焊接工艺Q235B.docx
《焊接工艺Q235B.docx》由会员分享,可在线阅读,更多相关《焊接工艺Q235B.docx(105页珍藏版)》请在冰豆网上搜索。
焊接工艺Q235B
冀PV焊08
通用焊接工艺卡
编号:
T-101
焊接工艺评定编号
007P-07
适
用
范
围
材料编号
及规格
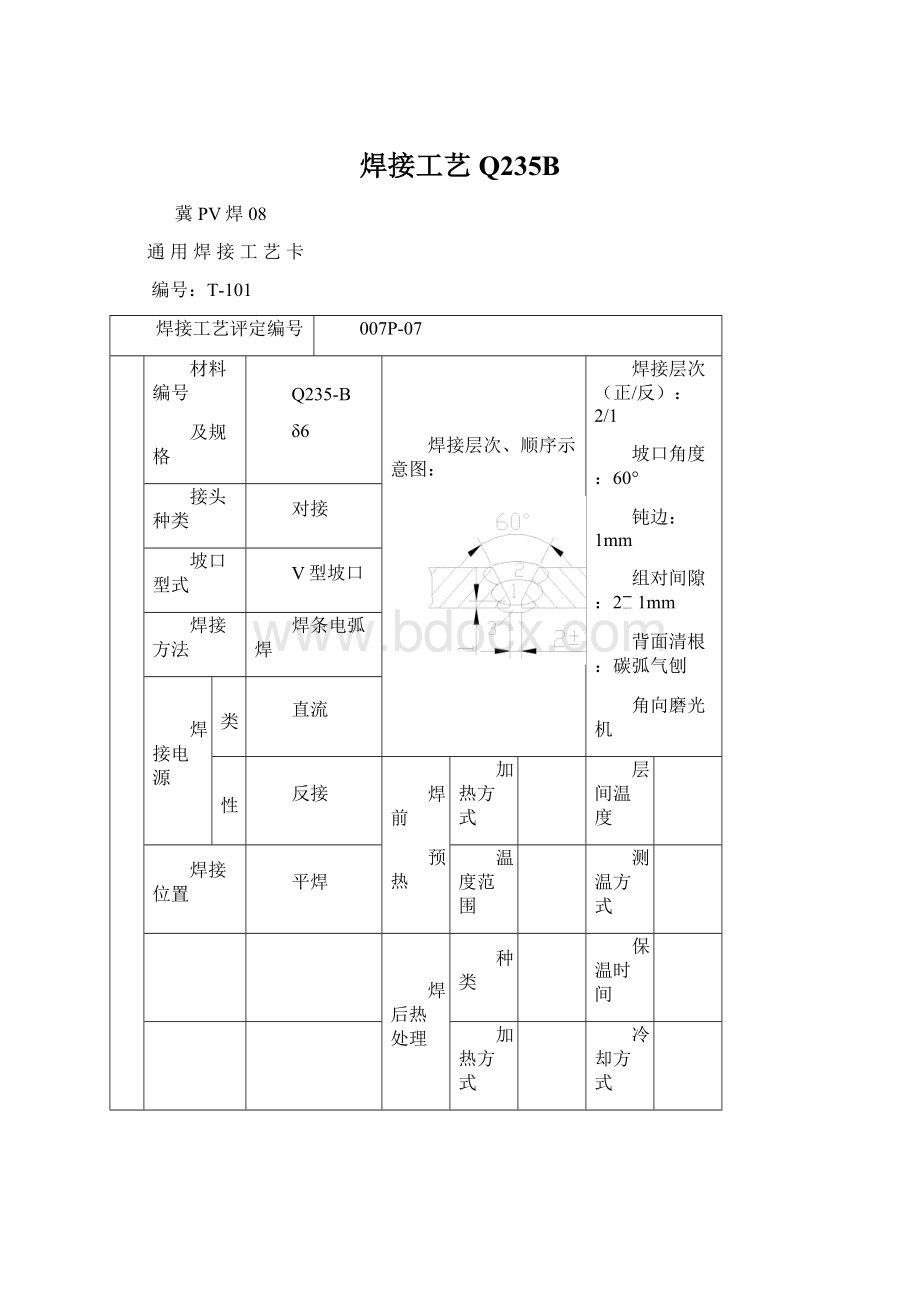
Q235-B
δ6
焊接层次、顺序示意图:
焊接层次(正/反):
2/1
坡口角度:
60°
钝边:
1mm
组对间隙:
21mm
背面清根:
碳弧气刨
角向磨光机
接头种类
对接
坡口型式
V型坡口
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
焊前
预热
加热方式
层间温度
焊接位置
平焊
温度范围
测温方式
焊后热处理
种类
保温时间
加热方式
冷却方式
温度范围
测温方法
焊接工艺参数
焊层
焊材
型号
焊材
直径
mm
焊接
电流
A
电弧
电压
V
焊接速度
cm/min
保护气体流量
L/min
1
E4315
φ3.2
110-130
23-25
8-10
2
E4315
φ3.2
110-130
23-25
8-10
3
E4315
φ3.2
120-130
23-25
8-10
备注:
其它焊接工艺要求按本单位《通用焊接工艺守则》执行。
编制:
刘寅哲 日期:
2007.5批准:
寇梅松日期:
2007.5
冀PV焊08
通用焊接工艺卡
编号:
T-102
焊接工艺评定编号
007P-07
适
用
范
围
材料编号
及规格
Q235-B
δ8
焊接层次、顺序示意图:
焊接层次(正/反):
3/1
坡口角度:
60°
钝边:
1mm
组对间隙:
21mm
背面清根:
碳弧气刨
角向磨光机
接头种类
对接
坡口型式
V型坡口
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
焊前
预热
加热方式
层间温度
焊接位置
平焊
温度范围
测温方式
焊后热处理
种类
保温时间
加热方式
冷却方式
温度范围
测温方法
焊接工艺参数
焊层
焊材
型号
焊材
直径
mm
焊接
电流
A
电弧
电压
V
焊接速度
Cm/min
保护气体流量
L/min
1
E4315
φ3.2
110-130
23-25
8-10
2
E4315
φ3.2
120-130
23-25
8-10
3
E4315
φ4
160-180
23-25
11-13
4
E4315
φ4
160-180
23-25
11-13
备注:
其它焊接工艺要求按本单位《通用焊接工艺守则》执行。
编制:
刘寅哲 日期:
2007.5批准:
寇梅松日期:
2007.5
冀PV焊08
通用焊接工艺卡
编号:
T-103
焊接工艺评定编号
007P-07
适
用
范
围
材料编号
及规格
Q235-B
δ10
焊接层次、顺序示意图:
焊接层次(正/反):
3/1
坡口角度:
60°
钝边:
1mm
组对间隙:
21mm
背面清根:
碳弧气刨
角向磨光机
接头种类
对接
坡口型式
V型坡口
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
焊前
预热
加热方式
层间温度
焊接位置
平焊
温度范围
测温方式
焊后热处理
种类
保温时间
加热方式
冷却方式
温度范围
测温方法
焊接工艺参数
焊层
焊材
型号
焊材
直径
mm
焊接
电流
A
电弧
电压
V
焊接速度
Cm/min
保护气体流量
L/min
1
E4315
φ3.2
110-130
23-25
8-10
2
E4315
φ4
160-180
23-25
11-13
3
E4315
φ4
160-180
23-25
11-13
4
E4315
φ4
160-180
23-25
11-13
备注:
其它焊接工艺要求按本单位《通用焊接工艺守则》执行。
编制:
刘寅哲 日期:
2007.5批准:
寇梅松日期:
2007.5
冀PV焊08
通用焊接工艺卡
编号:
T-104
焊接工艺评定编号
007P-07
适
用
范
围
材料编号
及规格
Q235-B
δ12
焊接层次、顺序示意图:
焊接层次(正/反):
4/1
坡口角度:
60°
钝边:
1mm
组对间隙:
21mm
背面清根:
碳弧气刨
角向磨光机
接头种类
对接
坡口型式
V型坡口
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
焊前
预热
加热方式
层间温度
焊接位置
平焊
温度范围
测温方式
焊后热处理
种类
保温时间
加热方式
冷却方式
温度范围
测温方法
焊接工艺参数
焊层
焊材
型号
焊材
直径
mm
焊接
电流
A
电弧
电压
V
焊接速度
Cm/min
保护气体流量
L/min
1
E4315
φ3.2
110-130
23-25
8-10
2
E4315
φ4
160-180
23-25
11-13
3
E4315
φ4
160-180
23-25
11-13
4
E4315
φ4
160-180
23-25
11-13
5
E4315
φ4
160-180
23-25
11-13
备注:
其它焊接工艺要求按本单位《通用焊接工艺守则》执行。
编制:
刘寅哲 日期:
2007.5批准:
寇梅松日期:
2007.5
冀PV焊08
通用焊接工艺卡
编号:
T-105
焊接工艺评定编号
003P-11
适
用
范
围
材料编号
及规格
Q235-B
δ14
焊接层次、顺序示意图:
焊接层次(正/反):
5/1
坡口角度:
60°
钝边:
1mm
组对间隙:
21mm
背面清根:
碳弧气刨
角向磨光机
接头种类
对接
坡口型式
V型坡口
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
焊前
预热
加热方式
层间温度
焊接位置
平焊
温度范围
测温方式
焊后热处理
种类
保温时间
加热方式
冷却方式
温度范围
测温方法
焊接工艺参数
焊层
焊材
型号
焊材
直径
mm
焊接
电流
A
电弧
电压
V
焊接速度
Cm/min
保护气体流量
L/min
1
E4315
φ3.2
110-130
23-25
8-10
2
E4315
φ4
160-180
23-25
11-13
3
E4315
φ4
160-180
23-25
11-13
4
E4315
φ4
160-180
23-25
11-13
5
E4315
φ4
160-180
23-25
11-13
6
E4315
φ4
160-180
23-25
11-13
备注:
其它焊接工艺要求按本单位《通用焊接工艺守则》执行。
编制:
刘寅哲 日期:
2007.5批准:
寇梅松日期:
2007.5
冀PV焊08
通用焊接工艺卡
编号:
T-106
焊接工艺评定编号
003P-11
适
用
范
围
材料编号
及规格
Q235-B
δ20
焊接层次、顺序示意图:
焊接层次(正/反):
6/1
坡口角度:
60°
钝边:
1mm
组对间隙:
1mm
背面清根:
碳弧气刨
角向磨光机
接头种类
对接
坡口型式
V型坡口
焊接方法
焊条电弧焊
焊接电源
种类
直流
极性
反接
焊前
预热
加热方式
层间温度
焊接位置
平焊
温度范围
测温方式
焊后热处理
种类
保温时间
加热方式
冷却方式
温度范围
测温方法
焊接工艺参数
焊层
焊材
型号
焊材
直径
mm
焊接
电流
A
电弧
电压
V
焊接速度
Cm/min
保护气体流量
L/min
1
E4315
φ3.2
110-130
23-25
8-10
2
E4315
φ4
160-180
23-25
11-13
3
E4315
φ4
160-180
23-25
11-13
4
E4315
φ4
160-180
23-25
11-13
5
E4315
φ4
160-180
23-25
11-13
6
E4315
φ4
160-180
23-25
11-13
7
E4315
φ4
160-180
23-25
11-13
备注:
其它焊接工艺要求按本单位《通用焊接工艺守则》执行。
 升级会员
升级会员 