不均匀传输面上,发生非线性混频。
输入信号f1和f2,发生混频后,输出信号除f1、f2外,还有2f1-f2、3f1-f2、4f1-f3;2f2-f1、3f2-f1、4f2-f1等混频信号。
f1、f2的系数相加为3的称为3阶互调,系数相加为5的为5阶互调,依此类推。
3阶互调信号最强,最容易落在接收端频段内。
系统天线接收到的信号很微弱,需要经过放大器放大进入接收机。
这样,互调信号也被放大进入接收机。
接收机非常敏感,即使是很小的电平都会对接受信号产生影响,因此需要严格控制互调信号特别是3阶互调信号(这是官方的定义,如果通俗点的话:
信号在某单元内传输时,单元的非线性因素产生一个对另一个单元有影响的信号,而这种信号对另一单元的影响是致命的)。
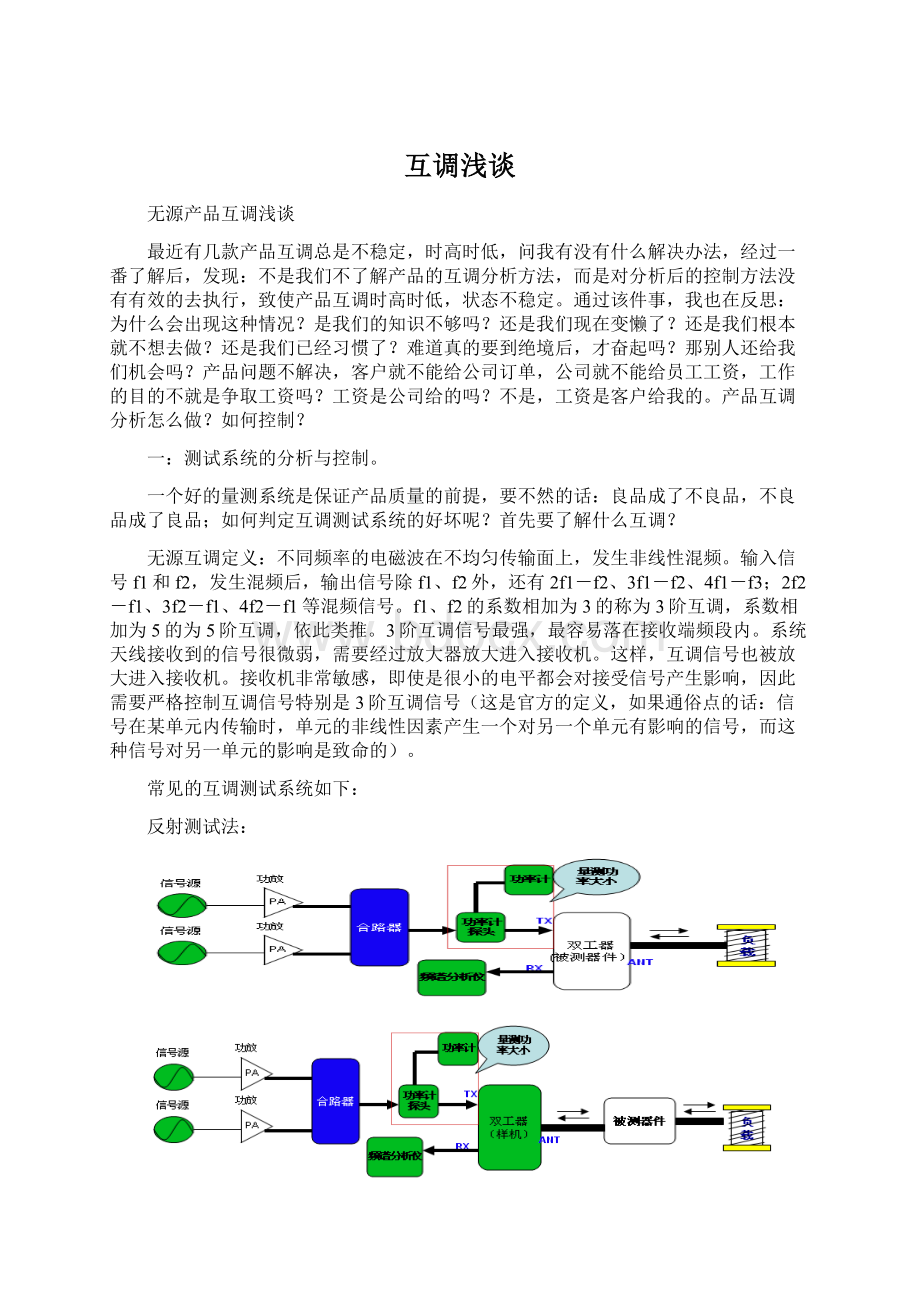
常见的互调测试系统如下:
反射测试法:
信号源:
产生需要的信号功放:
将信号进行放大合路器:
将两路信号合成一路信号
功率计:
检查信号功率大小负载:
吸收信号频谱分析仪器:
量测互调值
依据不同产品的互调指标要求,设置不同的互调测试频点、根据不同的测试频点选择不同的功率放大器和合路器;互调测试时,根据产品的互调指标设置在频谱仪上设置不同的检查频点(注意:
有些产品是有增益的,测试时要剔除或降低产品增益)。
当某一产品互调合格率(也就是一次通过率)偏低、良率不稳定时(查看一端时间内的一次通过率时,合格率时高时低-----有点像过山车),首先要做的动作是:
1.了解产品良率的实际情况------测试多少台?
多少台合格?
现在的问题是什么?
;
2.关于该产品做了那些动作,每种动作的做后的数据是什么?
3.产品互调测试的指标是多少?
------互调测试频点、功率大小、指标是?
带宽是?
4.产品测试系统是否有校验记录?
测试的样机(goldsample)在那里?
测试值是?
这些是基础,不要在不了解实际情况下发表言论,毕竟毛主席教育我们:
实践是检验真理的唯一手段。
一定要收集整理好数据,并做好统计分析。
在了解上述情况后分析:
互调测试阶次----3阶、5阶、7阶、9阶等,测试的是带内互调还是带外互调?
产品的测试值是多少?
样机的互调测试值是否稳定?
测试系统的多长时间做重复性和再现性测试,测试情况是什么?
测试已判定的不良品在不维修的情况下,重新测试10pcs(或20pcs),观测每一台的测试情况(产品是否稳定、敲击腔体那个部位互调值变化明显、测试电缆是否发热等)和产品测试值,测试完成后统计分析:
不良现象是否有一致性?
不良品的测试值与要求值的差别是多少?
敲击腔体时,互调值变化最明显的部位是那里?
产品测试时,那些手法是可控,是否有产品测试控制手法的文件,这些文件是否已编入该产品的FMEA(failuremodeandeffectanalysis产品失效模式分析)内。
现在发现,很多问题不是我们不晓得,而是我们的标准做不到,也就是执行情况不是很好(当要做分析时,样机(有些地方叫:
标准件)没有,相关的日常维护数据也没有,就是测试的人员也不晓得要做什么样的数据,只知道这样做。
有点像:
巧妇难过无米之炊)。
举例分析:
H客户的某款产品,生产和品质反馈产品互调良率不稳定,找不到问题点,不知道该怎么办?
调查后发现:
产品上一周互调测试的良率水平为:
90%~~95%(每天测试数量为:
200pcs),只是本周内产品互调测试良率水平为:
80%~~95%(每天测试数量为:
150pcs)。
该问题持续了3天,发现在线维修的产品增加了,在线看了一下产品维修记录卡,发现是互调问题,便说产品互调不良,自己找不到问题解决的办法,需要帮忙---------没有去了解在线产品互调测试良率跟踪数据统计,没有监控统计良率的上下限,不清楚产品的互调水平。
分析问题:
1.产品Tx带宽是:
35M(925M~~960M),产品Rx带宽是:
35M(880M~~915M),互调测试选定是边频:
F1=925MF2=960MF3=925*2-960=890M,F3刚刚落在Rx带内;单路信号功率为:
44dBm;
2.在线选取20pcs互调测试不良的产品(不经过维修的产品),重新测试产品互调发现:
互调测试时,互调测试值不稳定(低噪飞的很高),发现测试系统的合路器与合路器附件的电缆发热,功率计显示驻波比超出规定的范围内;
注意这时,系统就有问题了------电缆发热,驻波超出范围。
3.在没有样机(goldsample)的情况下:
选取互调测试合格产品重新测试------产品互调不合格;选取互调测试不合格产品重新测试------产品互调测试合格;
量测系统存在问题-------不能达到检测的目的。
综合上述情况,说明该产品互调测试系统有问题。
问题解决办法:
1.重新设置产品测试系统的测试指标(主要是测试频点、测试功率大小);
2.检测每一条测试电缆、合路器等好坏,对不合格的电缆进行更换(本次问题是:
一根测试接头处,因长时间使用,同轴电缆外部屏蔽线破损,发射功率时,线缆发热);
3.在反复确认互调测试系统后,再重新检查20pcs不良产品(合格15pcs,5pcs不良);
4.在线互调测试合格20pcs重新测试(合格18pcs,不合格2pcs);
解决措施:
召集生产、计划、品质、测试工程部等相关部门人员商定:
1.在线不合格重新测试产品互调(不合格品送维修),在线测试合格品重新在测试一次(不合格品送维修);
2.品质从在线的产品中选一台产品做样机(goldsample),每天测试前,先用样机(goldsample)量测系统是否合格(动作:
比较样机测试值,测试值误差在+-3dBm内说明系统良好,可以进行产品测试,否则需维护测试系统);
3.品质建立产品良率统计报表,及时反馈产品良率问题,做好数据统计分析;产品一次合格率超出规定范围时(设置一次合格率的上下限,并定期分析合格率的CPK),需及时召集相关人员处理。
通过上述事件的分析处理发现:
一个好的量测系统是保证产品质量的前提。
六西格玛内的一句话:
不管你的制成如何严格,做的不良品越多,流到客户手上的不良品也越多。
上述事件告诉我们:
一个量测系统的标准和规范建立的重要性。
不要抱怨员工的问题,也不要抱怨环境的问题,是我们没有把标准搞情况,是我们没有把相关制度建立好,忘记了做事要实事求是,只有把事做到实处,落实到实处才能解决好我们遇到的问题。
如何建立产品测试的FMEA(产品失效模式),不定期的跟新FMEA和坚决执行FMEA是保障产品资料的基础。
人最难的是如何把一件事做好。
二:
产品装配过程分析与控制
产品互调不良一般认为是装配问题,也就是产品互调不良就是装配过程监控不到为造成,这种观点是错误的,要不得的。
结合本人在工作遇到的互调分析改善的经验,产品互调不良与产品装配制成有很大的关系(其实就是相关的标准问题,需要对部件物料建议一个标准),但不是主要原因。
本着实事求是的原则,需要具体问题具体分析,认为如下几个方面是装配控制手段。
1.糟糕的连接器。
常见的连接器有:
7/16连接器、N型连接器等,根据产品的设计要求,选择不同的接插件,下面以常见的7/16为例分析产品互调;
图一图二
如上图所示为常见的7/16,在产品中一般置于双工器的公共端口(也就是天线端口),因此7/16传输的信号比较丰富(有直流电压信号、有接受和发射的高频信号、有载波的低频信号等),在众多的传输信号中对互调影响比较大的信号是:
接受和发射的高频信号和馈电隔离信号,因而在设计7/16时,考虑的因素比较多,而其中重点是:
既要满足产品设计的结构要求,又要满足产品信号传输的隔离要求,这给7/16结构带来了很大的难度。
为满足结构和电气的通用性,一般将7/16设计成几段。
如下:
7/16外导体部分图示
7/16的名称是:
接插件口的内径和外径的比值-------具体下去自己量测一下。
在该部分,对互调影响最大的部分是外壳部分和中心内导体部分。
其主要表现在如下几个部分:
由于机械加工工艺和装配工艺的难处,内芯连接一般设计成两段,压接或锡焊连接,压接或锡焊连接的制造工艺、参数控制比较多(机加公差尺寸、焊锡量、压接力度、焊接温度等),生产出来的产品一致性比较差(一般控制在2个标准差内),使互调成为难以攻克的难点。
经过长期的经验积累和设计的改善,7/16的设计趋于一体化主杆的设计,如下图,连接为一体化的主杆:
题外话:
我们看到的只是事物的表象,没有深入去了解问题时,要沉下心来做数据统计分析和现场实际调查工作。
接插件的内芯材料的选择、加工工艺、电镀工艺等,是一个比较长的产品供应链,对每一个环节需要做好相关的监管和控制(也就是制定一个的检验标准和日常的维护电检表)。
曾经对一块产品的互调进行分析,产品总是不稳定,找了很长时间发现是:
内芯材质的问题(厂家为降低产品的生产成本,在电镀时,电镀工艺监控不到位,采用厚铜薄银技术,电镀时铜的厚度偏厚,银的厚度偏薄------趋附效应明显。
这也是产品的FMEA没做到位造成。
外壳的接地问题:
互调环在产品装配中的主要功能是:
接地和密封:
当接插件装配到产品上时,腔体的接插件的安装处通常情况下是平面,接插件的装配处也一般是平面;互调环高出接插件平面0.10mm~~0.15mm;互调环可以将接插件与腔体件的面面接触,变为线面接触(在相同的压力下;线、面结合处的压力比面、面结合出的压力要大;这是初中物理书上的基础知识)。
在装配的过程中,线面接触是靠接插件的螺钉压合的紧固力来保证(一般用的是M3长度为10mm的内六角螺钉,但也可以用M4的内六脚螺钉,具体要看接触面的大小);故在接插装配时,互调环与腔体的线面接触面需有压痕(最好的情况是:
压痕清晰,最坏的情况是:
没有压痕)。
一般的要求为压痕不能少于线面接触的3/4,否则产品装配不良;
这个标准的给出是在长期验证的基础上判定的,如何保证压合面接触保证有3/4,有如下两种方式:
方式一:
制作压合定位的夹具即:
产品在装配前,使用夹具来保证线面结合的压力均匀,且不受螺钉紧固时压合力大小的影响。
方式二:
使用两种不同力矩的电动起子进行装配即:
先用小的力矩的电动起子(力矩一般为紧固力矩的1/4---1/3)对角紧固,再用装配力矩(也就是装配紧固力矩)对角紧固。
总的来说,糟糕的连接器是互调不良的主要原因,部件加工、电镀、焊接等生产、检验等环节需重点控制(对每一个加工工序,建立相对应的QC质量控制图,并依据实际情况,不断优化QC质量控制图)。
提示一下:
上面只是考虑主杆接地的问题,但如果接插面有非导电材质(如:
接插面电镀时的保护膜,接插面的非导电颗粒等等),如何做验证分析;主杆的长度、腔体孔深的长度、焊接时焊锡量的大小、螺钉紧固时的力矩大小等这是都是问题监控点。
产品工程师和品质工程师的职责就是找出这些变因,找出方法控制这些变因,并及时的更新产品的FMEA,及时的执行到位。
2.糟糕的装配工艺。
产品在装配的过程中紧固方式、物料匹配方式、不同的装配人员等都会造成产品互调测试失败。
在装配控制的手法中,有哪些控制手法?
如何规避该问题的再次发生。
结合产品的实际情况,具体的方法如下:
a.良好的紧固方式-----螺钉的选择。
不同的产品需配对不同的谐振杆(resonance),一班用螺钉(bolt)来紧固谐振杆。
RF信号在腔体内以电磁场和电磁波的方式在腔体内传输,在选择紧固螺钉时,一般选择非磁性螺钉(磁性螺钉会是信号传输中的干扰信号);又由于传输的信号为高频信号(RF信号的波长很短:
1.8G的信号对应的波长为:
0.1667米),信号在传输介质的表面传输,信号传输时存在趋附效应;结合上述两点:
通常在螺钉的选择上执行如下原则:
抽头片的紧固螺钉为铜件或铜件镀银(建议不用:
磁性螺钉,或磁性螺钉镀铜,如用的话,会增加问题分析的难度,找不到问题点);
谐振杆的紧固螺钉一般用非磁性螺钉,对互调要求高的产品,建议用铜件或铜件镀银螺钉。
注意:
该螺钉只针对于互调影响大的区域(双工器:
880~~~915M,925~~960M,如互调产生点在925~~960M,不在880~~915M频段内,在880~~915M端口建议不用电镀后的螺钉,成本就比较高了)。
还是那句话:
实践是检验真理唯一标准。
任何事都是要有数据统计和反复的实验验证。
螺钉的加工方式和流程如下:
下料(型材)-----螺钉打头(冷镦机)------搓牙(搓牙机)-----热处理(根据需求)------电镀或发黑件
题外话:
螺钉在热处理的过程中,重点关注:
氢脆现象的发生。
氢脆现象曾经给我有个血的教训(因氢脆现象带来的断钉,给公司带来50w的损失)。
b.良好的紧固方式-----避让方式的选择。
金属器件在加工的过程中,因金属特性(金属的硬度)的不同,在装配制成过程中,金属与金属间的紧固性与理论上的差别很大。
因而在加工的时候,需选择不同的加工工艺,具体情况如下:
从金属紧固特性上分析:
不同的金属件(以铝件为例)选用不同的螺钉紧固时,一般情况下,1.盘头的螺钉比沉头的螺钉要好(盘头螺钉紧固时,利用盘头螺钉面去紧固,压合面比较大;沉头螺钉紧固时,锥面加工的一致性不能保证,紧固面是沉头螺钉的一个线面去压合紧固,压合受力面积不是很均匀)。
但盘头螺钉的趋中性有没有沉头螺钉的好(沉头螺钉在紧固的过程中,锥面具有趋中性,而盘头螺钉没有)。
还是那句话在设计、装配的过程中,依据产品结构的实际情况来选择对应的螺钉,但尽量少用沉头螺钉;
2.关于紧固螺钉的长度选用问题:
螺钉的咬合牙一般在5~10丝牙,具体情况要视结构选择的螺钉而定(如果是M8的螺钉,咬合5个牙就不行,但M3的就可以);
3.关于自锁螺钉,运用金属件弹性进行自锁,力矩一般都很小(一般在0.3~0.7N/m),因而自锁螺钉一般都要点螺纹紧固胶(在网上查查,看看就晓得了,这里不做介绍)。
结合长期的工艺验证和数据分析,一般选用M4的盘头螺钉用做盖板与腔体的紧固螺钉,盖板的厚度一般设为3.00mm,具体的要视产品结构特殊而定。
c.装配耦合窗口的控制方式。
产品在设计时,考虑的带通滤波器的带外抑制问题,一般会在排腔时,会加强或延迟信号传输的相位来调解产品带外抑制问题;通常会在腔体的两个或多个谐振杆的耦合窗口上加强或减弱,也就是常见的容飞、感飞、对称飞、窗口飞等(也叫:
loop或probe)。
题外话:
从互调改善的经验看:
产品设计时,最好多用窗口飞,少用或不用感飞(loop),在ANT附近或抽头附近少用容飞(这些地方比较敏感,信号比较强,其干扰的因子比较多)。
产品在设计的过程中,不可以没有耦合窗口,因而对于有耦合窗口的产品,在装配时如何控制?
怎样控制?
一般情况下:
对于耦合窗口附近的谐振腔,在选用谐振杆时,选用镀层和外观光滑的谐振杆(当射频信号在有凹坑的谐振杆表面传输时,信号像水流一样在不均匀的表面流动时,会产生漩涡效应使信号叠加,产生非线性信号----非线性信号是有害的)。
腔体的窗口一般情况下是不通过机加的(通常是压铸成型,只有特殊要求时,才会机加)。
这与腔体压铸的数量和加工数量有关(后面做具体分析),是否做个同一模具在长时间压合后的合格率统计数据分析(在六西格玛内,标准差会偏移1.5)。
总之这是个系统长期的数据收集整理过程,贵在坚持。
d.盖板(lid)的控制方式。
依据不同的产品特性设计出不同盖板,常见的有压铸盖板、冲压成型盖板等;压铸的盖板后面在机加环节做分析。
冲压的盖板加工方式:
下料---剪切---校平---拉丝---冲压---攻丝---电镀等工艺;
如果校平工艺不能保证材料的平整度,就会造成后面冲压工位的空位偏移;
如果拉丝工艺不能去除材料表面的凹槽,就会造成后面电镀腐蚀的平整性;
如果冲压工艺不能区分功能面和非功能面的功能特性,就会造成后面成品的电气性能(例如:
信号泄漏、隔离度不良等);
如果攻丝工艺不到位,就会造成后面装配时毛刺翻边,造成产品电气性能不良;
因而在盖板的制成中,必须建议一个稳定的来料检验(主要的是:
盖板的螺纹孔、盖板的表面平整度等)。
e.腔体(body)的控制方式。
腔体是互调产生的主体(毕竟所有的部件都是装配在腔体上的,腔体是整体部件的核心),产品互调不良如确认是腔体的问题,需要报废或更换腔体,那还不如重新在做一个产品,因而腔体是整个互调分析中的重中之重(由于本节主要是说明装配对产品互调的分析影响,后面的电镀、机加、压铸、设计等环节会做深入分析)。
腔体的控制主要在如下几个方面:
1.腔体发黄问题。
金属铜、银为活泼型金属,极易与空气中的化合物发生化学反应,长时间放置在空气中时,使其发黄、发黑(太长时间时,腔体内会有蓝的结晶物)。
为避免该问题的发生,铜和银在电镀完成后,会在其镀层表面铺一层保护膜来隔绝空气;在存放周转时,需要严格控制仓库的温度、湿度、产品存放的周期等,不管你存放的环境如何好,放置的时间越长,腔体氧化发黄的几率也越高。
但腔体发黄到何种程度时,是可以用的,什么情况下是不可以用的?
制定相关检验标准时,需要由图片和数据分析为基础来研究(腔体轻微发黄、中度发黄、严重发黄等级别,对每一个级别通过实验的方式,分别走验证,用数据和图示的方式制定相关的检验标准),并不是所有发黄腔体都不能用。
也就是针对每一种产品,需建立一个完成的FMEA,只有在建立一个完善的FMEA后,才能很好的保持产品的生产良率。
2.腔体内壁与窗口上的毛刺问题,腔体中传输的信号时RF信号,是一种电磁信号的一种(所有的电信号,都存在尖端发电的现象如下图所示);腔体内壁如有毛刺,那它就是一个尖端,
是尖端就存在尖端放电。
那是不是腔体内壁不允许有任何一点毛刺?
其实这是一个相对的问题,腔体内壁很细小的毛刺、腔体内壁的台阶上有很小的毛刺,是可以接受的,具体要看它对产品性能的影响(在什么都要数据提供的基础上,可以正对每一个毛刺点,收集整理其问题点来做相关的验证,来说明该问题)。
在互调的分析过程中,有人总是问:
你说毛刺对互调的影响比较大,那有没有数据说明?
有的产品就有毛刺,为什么它的互调还很好呢?
第一个问题,它是一个知识认识度的问题,为什么在打雷的时候不能站在空旷的场地上,因为雷电会将你给劈死;置于第二个问题很好解释,其实这是一个相对问题,我们说互调是针对大功率信号传输通道,不是没有大功率信号传送的端口,也就是找的方向不同(表达的不是同一个问题点)。
2.腔体内壁脱模后的磨痕问题,机械加工成本问题(批量上线的产品不可能用CNC将腔体一个一个机械加工出来),腔体都是先压铸成型后,在用CNC简单走刀成成品(一般是腔体标准表面成型处理,对腔体的内壁是不进行机械加工的),在压铸脱模的过程中,由于脱模方式的不同,在腔体的内表壁存在一些磨痕。
由于磨痕的存在,磨痕不是一个规则的传输面,信号传输时,相互叠加相互串扰产生非线性信号(就是互调信号),该问题一般出现在后期(也就是在批量压铸15000pcs后),产品刚开始互调不怎么样,但经过一段时间后,合格率有稳步提升,之后就慢慢下滑。
至于该现象对互调的影响有多大,是一个长期检验和数据收集的分析而来的出来。
需要做好相关的图片和数据分析。
建议收集整理一批该问题,并针对该问题做一个简单的案例分析,为互调改善提供一个可行性的指导方向。
3.腔体的电镀问题(一般用Q值来表述)。
产品电镀的好坏关系到产品互调的好坏,电镀检测镀层厚度用的是X-ray仪器来测试(利用金属对光的吸收程度来判定金属的厚度),电磁学上用产品的Q值来检查其电镀情况(附件为900MHZ产品的Q值量测方法)。
往往电镀的行业又不懂产品特性(一个学化学的,你让他去了解高升的电磁学,十个有九个不懂)。
产品来料检验的人员,需要提供给供应厂家相关检验标准,告知厂家怎么做?
如何做?
不要眉毛鼻子一把抓(找不到问题的重点)。
f.谐振器(resonance)的选择和控制。
不同的产品对应不同的谐振器。
一般而言,频率低时对应的谐振器比较大(相对于频率高的产品而言),反之亦然。
由于材料(铜材质、铝材质、钢材质等)和加工方式(机加、压铸、冷镦等)的不同,做出的谐振器也就不同(这是研发设计的问题),对装配而言重点系谐振杆来料的检验标准问题(置于千奇百怪样的谐振器,不用去了解太深刻)。
由于谐振器是单个的部件(由是电镀的器件),在转运的过程中存在这样或那样问题。
制定相关的检验标准和规程是很重要的。
g.其它控制方式。
装配问题不只是上述问题还包含:
产品的焊接问题、盖板面与腔体面的压合紧密问题(也就是紧固螺钉的安装问题)、人员作业的心态问题、空气中的温湿度问题等,总之它是一个多方面因素印象造成的,不是单一的因子造成。
分析问题时,不要以为单一因子是它失效的主要原因,也不要以为单独放松某一单因子对互调的影响不大,只有严格要求各个工序的检验标准和检验动作规范,才能有效的控制产品的互调。
以上的几点是本人认为:
产品在装配的制成中需要注意的项目,属于个人意见,所列出的问题不全也不完成,还请各位看官给与斧正。
三:
产品电镀过程分析与控制
我们见到的腔体内表面有银白色的(腔体内的功能面电镀的是银)、有浅黄色的(腔体内的功能面电镀的是铜),这些是腔体电镀后的颜色,其底材是铝材。
机械加工后的铝材会有大量的油污和铁屑,铝件电镀前需清洗,清洗完成后,需要清除铝件表面的氧化物,在去除氧化物后,在进行产品的电镀。
产品的电镀是一个复杂的材料表面处理过程,电镀完成后,铜和银的化学特性比较活泼,长时间放置在空气中时会氧化,一般的做法是在其表面铺上一层薄薄的保护薄,隔绝镀层与空气的接触。
保护膜太薄,达不到隔绝空气的特性;太厚,电气性能又有影响(高频时,趋肤效应明显)。
电镀过程是一个复杂的控制过程,其常见的流程如下:
产品在电镀的过程中,最重要的过程是水洗,需要花费大量的水,对水的处理是一个比较复杂和矛盾的处理过程:
电镀使用的水一般是不含杂质的水------相当于蒸馏水,又要导电(水中含有重金属物质),环境污染很严重;用于清洗的产品的水中,含有大量的油污和金属屑,环境污染也很严重。
以上自是个人意见,电镀的环境污染是很严重,一般电镀厂都是远离人口密集的区域。
电镀工艺是一个很复杂的过程,需要专业人去做专业的事,在不了解实际的情况下,不好妄下结论,由于对电镀的接触不是很深入,现对产品电镀后的一些常见的不良(指对电镀有影响的局部电镀),做了写小小的分析,具体的要看专业的电镀专业知识。
专业限制,对产品的电镀问题分析,不深入,需专业人做专业的事。
四:
产品机械加工过程的控制和分析
机械加工是因设计需求加工出符合产品特性的处理过程。
在无源器件中,一般用铝材作为产品加工的基材(即:
腔体的加工对象一般是铝制材料),出于产品成本的考虑,铝件的加工方式分为:
机加和压铸。
机加是在一块大件的铝块上通过CNC机床挖出所需要的结构件;压铸是让热熔后的铝流经模具后压合成型的过程,压铸后的铝件还需要CNC的对关键尺寸进行处理来满足设计要求;一般情况
 升级会员
升级会员 