PLC控制设计任务和要求.docx
《PLC控制设计任务和要求.docx》由会员分享,可在线阅读,更多相关《PLC控制设计任务和要求.docx(16页珍藏版)》请在冰豆网上搜索。
PLC控制设计任务和要求
第一章PLC控制设计任务和要求
1.1概述
在机床行业中,多工步机床由于其工步及动作多、控制较复杂,采用传统的继电器控制时,需要的继电器多,接线复杂,因此,故障多,维修困难,费工费时,不仅加大了修理成本,而且影响了设备的工效。
采用PLC控制可使接线大为简化,不但安装十分方便,而且保证了可靠性,减少了维修量,提高了工效。
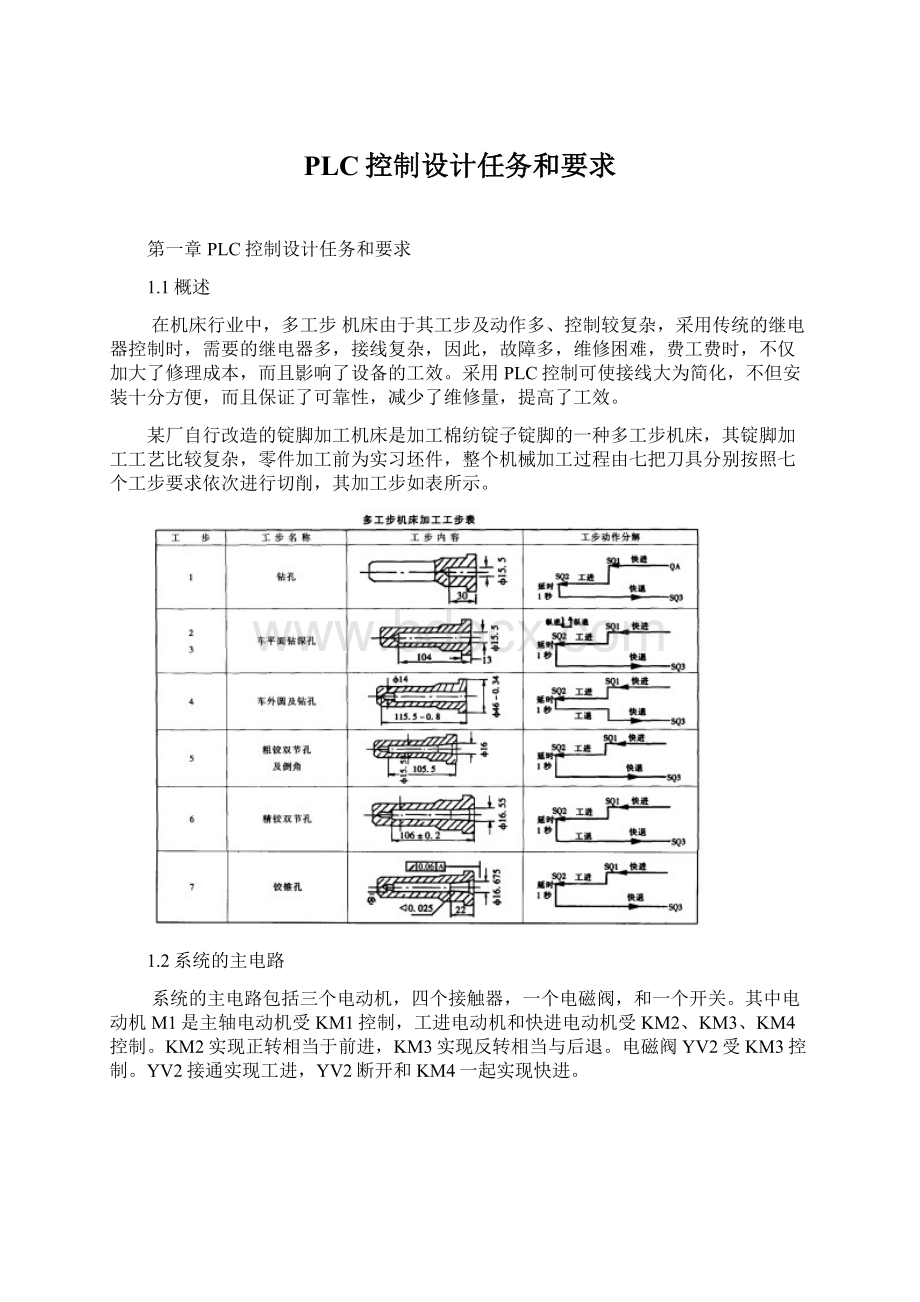
某厂自行改造的锭脚加工机床是加工棉纺锭子锭脚的一种多工步机床,其锭脚加工工艺比较复杂,零件加工前为实习坯件,整个机械加工过程由七把刀具分别按照七个工步要求依次进行切削,其加工步如表所示。
1.2系统的主电路
系统的主电路包括三个电动机,四个接触器,一个电磁阀,和一个开关。
其中电动机M1是主轴电动机受KM1控制,工进电动机和快进电动机受KM2、KM3、KM4控制。
KM2实现正转相当于前进,KM3实现反转相当与后退。
电磁阀YV2受KM3控制。
YV2接通实现工进,YV2断开和KM4一起实现快进。
该机床由旧六角车床改造,六角车床的主电路如图所示。
加工时,工件由主轴上的夹头夹紧,并由主轴电动机M1带动作旋转运动。
大拖板载着六角回转工位台作横向进给运行,其进给速度由工进电动机(慢速电动机)M2、快进电动机(快速电动机)M3经电磁气阀(QV2)离合器带动丝杆控制。
小拖板的纵向运动由电磁气阀(QVl)气压驱动。
除第2把刀(完成第--32步,即车平面)是由小拖板纵向运动切削外,其余6把刀(完成其余6个工步)均由大拖板载着六角回转工作台横向运动切削,每进行完一个工步,六角回转工位台转动一个工位,进行下一工步的切削。
1.3设计任务和要求
1.根据本课题要求,采用PLC控制,试设计该控制程序,画出I/O电气接口图。
2.调试程序,模拟运行。
第二章多工步机床的PLC控制设计方案
2.1方案的论证和分析
2.1.1系统功能
本次课题的设计的功能是实现对棉纺锭子锭脚加工过程的控制,加工棉纺锭子锭脚的是多工步机床,它对零件加工前的实习坯件利用七把刀具分为七步:
钻孔,车平面钻深孔,车外圆及钻孔,粗绞双节孔及倒角,精绞双节孔和绞锥角。
利用慢速电动机和快速电动机实现快慢速的进退,电子气阀实现快慢速电动机的转换。
加工时,工件由主轴上的夹头夹紧,并由主轴电动机M1带动作旋转运动。
大拖板载着六角回转工位台作横向进给运行,其进给速度由工进电动机(慢速电动机)M2、快进电动机(快速电动机)M3经电磁气阀(YV2)离合器带动丝杆控制。
小拖板的纵向运动由电磁气阀(YVl)气压驱动。
除第2把刀(完成第--32步,即车平面)是由小拖板纵向运动切削外,其余6把刀(完成其余6个工步)均由大拖板载着六角回转工作台横向运动切削,每进行完一个工步,六角回转工位台转动一个工位,进行下一工步的切削。
2.1.2实现途径
实现对加工棉纺锭子锭脚多工步机床控制有两种方法,一个是利用传统的继电器的途径实现;一个是利用可编程控制器编程途径实现。
两者都有各自的优缺点。
具体利用哪一种途径,需要对目的系统进行详细和全方位的分析。
2.1.3实现方法
两种途径在实现的方法上也不相同。
在利用传统继电器实现时,主要利用经验法,设计时思维对象是具体的继电器,利用各种功能的继电器实现控制电路。
在利用PLC实现时,有两种方法,一个是利用定时和基本指令组合实现。
一个是利用步控指令实现。
用基本逻辑指令实现较复杂的顺序控制,其梯形图比较复杂,而且不太直观。
步控指令使复杂的顺序控制程序能够方便地实现。
2.1.4技术经济比较
采用传统的继电器控制时,需要的继电器多,接线复杂,因此,故障多,维修困难,费工费时,不仅加大了修理成本,而且影响了设备的工效;采用PLC实现无需复杂的接线,而且实现起来方便,不费时。
无需大量继电器,只需PLC芯片,基本无修理成本。
2.2I/O配和外部接线图
输入输出
I0.0:
启动开关Q0.0:
电动机M1接触器KMl
I0.1:
停止按钮Q0.1:
电动机M2接触器KM2
I0.2:
行程开关SQlQ0.2:
电动机M3接触器KM3
I0.3:
行程开关SQ2Q0.3:
电磁阀QVl
I0.4:
行程开关SQ3Q0.4:
电磁阀QV2
I0.5:
行程开关SQ4
I/O地址分配图
2.3系统工作流程图
根据工步列表可以很方便的画出流程图。
要说明的是流程图中,相邻的两个状态的转换条件没有被列出。
之所以画出流程图是为了以后方便画状态转移图,他们两者有许多相似的地方。
所以画流程图可以说是给状态转移图先打个草稿。
加工棉纺锭子锭脚多工步机床的流程就是加工工序,启动后拖板快进-工进-延时-快退。
快退到初始位置后紧接着又快进-工进-延时-工退-快退。
2.4系统工作梯形图
电气控制梯形图:
根据设计好的的状态图,梯形图就很容易编写了,这属于技术问题了。
2.5程序指令表
LDI0.0=M10.6
OM10.1LDI0.1
ANM10.2AM10.6
=M0.1OM10.7
LDI0.1ANM11.0
AM10.1=M10.7
OM10.2LDM10.3
ANM10.4AM10.7
=M10.2OM11.0
LDI0.2ANM11.1
=M10.3=M11.0
TONTT38,+10
LDM10.3
AM10.2
OM10.4
ANM10.5
=M10.4LDI0.4
AM11.0
OM11.1
ANM11.2
LDI0.3=M11.1
AM10.4LDI0.1
OM10.5AM11.1
ANM11.1OM11.2
=M10.5ANM11.3
LDM10.5=M11.2
OM0.5LDM10.3
ANM0.7AM11.2
OM11.3
ANM11.4
=M11.3
LDI0.3LDI0.3
AM11.3AM12.1
OM11.4OM12.2
ANM11.5ANM12.3
=M11.4=M12.2
LDI0.1LDI0.1
AM11.4AM12.2
OM11.5OM12.3
ANM11.6ANM12.4
=M11.5=M12.3
LDM10.3LDM10.3
AM11.5AM12.3
OM11.6OM12.4
ANM11.7ANM12.5
=M11.6=M12.4
LDI0.3LDI0.3
AM11.6AM12.4
OM11.7OM12.5
ANM12.0ANM12.6
=M11.7=M12.5
LDI0.1LDI0.1
AM11.7AM12.5
OM12.0OM12.6
LDM10.3ANM12.7
AM12.0=M12.6
OM12.1LDM10.3
ANM12.2AM12.6
=M12.1ANM13.0
=M12.7
LDI0.3
AM12.7
=M13.0
LDM10.1LDM12.2
OM10.2OM12.3
OM10.6OM12.5
OM10.7OM12.6
OM11.1ANM10.3
ANQ0.2ANQ0.2
ANM10.0ANM10.0
=Q0.0=Q0.0
=Q0.4=Q0.4
LDM11.2LDM0.4
OM11.4OM11.0
OM11.5OM11.3
OM11.7OM11.6
OM12.0OM12.1
ANM10.3OM12.4
ANQ0.2OM12.7
ANM10.0OM10.5
=Q0.0ANQ0.3
=Q0.4ANM10.0
=Q0.2
LDM12.2LDM10.5
OM12.3ANM12.7
OM12.5ANM10.0
OM12.6=Q0.3
ANM10.3
ANQ0.2
ANM10.0
=Q0.0
=Q0.4
第三章多工步机床PLC控制的软硬件设计
3.1软硬件调试
由于是对加工棉纺锭子锭脚多工步机床控制,所以在实验室里只能进行模拟仿真了。
开始我们先将设计好了的程序直接输入到编程器里,然后按照上面的I/O地址分配图进行接线。
接着就开始运行程序了,看是否和我们期望的效果一致。
为了能模拟SQ1我们把它接到了双稳态开关。
开始运行程序,按下按钮相当于遇到了相应的行程开关。
当模拟运行到了第二工步时没经过快进的状态,就直接进入到了工进状态。
由于工进状态只比快进状态少输出一个Y5,因此我们以为是少输入了Y5的指令。
于是我们检查程序,发现没有少输出Y5。
于是乎就把问题指向了快进与工进之间的转换条件SQ1.接着我们一点一点的模拟实际的工作流程。
终于找到了问题的所在,原来在第一工步的快退状态中SQ1应该被拨回只初始状态,这一动作在实际过程中是系统自动进行的,而现在我们在模拟时应该认为的把SQ1拨回。
重新再模拟时在第一工步的快退状态中加了把SQ1拨回的动作后,程序模拟成功了。
在模拟到最后时,按要求遇到行程开关SQ3(X4)时,系统应该停止。
但是当我们按下X4时,还有一个Y0输出,原因很简单。
由于在整个过程中在程序的一开始主轴电动机应该始终运行着直到加工结束。
因此我们在一开始需要输出Y0状态里用了SET指令。
这样的话即使在返回到初始状态时没有任何输出,Y0还是处于“1”状态。
于是我们给初始状态一个清零的指令。
这样不影响原先初始状态的作用。
另外还有其他一些小问题,在此步再列出说明。
总之,我们的调试过程比较顺利,但只是进行模拟仿真,在实际的应用和操作过程中,一定回遇到其他的问题,而导致需要更改原先的程序。
第四章课程设计总结
此次的设计课题是多工步机床的PLC控制,之前我们在老师的指导下对PLC技术进行了比较全面的学习,从各种电器知识到控制电路设计在到后来的PLC指令系统和步控系统功能指令...刚开始设计就觉得设计就是把程序编好,其实后来的实践的过程证明这一想法是错误的。
由于加工棉纺锭子锭脚多工步机床控制过程复杂,工步多,分为七步,而每一步又可以再细分解成更多的操作。
所以在设计的时候思路不明确害我走了不少的弯路总觉得没有头绪,最后决定从单步下手层层衔扣,缕清设计步骤,终于在同组同学的共同协助下流程图,梯形图的编程,完成了设计。
通过这次实践设计,我认为学到的不仅是编程知识,更多的是一种在是实战中游刃有余的能力以及对PLC这门应用型学科的进一步理解和对进一学习的兴趣。
参考文献
1.郁汉琪电器控制与可编程控制器应用技术.东南大学出版社.2003,6:
141~144
2.廖常初PLC编程及应用.机械工业出版社.2007,1:
1~5
3.郁汉琪机床电气及可编程控制器试验,课程设计指导书.高等教育出版社.2006,5:
214~216
4.王宗才.机电传动与控制.北京:
电子工业出版社,2011.16:
82-91,186-187,213-294.
5.于庆广.可编程控制其原理与系统设计.北京:
清华大学出版社,2004:
36-45.
6.程子华.PLC原理与实例分析.北京:
国防工业出版社,2006:
26-30.
7.高钦和.可编程控制器应用技术及其设计实例.北京:
高等教育出版社,2004:
45-65.
8.李缓.PLC原理与应用.北京:
北京邮电大学出版社,2005:
23-45.
9.王玉中.电气控制及PLC应用技术.河南:
河南科学技术出版社,2006:
126-145.
10.张新军.电气控制与PLC技术及应用.济源:
济源职业技术学院出版社,2006:
165-187.
11.张进秋.可编程控制器原理及应用实例[M].北京:
机械工业出版社,2004:
97-145.
 升级会员
升级会员 