锂电池电极制备分析word.docx
《锂电池电极制备分析word.docx》由会员分享,可在线阅读,更多相关《锂电池电极制备分析word.docx(15页珍藏版)》请在冰豆网上搜索。
锂电池电极制备分析word
锂电池电极制备分析
1
研究背景
BACKGROUND
自1990年实现商业化以来,锂离子电池在便携式电子设备、电动汽车、大规模储能等诸多领域取得了广泛应用。
人们对高能量密度的不断追求激发了锂离子电池技术的不断迭代,除了开发新的电极材料,电极制备及电池组装过程中能源颗粒技术的革新也对电池性能至关重要。
电极浆料制备、涂布、干燥、碾压中的颗粒过程决定极片微结构的演变,并最终作用于电极和工作电池的电化学性能以及器件的能源存储过程。
理性设计颗粒材料的固有尺寸和初始聚团态,将单个颗粒的活性位充分暴露到电子/离子界面上,才能使能源颗粒在器件中发挥最大功效。
先进的电极制备工艺不仅能提高电池的电化学性能,更能够减少经济成本、提高电池制备能效、最大程度降低对环境造成的不利影响。
因此,揭示电极制备过程中的能源颗粒问题对电极特征及性能的影响,对优化电极制备参数、获得高比能、长寿命的锂离子电池十分重要。
2
文章简介
INTRODUCE
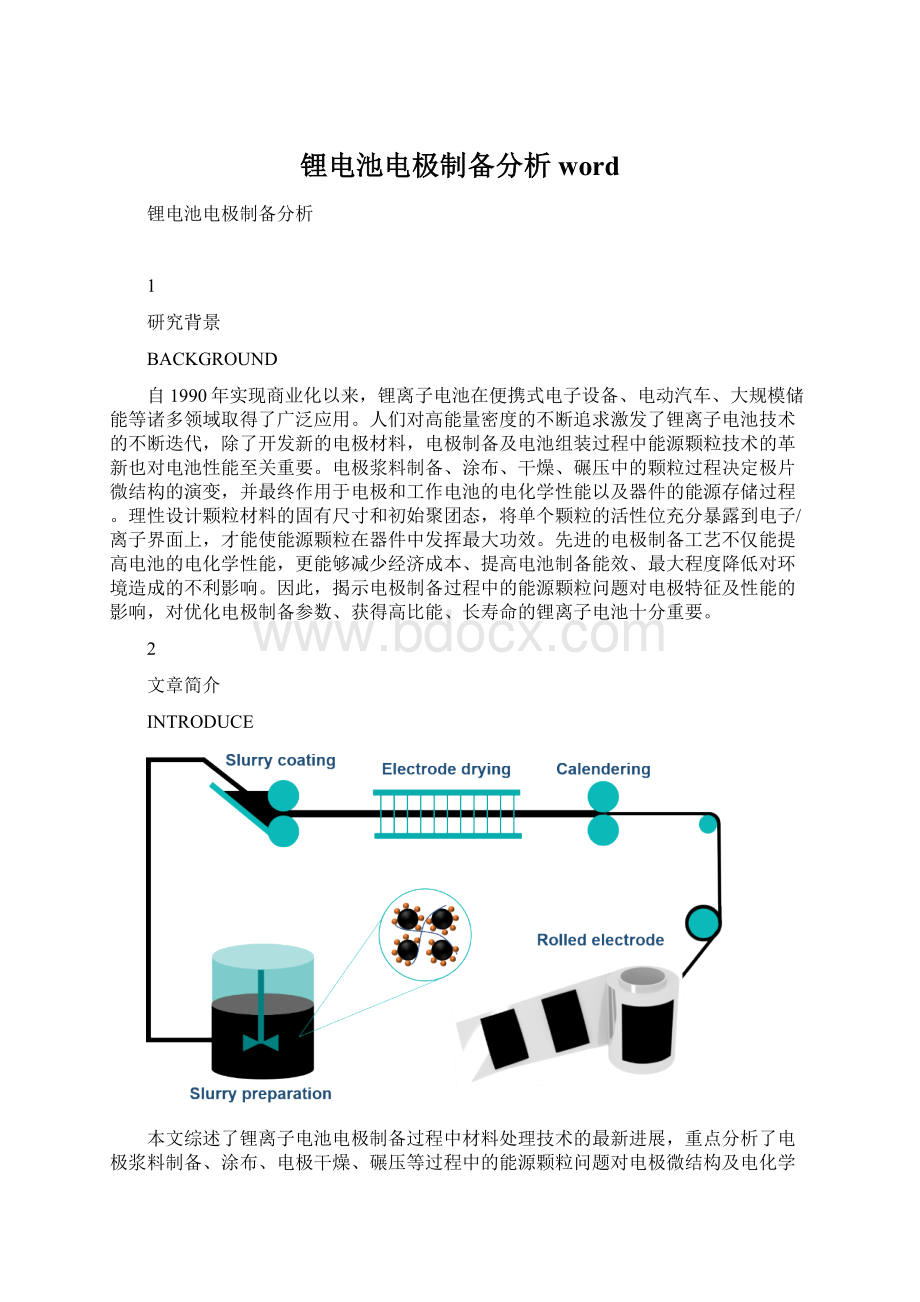
本文综述了锂离子电池电极制备过程中材料处理技术的最新进展,重点分析了电极浆料制备、涂布、电极干燥、碾压等过程中的能源颗粒问题对电极微结构及电化学性能的影响,并展望了能源颗粒技术革新对发展高比能锂离子电池及先进能源材料的指导意义,旨在电池尺度上实现最优化的电极结构和最优的电化学性能,号召更多同行关注能源存储中的颗粒问题。
3
图文精读
CONTENTS
商业化锂离子电池的制备主要包括三个步骤:
电极制备(浆料混合、涂布、电极干燥、碾压)、电池组装(极片/隔膜分切、卷绕、入壳、注液、包装)、电池化成和检测(示意图1)。
电极制备过程一般包含浆料混合、涂布、电极干燥、碾压四个步骤,电极组分(活性材料、导电剂、粘结剂)与溶剂充分混合获得颗粒均匀分布的电极浆料,将其涂布于金属集流体上制成均匀的电极膜,电极膜经过干燥、碾压最终制备成具有一定厚度和结构特征的极片。
整个电极制备过程均涉及颗粒问题,众多制备参数(包括原材料的组成和性质、各电极组分的比例、浆料混合的步骤、涂布过程、极片干燥的程序、碾压的程度等)均会影响电极中的颗粒过程,最终决定电极材料中各组分的分布和结构特征以及电池的电化学性能。
解耦材料处理参数与电极微结构及电池性能之间的关联,优化电极制备过程及颗粒技术,能够有效提升电池性能和循环寿命。
示意图1.商业化锂离子电池的制备过程,本文主要涉及电极制备过程中的颗粒问题。
1.浆料制备
液态浆料作为制备电极材料常用的匀浆手段,具有低成本、易加工的优点。
电极组分(活性材料、导电剂、粘结剂)与溶剂充分混合获得颗粒均匀分布的电极浆料,电极浆料的组成和性质直接作用于极片特征。
稳定、不易团聚沉降的电极浆料有利于制备均匀的电极片,固体颗粒与溶剂间以及固体颗粒间的相互作用会影响浆料的粘度、沉降稳定性等,而毛细作用能够调节固体颗粒间的作用力(图1),固体颗粒间的分散性可以通过三相接触角(QS,B)表征,三相接触角是指二次相(S,此处一般指液相)与被体相溶剂(B)包围的固体颗粒表面之间的夹角。
当QS,B >90°,液相很难润湿固体颗粒从而形成液滴;当QS,B <90°,液相可以有效地浸润颗粒表面,从而在固体颗粒间形成“液相桥联”,这种网络结构有利于形成稳定分散的电极浆料。
图1.电极浆料中两个球形固体颗粒与液相间相互作用的示意图。
1.1.有机浆料体系
根据制备浆料的溶剂特性,电极浆料可以分为有机系和水系。
由于水系浆料与活性材料反应活性高且易发生团聚,通常浆料制备采用有机体系。
考虑到水的电化学窗口较窄且反应活性高,干燥过程必须严格除水,通常锂离子电池中的含水量需控制在10–20ppm以下。
有机体系一般采用NMP作为溶剂、PVDF作为粘结剂,并与导电炭以及活性材料混合获得稳定的浆料体系,每种电极组分的种类及性质(颗粒尺寸、比表面积、电子/离子导率等)都会影响浆料的特征(流变性、稳定性和介电特征)。
小颗粒尺寸的材料孔隙率低,但有利于提高极片的柔韧度。
纳米尺度的电极材料对提升电池的性能具有重要作用:
(1)纳米电极材料能够大大缩短电子和离子的传输距离并加快其在大量晶界的传输速度,从而具有更好的动力学特性;
(2)纳米材料的高比表面积有利于降低电极的有效电流密度,加上优异的动力学特性,能够保证更高的倍率性能;(3)纳米颗粒能够迅速吸收并存储大量的锂离子,同时不破坏电极结构。
但纳米颗粒的高比表面积也会加剧其与电解液之间的副反应,且容易发生团聚、堆密度低,导致制备出的电极材料初始库伦效率低、接触阻抗大、体积能量密度低。
综上,颗粒尺寸对电极性能的影响还是相当复杂的,必须同时兼顾活性材料种类及制备过程的影响。
除了电极材料本身的特性以外,电极材料的混合顺序也会对电极浆料的性质及电极性能产生很大影响。
研究人员发现将LiCoO2(LCO)与导电剂炭黑(CB)先干混,再加入PVDF和NMP制备出的电极具有最高的放电容量和循环稳定性,而其他人则发现这种混料顺序会影响浆料的粘度和稳定性,破坏活性材料的长程电子网络结构。
Wang等人对比了NCM正极制备过程中两种混浆顺序对浆料特性、电极微结构、导电性和电池性能的影响,结果发现将PVDF/NMP溶液与导电炭黑和NCM粉末依次混合(顺序1)形成的浆料性能优于先干混导电炭黑和NCM再加入粘结剂溶液(顺序2)。
顺序1中,将导电炭黑与粘结剂先混合可形成凝胶状的浆料,干燥过程中与导电炭黑与粘结剂形成的多孔团簇会附着在NCM表面,在活性材料颗粒间构筑起互联互通的导电网络,这种多孔结构也有利于锂离子的传输。
因此,顺序1制备出的电极其离子导率和电子导率均大幅度提升,并表现出优异的高倍率性能。
混料程序也会影响极片的颗粒状态。
Lee等人发现将粘结剂溶液分批加入电极浆料(图2a&b)有利于固体颗粒的均匀分散,活性材料和导电剂分布更加均匀,制备出的电极具有较低的接触阻抗和界面转移阻抗,大大降低了电极的极化,从而表现出更加优异的电化学循环稳定性和倍率性能(图2c)。
Liu等人利用多尺度模拟手段也证实了多步混料有利于获得更加理想的电极结构,发现具有小尺寸立方相的LCO材料通过多步混料手段制备出的极片具有更高的导电界面比率和有利于电子传输的理想电极结构(图2d)。
图2.LCO电极制备中不同混料程序示意图:
(a)一步法添加粘结剂,(b)分批添加粘结剂,(c)不同混料程序制备出的电极组装成Li/LCO电池的循环性能;(d)活性颗粒形貌、混料程序与电极导电界面比率关系的3D示意图。
电极组分干混作为电极制备的第一步也会在很大程度上对电极结构及性能产生影响,不同干混技术可以调控电极粉末的导电性、堆密度和粘度。
Bockholt等人发现通过四种不同的混料设备干混NCM电极材料,制备出的电极粉末、浆料及最终的极片都存在很大差异。
当采用低混合强度的滚筒式搅拌机(RDM),导电炭黑分散性很差,多呈块状,因此制备出的电极导电性很差。
而Eirich混料机(EIR)和行星搅拌机(PM)制备的电极粉末炭黑碎片分布更加均匀,导电性提高了10倍,该粉末与粘结剂混合后,炭黑与粘结剂作用,在NCM颗粒间形成导电与连接网络。
相反,当用强度最高的Nobilta混料机(NOB)进行干混时,炭黑碎片紧紧覆盖在NCM表面,无法在活性颗粒间形成导电网络,导致电极粉末的导电性反而下降,同时制备出的电极浆料堆密度大、粘度低,该极片组装的软包电池倍率性能也最差。
高效的混料设备结合多步混料程序更容易制备出高性能的正极浆料。
电极浆料中的固体含量是决定浆料流变性质的重要因素。
Ouyang等人发现长链结构的PVDF分子一旦接触到浆料中的固体颗粒就会改变其构型,PVDF的桥接作用也会随着浆料固体含量的差异而变化。
不同浆料体系存在不同的最佳固体含量,低于最优值颗粒容易发生沉降,高于最优值浆料内部容易产生屈服应力,导致电极组分的不均匀分布。
该研究结果表明,电极浆料最优的固体含量范围为63.9%到66.3%。
有机体系的电极浆料存在诸多优势,并且在实际的商业化应用中积累了丰富的实践经验。
匀浆一般被认为是电池制造厂的核心技术,通过实际经验总结,匀浆技术取得很大进步,但浆料制备过程中的机理认识却严重不足。
深入了解电极组分性质及制备参数与浆料流体性质、电极颗粒分布的内在关联,才能取得电极材料电化学性能的突破性进展。
1.2.水系浆料
尽管有机浆料体系的电极制备已经拥有很成熟的工业化制备工艺,但仍存在能耗高、环境不友好、安全性差等问题。
相较而言,环境友好、低成本的水系浆料成为电极制备的重要选择,同时水系浆料干燥成本更低,整个制备、再生工艺更加绿色化。
当然,水系浆料体系现阶段也存在很多亟待解决的问题,包括其对金属集流体的润湿性、粘附力较差,容易产生二次颗粒的团聚,干燥过程更加苛刻,正极材料容易发生锂流失以及导致的电极结构变化和集流体腐蚀等问题。
要想实现锂离子电池整个制备、再生工艺过程中水系浆料的完全替代,就必须解决上述所有难题。
水系浆料将常用的NMP溶剂替换成水之后,粘结剂也从PVDF换成了相对便宜的羧甲基纤维素(CMC),CMC中富含的羟基和羧基直接作用于浆料的凝胶化过程。
相比于有机体系,水系中氢键的强静电作用容易引起颗粒的团聚,因此水系浆料必须经过额外的预处理步骤降低导电碳材料的表面能,提高其对金属集流体的浸润性,其中包括物理法(球磨、超声、高速剪切混料、研磨等)和化学法(化学功能化修饰、表面活性剂、氧化处理等)。
当然,稳定的水系浆料并不需要额外添加分散剂,CMC作为一种聚合电解质,与有机系中的PVDF具有类似的作用,本身就能够很好地分散浆料颗粒。
聚丙烯酸(PAA)等添加剂通常用来改善浆料的流动性,但却有可能对电极的粘附性能甚至电池性能产生负面影响。
与有机系浆料相同,水系浆料中原材料的性质也会影响浆料及电极的特征。
对硅负极而言,纳米尺度的硅颗粒浆料粘度更高,尤其是在低剪切速率下(图3),因此,纳米硅和微米硅负极的电化学性能也存在很大差异。
图3.(a)微米级,(b)纳米级硅颗粒的SEM照片;(c)Si、炭黑、Na-CMC浆料的粘度测定。
与有机体系相比,水系浆料通常表面张力较高,导致其对集流体的润湿性很差,制备出的电极很容易脱落。
对此,可以采用共溶剂或多溶剂体系(如乙醇/水)降低浆料的表面张力,或者物理法(等离子体处理、电晕表面处理等)处理集流体表面,提高集流体的表面能。
通过电晕表面处理,Al集流体的表面能可提高两倍。
水系浆料的另一大难题是正极锂和过渡金属流失的问题,尤其是高镍正极体系。
水系制备NCM532正极时,活性材料中的锂会流失到溶液中,过渡金属占位锂空穴,导致NCM532正极表面覆盖一层阳离子混合物,这种现象存在于多种正极材料中。
将NCM532粉末在水中浸泡一个小时,表面Li2CO3和LiOH的含量比在空气中放置一年还要高。
相比于NCM532,高镍三元正极NCM811中锂流失更加严重,导致浆料的pH值高达12,不仅造成电极颗粒的结构变化,还会严重腐蚀Al集流体。
在水系浆料中添加少量磷酸可以抑制正极表面化学性质的变化,降低Li2CO3和LiOH的含量。
水系浆料中添加1%的磷酸就可以将电极的循环稳定性提高至有机系的同等水平。
NCM正极表面涂层也可以抑制过渡金属离子的溶解。
水系Si负极也存在类似的问题,制备Si/碳/CMC复合电极时,酸性环境更有利于在Si颗粒与CMC链间形成共价键,从而制备出的极片机械性能更优,能够在循环过程中保持结构的完整性,具有更高的容量保持率。
水系Si负极大规模浆料制备存在的另一个难题是Si颗粒过度氧化引起的析氢问题,最终导致电极利用率的下降和电池容量的衰减。
因此,解析水系浆料中的界面化学十分重要。
总体而言,水系电极制备存在显著优势,其产业化将革新整个电池生产工艺。
尽管现阶段水系浆料还不能完全取代有机体系,但其工艺成熟后的应用前景十分巨大。
实际上,石墨负极和LiFePO4正极的水系制备已经成功商业化,许多科研团队(包括美国橡树岭国家实验室、德国亥姆霍兹研究所)和公司针对高容量水系正极的问题也做了诸多尝试和努力,相信在不久的将来即可实现绿色可持续的全水系锂离子电池。
1.3.两种体系下电极性能的对比
除了上述提到的水系浆料存在的一系列问题,另外一个值得关心的话题是,与有机系电极相比,水系电极的电化学性能如何?
对于水系敏感性较低的低压正极,如LiFePO4、NCM111、NCM532,水系制备电极的性能可以达到有机系电极的同等水平。
两种体系制备出的LiFePO4/石墨软包电池循环性能基本一致,668圈循环后的容量保持率均为83.7%(图4a),而水系电池的循环倍率更高(0.33Cvs.0.2C),所以相同倍率下,水系电池的循环稳定性理应优于有机系电池。
水系NCM111的倍率性能和循环稳定性也和有机系相当。
另外,在NCM532/石墨软包电池中,水系和有机系的放电倍率基本一致,1C(1C=1.5A)下的容量保持率均为86%(图4b)。
调控水系浆料的pH值、采用新型的水系粘结剂等策略还可以进一步提高水系NCM电极的电化学性能。
除了粘结剂不同以外,干燥和碾压过程的差异也会引起两种体系的很大区别。
一方面,较厚的水系正极(>4mAhcm−2)循环过程中容易产生破坏性的裂纹,但有机系正极并不明显;另一方面,从有机系转向水系,正极的孔结构会产生很大变化,导致电解液的润湿行为和放电倍率存在很大差异。
图4.水系/有机系正极组装的软包电池的电化学性能对比:
(a)LiFePO4/石墨软包电池的长循环稳定性;(b)NCM532/石墨软包电池的放电倍率性能。
对于高镍正极(如NCM622、NCM811)而言,两种体系制备出的电极性能存在一定差异。
目前普遍达成共识的是,NCM电极中镍含量的增加会加剧锂离子的流失,但关于锂离子流失对电机结构及电化学性能的影响,不同课题组的认识存在差异性。
Wood等人发现正常条件下水系制备NCM811电极中,仅有3wt%的锂离子流失,这对电极的体相结构并没有任何影响,只对电极表面产生微小的修饰,而流失到浆料中的锂离子在干燥过程中又会重新回到电极表面,所以水系NCM811的首圈放电容量甚至比有机系略高(约5mAhg−1)。
Hofmann等人也证实了这种Li+/H+交换机制的可逆性,发现在初始化成阶段,水系电池的放电容量是逐渐增加的。
但水系软包电池在1000圈长循环后的容量保持率却较低((~70%vs.~76%),3C高倍率下容量也较低(136mAhg−1 vs.160mAhg−1)。
目前对这种性能差异的解释存在争议,有人认为是两种体系下电极组成(电极中导电剂、粘结剂的分布)的不同造成的,而有人则认为这是水对高镍正极产生的负面影响引起的,尤其是NCM622和NCM811电池。
水系制备高镍正极容易造成活性材料的分解、在活性材料表面形成钝化层、副反应增多等不利影响,导致水系电池电极/电解液界面阻抗高、初始放电容量低(3–10mAhg−1)、首圈库伦效率低(1–3%)、极化大、长循环容量衰减快。
水系电极的性能衰减在NCM622和NCM811电池中并不显著,但对于某些对水敏感性极强的电极,如LiNi0.8Co0.15Al0.05O2(NCA),这种负面影响则可能是致命的。
当NCA与水接触时,不仅会在其表面形成大量钝化物,还会引起电极表面物种的流失,导致电极表面结构的破坏,严重阻碍锂离子的嵌入和脱出,最终导致水系NCA电池极化极相当大,电池无法正常运行。
这说明水系浆料制备对水极其敏感的电极材料还是存在很大挑战的,通过颗粒表面修饰等手段抑制或者缓解电极材料与水的反应有可能解决这个难题。
2.浆料涂布
浆料必须涂布到金属集流体上才能制成工作电极。
电极涂布有很多手段,包括喷涂、旋涂、浸涂、喷墨打印、电泳沉积、刮刀涂布、狭缝挤压涂布等等,其中刮刀涂布和狭缝挤压涂布是目前采用最广泛的两种涂布技术。
刮刀涂布工艺中,通常采用金属箔基底作为涂布滚轴直接与浆料罐接触,当基底同时接触滚轴与刮刀时,浆料即可均匀涂布于基底上,因此,基底与刮刀间的距离决定了电极膜的厚度。
Garofalo等人比较了刮刀涂布、麦耶棒涂布、狭缝挤压涂布和低容量低压喷涂四种涂布方法的工艺特点和制备出电极的电化学性能。
四种方法均可将氧化石墨烯浆料均匀的涂布在铜箔上,但制备出的电极不同倍率下的比容量区别很大,其中麦耶棒涂布法的性能最优,0.05、0.1、0.5和1.0C(1.0C=372mAg−1)下的比容量分别为400、280、100和40mAhg−1。
考虑到浆料粘附性、沉积一致性、易清洁度和电极电化学性能,刮刀涂布的综合性能最优,而麦耶棒涂布法在高容量制备时潜力较大。
狭缝挤压涂布是一种高精度的湿法涂布工艺,浆料由模具通过供给管路压送到喷嘴处,并以一定的流速恒压喷射到涂布基底上。
该法相比于传统的辊式涂布具有系统密闭、参数易放大、涂布速度快、精度高等优势,制备出的电极厚度均匀、缺陷少。
为保证狭缝涂布的稳定性,必须平衡涂布参数和浆料的流体力学特征,毛细数Ca必须位于图5中边界线下方的稳定区域中才能获得稳定的涂布过程。
低粘度、高表面张力的浆料低速涂布时更有利于获得稳定的涂布过程,而涂布速度直接影响产能,所以降低浆料粘度成为首选。
图5.狭缝挤压涂布机的稳定涂布窗口,毛细数位于边界线以下区域时才能获得稳定的涂布过程。
除了工业化常用的浆料涂布法,还有一些具有特殊功能的先进涂布工艺,如烧结法、挤压法、冷冻法等,但这些方法通常涉及的工艺较为复杂,不适合大规模的工业化生产。
其中,电泳沉积(EPD)最近成为电极涂布的新选择,通过改变电解液组分、沉积电压和沉积时间可有效控制电极的厚度和面载量。
但电泳沉积制备出的电极相对较薄,活性物质面载量较低。
该法制备的NCM111电极厚度能达到60μm,对应面载量15mgcm−2,活性物质占比达90wt.%。
将普通二维铝箔集流体换成三维铝网集流体可将电极厚度和面载量提高至150μm和30mgcm−2,制备出的电极沿整个厚度方向具有开放的孔道结构,因此具有很高的锂离子传导系数(1.10×10−12 cm2 s−1),较低的欧姆阻抗(2Ω)、固态电解质界面阻抗(81Ω)和电荷转移阻抗(23Ω),有望获得很好的倍率性能。
电极涂布过程中,涂布方法和操作参数对电极性质影响很大,目前涂布工艺的优化主要靠经验积累和反复试验,需耗费大量人力、物力、财力。
因此,需要更多的理论研究,通过理论指导优化工艺参数,从而高效的优化电极涂布方法,获得最优化的电极结构。
3.电极干燥
涂布在集流体上的电极浆料必须去除溶剂,才能获得干燥的电极。
干燥过程中溶剂挥发会造成浆料微粒相的二次分布,因此,干燥工艺同样会对电极的微结构产生重大影响。
解耦干燥条件与电极微结构关联的研究工作很多,也涉及到多种表征手段,包括小角X射线散射、扩散波光谱、低温扫描电镜、荧光光谱、拉曼光谱等。
电极的干燥过程受到很多因素的影响,包括溶剂的挥发速度、浆料的流体性质和固体含量、颗粒的扩散和沉降性质以及颗粒与颗粒之间的相互作用。
干燥过程是颗粒扩散、溶剂挥发、颗粒沉降相互耦合的一个结果,深度解析浆料悬浮液转变为多孔膜的过程有利于制备高质量的极片。
浆料中的溶剂是影响电极干燥行为的重要因素,溶剂粘度、沸点、挥发速率等都会直接影响电极干燥的动力学,不同溶剂混合的浆料颗粒的分布行为也不同,这些都会作用于电极的微结构演变。
研究发现有机溶剂制备出的LiCoO2浆料,活性物质容易分布不均,而水系LiCoO2分布相对均匀,理论计算认为有机系浆料扩散动力学较慢,从而电子阻抗较高。
溶剂挥发速率也会对浆料各组分的再分布产生很大影响。
浆料干燥经历两个显著差异的蒸发过程(图6a)。
第一阶段,表面溶剂以恒定速率挥发,直到电极厚度不再发生变化,这一阶段,较大的活性物质颗粒形成颗粒骨架;而在第二阶段极片内部溶剂挥发,干燥速率明显下降,较小的导电剂和粘结剂颗粒在骨架内部重排,最终形成干燥的极片。
采用一步法(极片直接高温(70或120℃)干燥)和两步法(室温下先干燥16h,再高温干燥)干燥同一组电极,结果发现,70℃两步法干燥的电极,循环性能优于120℃一步干燥的电极(图6b)。
分析表明两步法可以分步完成大颗粒骨架的构筑和小添加剂颗粒的重排,有利于形成导电剂均匀包覆活性物质的理想结构。
电极干燥过程中粘结剂的迁移很难避免,且干燥过程越快,粘结剂分布越不均匀;为了实现浆料的快速涂布,通常会采用两步甚至多步干燥法,初始阶段低速干燥,后期快速干燥。
这进一步证明了多步干燥过程的优越性。
图6.(a)电极浆料干燥过程示意图,分别经历极片变薄和组分重排两个阶段;(b)不同干燥程序制备的NCM正极组装电池的循环性能。
利用实时荧光光谱可以监测极片干燥过程中颗粒的迁移行为(图7a-f)。
石墨/CMC/乳胶组成的电极浆料中,浆料干燥过程中的微结构演变与吸附在石墨表面的CMC链的含量息息相关,并进一步影响乳胶颗粒的迁移行为。
在含1wt%石墨的浆料中,乳胶颗粒容易发生迁移并在浆料表面富集,在电极表面形成一层团聚的乳胶颗粒层(图7a-c),而在含5wt%石墨的浆料中乳胶颗粒可均匀分布在浆料中(图7d-f)。
另外,当CMC链浓度高于其缠结浓度时,可抑制乳胶颗粒的迁移,形成更加均匀的极片。
图7.石墨/CMC/乳胶复合浆料中乳胶颗粒在干燥过程中的迁移行为:
乳胶颗粒的(a,d)光学照片,(b,e)原子力显微镜照片,(c,f)SEM截面图,(a−c)和(d−f)分别为1wt%和5wt%的石墨浆料。
(g)石墨/CMC/SBR浆料中CMC/SBR浓度与干燥极片机械性能的关系图。
(h)不同加热功率下干燥浆料横切片的光学照片。
极片干燥过程中涂布浆料层的收缩会产生压力,导致极片产生卷曲、开裂、分层等缺陷。
利用悬臂挠度法可测量电极干燥过程中产生的面内应力。
Lim等人测试了石墨/CMC/聚合丁苯橡胶(SBR)复合浆料干燥过程中应力的变化,发现提高SBR的浓度时,SBR可填充石墨颗粒之间的空隙,而CMC会吸附在石墨表面引起石墨颗粒的团聚。
根据干燥过程中的应力变化,可绘制出一张CMC/SBR浓度与干燥极片机械强度之间的关系图(图7g),区域I、II、III的极片机械性能依次增强。
由此可以得出,当CMC浓度降低时,必须添加大量的SBR才能够保证极片干燥时具有足够的机械稳定性。
另外,浆料液滴干燥时的动力学行为也会直接影响极片的平整性和均匀性。
Higa等人利用X射线成像手段计算了电极颗粒干燥过程中的局部分布(图7h),发现浆料液滴中的电极颗粒迅速变的不均匀,由于咖啡环效应的存在,干燥结束后活性颗粒形成一个环状,中间几乎没有固体残留,极片表面活性物质这种不均匀的分布会导致电极工作时电流密度分布不均。
浆料涂布到集流体上立即加热可以提高极片的均匀程度,并且加热(干燥)速率越快,活性物质分布越均匀。
另外,增加浆料浓度也可以提高极片的均匀性。
电极组分的分布和电极结构都与干燥过程息息相关,并会进一步影响电极中电子和离子的扩散行为和倍率性能,干燥设备的合理设计和干燥过程的优化都有利于制备更加均匀的极片。
4.电极碾压
电极碾压过程会对极片的厚度、孔隙率、密度、活性比表面积等产生影响,最终影响长循环性能。
碾压会使电极颗粒之间以及颗粒与集流体之间的接触更加紧密,使得极片的阻抗更低,电解液更容易浸润;另外,碾压使得极片在同等活性物质面载量下厚度变薄,有利于提高电池的体积能量密度。
但过度碾压也会降低电极的孔隙率和锂离子可接触的活性比表面积,对电池的功率密度产生不利影响。
因此,合适的碾压程度才能同时保证极片的离子导率和机械性能,一般碾压率在8%到14%时,电池的循环稳定性和倍率性能较好。
通过模拟手段可以监测极片碾压过程的物化性质变化。
Giménez等人利用离散单元法定量分析了NCM正极在碾压过程中的结构和机械性质变化,包括电极的孔隙率和厚度、电极颗粒
 升级会员
升级会员 