文泰雕刻软件路径的做法及雕刻文件的保存方法完整版.docx
《文泰雕刻软件路径的做法及雕刻文件的保存方法完整版.docx》由会员分享,可在线阅读,更多相关《文泰雕刻软件路径的做法及雕刻文件的保存方法完整版.docx(9页珍藏版)》请在冰豆网上搜索。
文泰雕刻软件路径的做法及雕刻文件的保存方法完整版
文泰雕刻软件路径的做法及雕刻文件的保存方法完整版
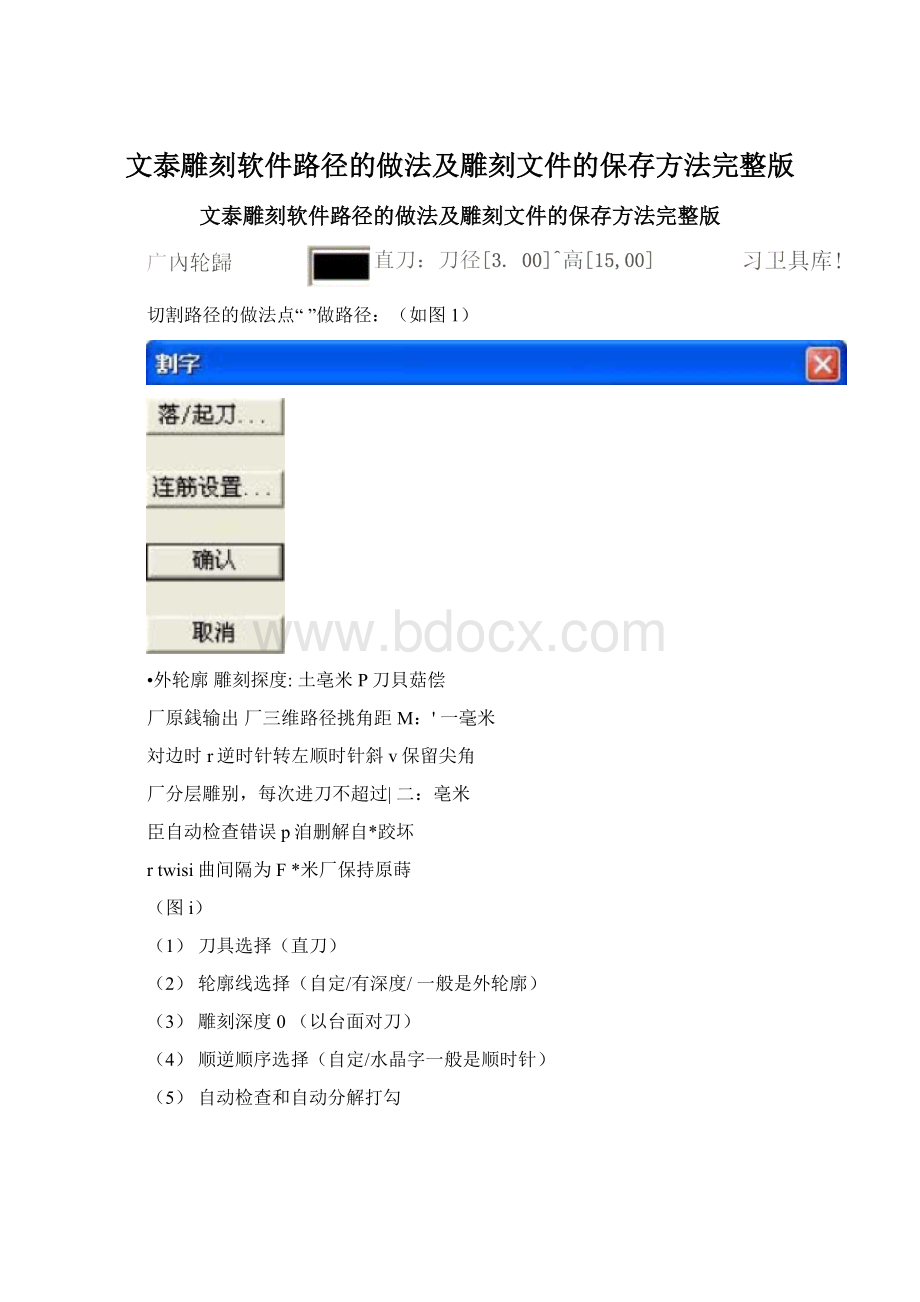
切割路径的做法点“”做路径:
(如图1)
•外轮廓雕刻探度:
土亳米P刀貝菇偿
厂原銭输出厂三维路径挑角距M:
'一毫米
対边时r逆时针转左顺时针斜v保留尖角
厂分层雕别,每次进刀不超过|二:
亳米
臣自动检查错误p洎删解自*跤坏
rtwisi曲间隔为F*米厂保持原蒔
(图i)
(1)刀具选择(直刀)
(2)轮廓线选择(自定/有深度/一般是外轮廓)
(3)雕刻深度0(以台面对刀)
(4)顺逆顺序选择(自定/水晶字一般是顺时针)
(5)自动检查和自动分解打勾
点击确定后就会出现有颜色有方向的路径(如图2)
(图2)
做完后保存雕刻路径即可(如图19)
二维路径的做法
点“”做路径(如图3)
(图3)
(1)刀具选择(平底刀,且两次都是同一把刀)
(2)雕刻方式选择(自定/但不能是勾边)
(3)二次加工方式选择(只能是勾边)
(4)雕刻深度(自定/有深度/以材料对刀)
(5)自动检查和自动分解打勾
点击确定后就会出现有颜色有方向的路径(如图4、图5)
(图4)
(图5)
做完后保存雕刻路径即可(如图19)注意:
透明材料要做镜像(如图5)
三维路径的做法
点“也”做路径(如图6)
(图6)
(1)刀具选择(三维刀)
(2)雕刻深度自定(自定/有深度/以材料对刀)
(3)注意:
三维路径必须是一条线(如图7、图8)
(5)自动检查和自动分解打勾
点击确定后就会出现有颜色有方向的路径(如图7、图8)
(图8)
(图7)
做完后保存雕刻路径即可(如图19)注意:
透明材料要做镜像(如图8)
线条路径的做法
点“”做路径(如图9)
(图9)
(1)刀具选择(平底刀/三维刀)
(2)轮廓选择(原线输出)
(3)雕刻深度(自定/有深度,一般很浅/以材料对刀)
(4)自动检查和自动分解打勾
点击确定后就会出现有颜色有方向的路径(如图10)
(图10)
做完后保存雕刻路径即可(如图)注意:
透明材料要做镜像
斜边路径的做法
点“”做路径(如图11)
(图12)
(1)刀具选择(三维刀/扇形刀,直刀)
(2)先用三维刀/扇形刀以原线输出做路径(自定/有深度/以材料对刀)(如图12)
(3)保存完路径后把路径删除。
再用直刀以外轮廓做路径雕刻深度0/以台面对刀)(如图13)(4)注意:
只定一次点,但是要换刀,对刀
(5)自动检查和自动分解打勾
点击确定后就会出现有颜色有方向的路径(如图
12、图13)
(图
镶嵌路径的做法
就是切割(参看切割路径的做法)
(1)先做外轮廓切割路径,保存完路径后把路径删除(如图14、图15)
(图13)
做完后保存雕刻路径即可(如图19)
(图18)
(3)注意:
两次路径必须用同一把到做路径
做完后保存雕刻路径即可(如图19)
保存文件的格式及方法
点”保存文件(如图19)
(图19)
参数设置值(如图20、图21)
3—10mm
(图21)
(图20)
(1)配置文件列表(标准G代码)
(2)输出文件的格式必须有(.NC)的后缀
(3)抬刀距离(凡是以台面对刀的必须大于材料厚度的
(以材料面对刀的只须抬2—8mm因为以材料面对刀)
抬刀距离就是保证在雕刻机抬刀空走时不划材料
超星雕刻机控制系统操作步骤
(1)回机械原点(在任务栏中的操作中有回机械原点。
点全部轴回机械原点(如图22、图23)
(
图
22
(图23)
(2)定义雕刻原点(X轴Y轴定0点。
把刀头移到要雕刻材料的左下角,在X轴Y轴工件坐标点0)(如图24、
图25)
(图28)
0(如图29、图30、图31)
(图29)(图30)
(图31)注意:
凡是没有雕刻深度的要以台面对刀(如图26、图29),有雕刻深度要以材料面对刀(如图27、图30)
(6)调节进给速度(雕刻速度)(如图35)
(7)开始雕刻
进给速度(毫米/分钟)
(图35)
 升级会员
升级会员 