弯钩形零件弯钩模设计doc.docx
《弯钩形零件弯钩模设计doc.docx》由会员分享,可在线阅读,更多相关《弯钩形零件弯钩模设计doc.docx(14页珍藏版)》请在冰豆网上搜索。
弯钩形零件弯钩模设计doc
弯钩形零件弯曲模结构与设计
1工件的工艺性分析:
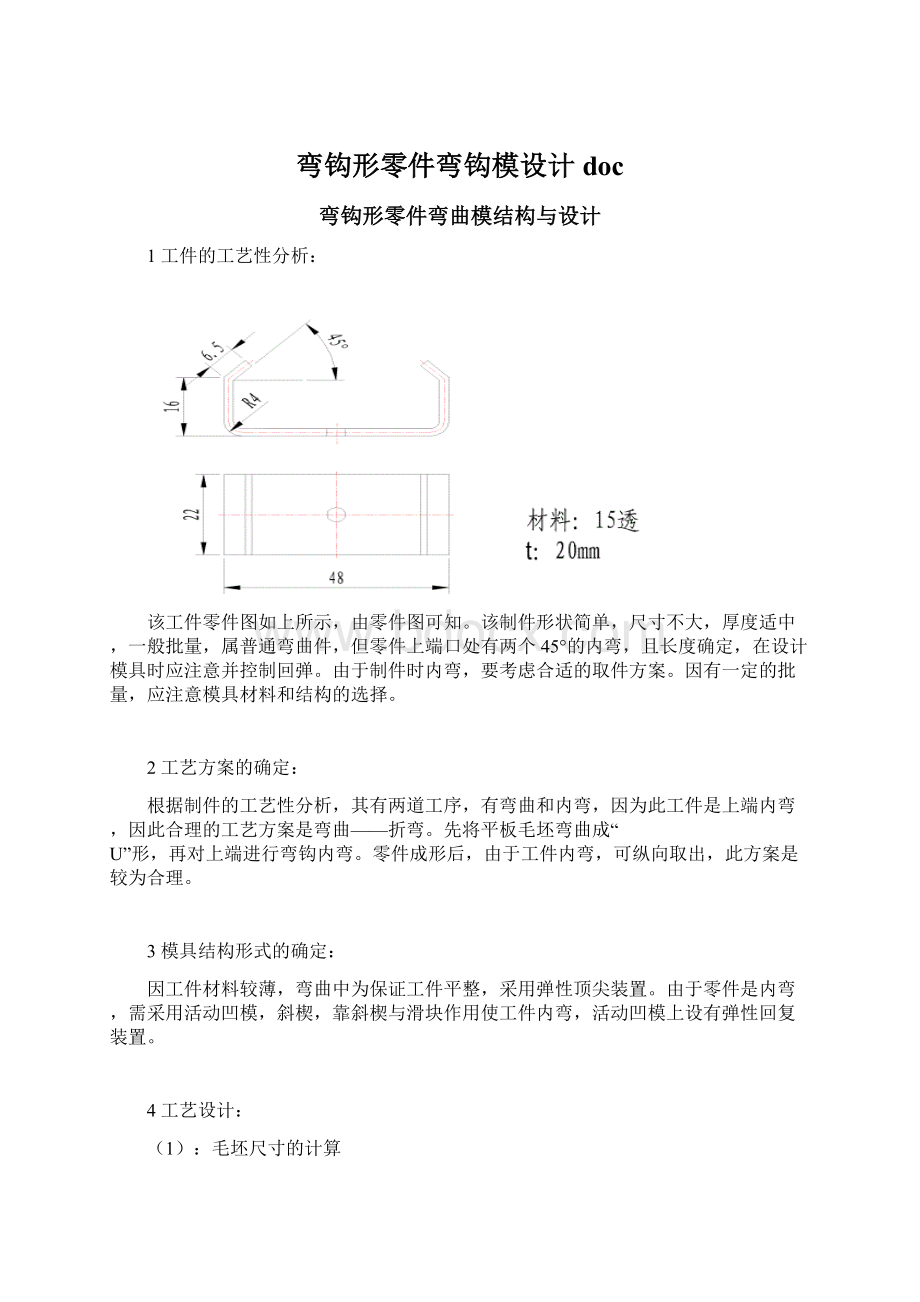
该工件零件图如上所示,由零件图可知。
该制件形状简单,尺寸不大,厚度适中,一般批量,属普通弯曲件,但零件上端口处有两个45°的内弯,且长度确定,在设计模具时应注意并控制回弹。
由于制件时内弯,要考虑合适的取件方案。
因有一定的批量,应注意模具材料和结构的选择。
2工艺方案的确定:
根据制件的工艺性分析,其有两道工序,有弯曲和内弯,因为此工件是上端内弯,因此合理的工艺方案是弯曲——折弯。
先将平板毛坯弯曲成“
U”形,再对上端进行弯钩内弯。
零件成形后,由于工件内弯,可纵向取出,此方案是较为合理。
3模具结构形式的确定:
因工件材料较薄,弯曲中为保证工件平整,采用弹性顶尖装置。
由于零件是内弯,需采用活动凹模,斜楔,靠斜楔与滑块作用使工件内弯,活动凹模上设有弹性回复装置。
4工艺设计:
(1):
毛坯尺寸的计算
计算毛坯尺寸,相对弯曲半径为
K/t=4/2=2<5
式中:
K——弯曲半径(mm)
t——料后(mm)
可见,制件属于圆角半径较大的弯曲件,应先求弯曲变形区中性层曲率半径
ρ(mm)
ρ=ν+Kt
由文献《冷冲压工艺及模具设计》中表3-2查得K=0.39L,
r——弯曲半径
K——中性层系数
ρ=(4+0.39x2)mm=4.78mm
由表3-5查得,最小弯曲半径rmin=0.5t=1mmL考虑到工件的质量问题及弯曲工艺要求,取弯钩处弯曲半径为r=t=2mm。
毛坯长度L=48+16+6.5=70.5mm
考虑工件的误差,取L=72mm,b=22±1.1mm。
(2)弯曲力的计算
为有效控制回弹,采用校正弯曲,F核=PA
P——材料单位弯曲校正力
A——校正部分投影面积
查得材料15的单位校正力为50mpa.
F=50[(48+6.5)*22]
=50*54.5*22
=59950N
≈60KN
(3)弯曲凸、凹模的间隙
C=t+Δ+k*t
C——弯曲凸、凹模单边间隙
t——料厚
Δ——材料厚度正偏差
k——系数
由表查得k=0.05
c=t+Δ+kt
=2+0.05x2
=2.1mm
2c=4.2mm
(4)弯曲模工作部分尺寸计算
(由于制件精度不高,凸、凹模制造公差均采用IT9级)
由于工件外形尺寸要求相对精度高,计算尺寸时,要先计算凹模的尺寸,然后根据凹模尺寸莱计算凸模尺寸。
由手册查得冲压件未注尺寸的极限偏差
L1=48±2.2
L2=16±1.1
L3=6.5±0.8
凹模尺寸bd=(L-1/2Δ)
=46.9
圆角半径Vd=3t=6mm
(查表)t≤2mm时,Vd=(3-6)t
深度由表3-17得,L=16mm
则凸模尺寸,(bd-2c)
=(46.9-4.2)
=42.7
Vp=V=4mm
考虑到本工件精度要求不同,取凹模尺寸为48,凸模43.8,Vp=4mm,Vd=6mm。
5模具的总体设计
根据所需压弯力的大小,初步考虑使用160KN的压力机,模具结构草图如下,只要有上模板、凸模、凹模、活动凹模、下模板、垫板等组成。
初步设计模具闭合高度196mm
支撑板外轮廓尺寸为210X210mm
下模板外轮廓尺寸为270X100mm
(上面为便于视图清晰,留有一定尺寸,实际为闭合状态)
6模具主要零件的设计
⑴凸模部分
由于该工件的端面是额“”形的,该工件是先弯成“”,后再“”形顶端内弯,因此,可把凸模设计成整体式,结构如下:
由于该工件毛坯式矩形,工件是内弯,所以,当工件成形后,可纵向取出工件,(取工件时需注意安全)。
⑵凹模部分
凹模是活动凹模,设计成滑块式,左右两件相对称,斜面与工件斜面相配合,结构简单,便于机械加工。
模具开启时
模具闭合时
凹模设计成活动滑块,靠斜楔作用力使工件内弯,斜楔见装配图。
7模具其他主要零件的设计及选用
(1)顶件装置的设计
考虑到工件的工艺结构及制件精度,采用弹性顶件装置是设计时,根据所需的顶件力选择合适的弹簧。
②弹簧的选用:
由顶件力选择弹簧
由于顶件力校大,选用强力弹簧。
外径D=30.5mm,内径d=17.5mm,自由高度h=63mm。
②顶杆的设计
由于弹簧内径D=17.5mm,取顶杆直径D=16mm,长度L=121mm。
结构如图所示:
上端部长度为2mm,起定位作用。
③顶件板设计:
顶件板与凸模一起压紧工件,尺寸应比工件大,其结构如图所示:
弹性装置结构如图所示:
⑵斜楔、滑块的设计
在工件内弯过程中,需有较大的侧向力,则应采用斜楔结构,通过斜楔机构将滑块的垂直运动转化为凸凹模的运动方式倾斜运动,提供侧向力进行内弯曲。
①斜楔、滑块之间的行程关系
确定斜楔的角度主要考虑到机械效率,行程和受力状态。
这里取斜楔角为40度。
为使滑块平稳可靠工作
S/S1=0.8391
S——滑块行程
S1——斜楔行程
S=4.6mm
S1=5.478mm
与滑块接触长度,b≥斜面斜度/5
b≥1.3mm
则滑块斜面L≥1.3+5.478/cos40°=8.45mm,为使滑块有可靠长度,取L=10mm。
②斜楔、滑块尺寸设计:
滑块长度取(2~1)H2,因此是凹模增大,保证其斜面长度,由工件工艺
可知,滑块高度H2=16mm,L2=60~50mm,取55mm。
为保证滑块运动的平稳,滑块宽度满足B2≤2.5L2.
B2=40mm
L2≥B2/2.5=40/2.5=16mm。
L2=55满足上式。
⑶应有可靠的当块
挡块与支撑板设计成一体,如装配图所示:
斜楔与滑块采用橡皮复位。
⑷斜楔与滑块结构、尺寸
如图所示。
滑动模块结构图:
斜楔滑块工作图如装配图所示。
8选定设备:
由所得的弯曲力出算设备
该零件所需的弯曲力为F=60KN。
模具闭合高度H=196mm
模具外廓尺寸为270X100mm
现有160KN压力机,其型号为J23-16F,其主要参数如下:
公称压力:
160KN
滑块行程:
80mm
最大装模高度:
205mm
最大封闭高度调节量:
45mm
台面尺寸:
300mmX450mm
模柄尺寸(孔):
Φ40mm
根据模具闭合高度,弯曲力,外轮廓尺寸等数据选择此设备是合适的。
9校核压力机安装尺寸:
模座外形尺寸为270X100mm,闭合高度为196mm,而J23-16F型压力机工作台尺寸为450X300mm,最大闭合高度为205mm,调节量为45mm,故在工作台上可以安装;模柄孔尺寸也与本副模具所选模柄尺寸相符。
10装配图和零件图:
见附图。
11编写技术文件:
见工艺卡。
12模具的制造和装配:
模具的制造:
弯曲凸、凹模、斜楔均采用T8A,淬硬58-62HRC,在淬火前应先试模,在加工凸、凹模时,先加工凹模,凸模按加工出的凹模来配制加工,要保证双面间隙。
凸、凹模圆角半径加工应一致,工作部分表面进行抛光。
斜楔,滑块滑动面采用铣刨,淬硬后磨平。
模具的装配:
在装配前,检查模具零件的加工质量。
主要组件装配:
装配:
模柄3是从上模板的下面向上压入的,在安装凸模固定板的垫板之前,先把模柄装好。
模柄与上横板之间的配合要求是H7/m6,先在压力机上将模柄压入,再加工定位销孔和螺纹孔,然后把模柄端面突出部分锉平或磨平。
安装好模柄后,用角尺检查模柄与上模座上平面的垂直度。
凸模、斜楔装配:
凸模、斜楔与固定板的配合要求为H7/m6,装配时,先在压力机上将凸模、斜楔压入固定板内,检查凸模、斜楔的垂直度,然后将固定板的上平面与凸模、斜楔一齐磨平。
总装配:
模具的主要组件装配完毕后开始进行总装配。
因为此模具为无导柱模具,凸、凹模间隙在模具安装到机床上时进行调整,上、下模装配次序没有特别要求,则对上、下模分别安装。
上模安装:
上述已安装好了模柄、凸模、斜楔,安装垫板后,找正位置,装入销钉,拧紧螺钉即可安装上模完成。
下模:
(1)把活动凹模装入固定板中,磨平底面,侧面,安装滑块回复装置,如图中所示。
(2)在凹模上安装定位板,然后在支撑板上安装好盖板。
(3)把固定板安装在下模座上,找正位置后,先在下模座上投窝,加工螺纹孔,然后加工销钉孔,装入销钉(注:
要限位销的安装),拧紧螺钉,然后安装好顶件装置。
(4)把分别安装好的上、下模进行检查,然后把已装入固定板的凸模,插入凹模中,检查是否完全闭合,如有,检查安装并进行调整。
(5)凸凹模的间隙调整:
当装配完成后,采用塞尺法来测凸、凹模之间的间隙是否均匀,如不均匀进行调整,也可在装配完成后进行试弯,检查零件是否合格及表面质量。
(6)在生产条件下进行试弯,弯曲成形的工件按零件产品图或试样进行检查验收。
在验收过程中,如发现产品有各种缺陷,则要仔细分析。
找出原因,并对模具进行适当的调整和修理,然后再进行试弯,直到模具正常工作并得到合格的弯曲件为止。
然后打标记交付生产使用。
13弯曲模试冲时出现的缺陷,原因及调整
⑴冲件的弯曲角度不够
原因:
①凸凹模的弯曲回弹角制造小。
②凸模进入凹模深度太浅。
③凸模之间间隙过大。
④校正弯曲的实际单位校正力过小。
调整方法:
①修正凸凹模,使弯曲角度达到要求。
②加深凹模深度,增大冲件的有效弯曲变形区域。
③按实际情况采取措施,减小凸凹模的配合间隙。
④增大校正力或修整凸凹模形状,使校正力几种在变形部位。
⑵工件的弯曲位置不合要求
原因:
①定位板位置不正。
②曲件两侧受力不平衡产生便移。
③压料力不足
方法:
①重装定位板,保证其位置正确
⑶分析方法:
①据实际情况修正凸、凹模,增大间隙值。
②取措施减小压料力。
③在试模后确定。
⑷表面擦伤:
原因:
①凹模圆角半径过小,表面粗糙度不合要求。
②润滑不良使坯料粘附于凹模。
③凸、凹模之间间隙不均匀。
方法:
①增大凹模圆角半径,降低表面粗糙度值。
②合理润滑。
③修正凸、凹模,使间隙均匀。
⑸弯曲部位产生裂纹:
原因:
①材料的塑性差。
②弯曲线与板料的纤维方向平行。
方法:
①将坯料退火后弯曲。
②使弯曲线与板料的纤维方向成一定的弯曲角度。
总结
随着产品向精密化和复杂化的发展,产品零件也日益复杂,级进模的工位数随之增加,精度要求提高,寿命要求更高,这对级进模的设计就提出了新的要求。
由于级进模冲压生产效率高,操作简单安全,模具寿命长,产品质量高,生产成本较低等特点,现国民经济发展的同时,各种家用电器、仪表电器、汽车等也越来越多的走进了千家万户,而家用电器的生产也随着生产技术的发展越来越多地采用多工位级进模生产。
弯钩形零件弯钩模设计,是理论知识与实践有机的结合,更加系统地对理论知识做了更深切贴实的阐述。
也使我认识到,要向做为一名合格的模具设计人员,必须要有扎实的专业基础,并不断学习新知识新技术,树立终身学习的观念,把理论知识应用到实践中去,并坚持科学、严谨、求实的精神,大胆创新,突破新技术,为国民经济的腾飞做出应有的贡献。
参考文献:
1《冷冲模设计与制造》 高鸿庭主编机械工业出版社
2《冷冲压模具设计指导》 王芳主编机械工业出版社
3《冷冲模设计指导》 史铁梁主编机械工业出版社
4《冲压工艺与模具设计》王芳主编机械工业出版社
5《冷冲模设计与制造》姜奎华主编机械工业出版社
6《冲压工艺学》 姜奎华、肖景容主编机械工业出版社
7《模具设计与制造简明手册》冯丙尧主编上海科学技术出版社
8《冲模设计应用实例》模具实用技术手册机械工业出版社
9《冲压模具图册》 杨占尧主编机械工业出版社
10《模具制造技术》 罗大金主编机械工业出版社
工件工艺卡
产品名称:
弯钩形零件
材料牌号:
15
规格71*22*2mm
毛坯尺寸:
板料71*22mm
工序:
“U”形弯曲——内弯
设备:
J23——16F
工艺装配:
弯曲模
检验:
按产品图纸检验
 升级会员
升级会员 