PLC输出的开关量控制的变频调速.docx
《PLC输出的开关量控制的变频调速.docx》由会员分享,可在线阅读,更多相关《PLC输出的开关量控制的变频调速.docx(10页珍藏版)》请在冰豆网上搜索。
PLC输出的开关量控制的变频调速
一、PLC输出的开关量控制的变频调速
实现方法:
PLC的输出点、COM点直接与变频器的STF(正转启动)、STR(反转启动)、RH(高速)、RM(中速)、RL(低速)、REX、输入端SG等端口分别相连接。
PLC通过程序即可以控制变频器的启动、停止;也可以控制变频器高速、中速、低速端子的不同组合实现多段速度运行。
现在以一程序实例来介绍plc通过输出的开关量控制的变频调速。
传动系统从原点启动,中速40HZ行驶30S,开始高速50HZ行驶,当碰撞到行程开关SQ1时,开始低速20HZ爬行,低速爬行到终点碰撞到SQ2停车。
停顿2s。
反向以高速50HZ行驶,高速行驶到碰撞行程开关SQ3处开始低速20HZ爬行。
到达原点碰撞SQ4停车,停顿2s后重新开始往返。
试编写程序。
硬件连接如附录图1所示
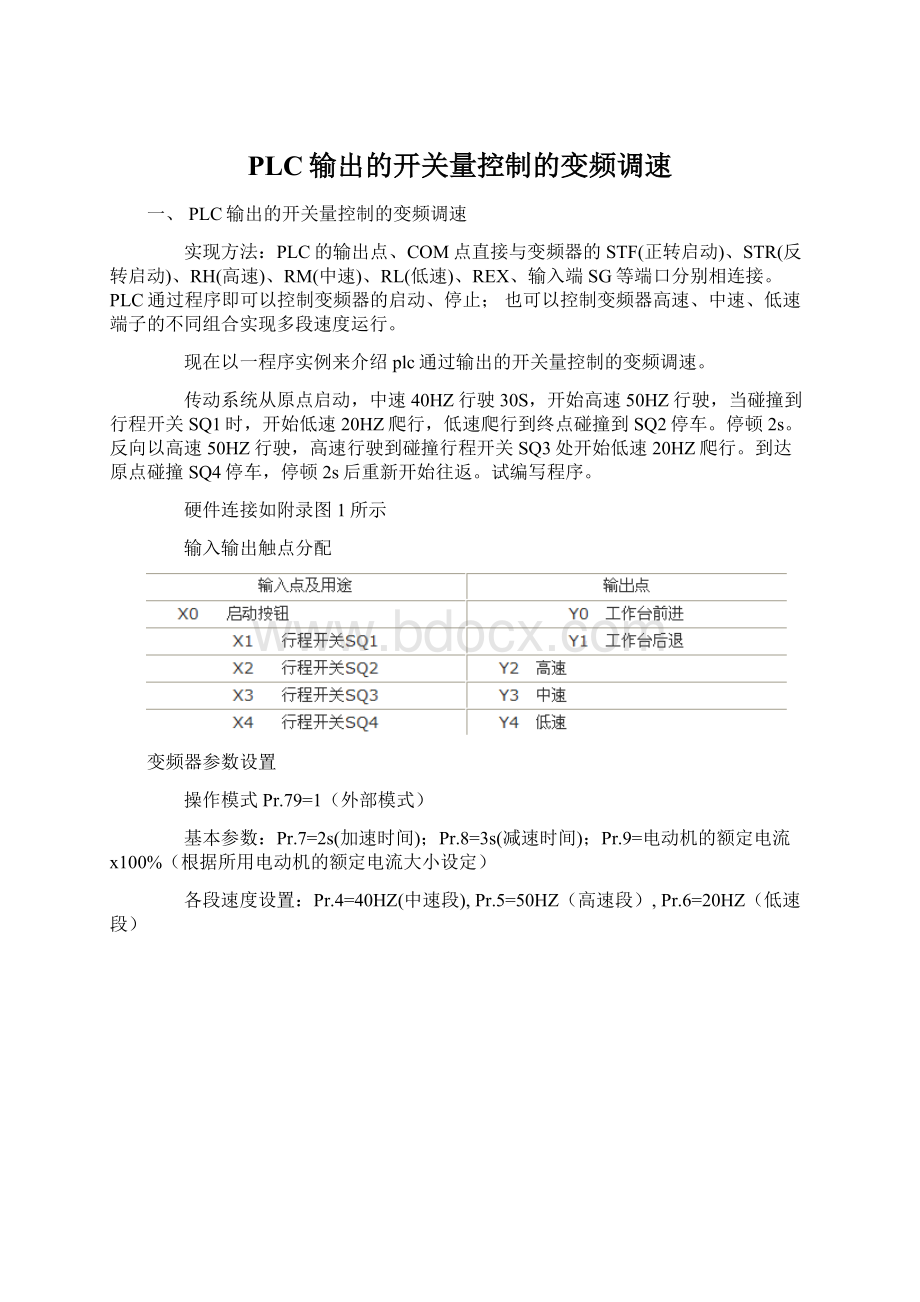
输入输出触点分配
变频器参数设置
操作模式Pr.79=1(外部模式)
基本参数:
Pr.7=2s(加速时间);Pr.8=3s(减速时间);Pr.9=电动机的额定电流x100%(根据所用电动机的额定电流大小设定)
各段速度设置:
Pr.4=40HZ(中速段),Pr.5=50HZ(高速段),Pr.6=20HZ(低速段)
本实例是通过步进顺控指令编程来控制PLC的输出即变频器的多段速的输入信号。
通过PLC的输出触点Y2、Y3、Y4得电与否(开或关)来控制电动机的变频调速,实例中通过Y2、Y3、Y4的分时得电来实现了电动机的三段调速。
当然由Y2、Y3、Y4的不同组合可以实现电动机7段调速。
若要实现电动机的多段调速即增加若干输出来控制,并相应的设置变频器的相关参数。
但是由于变频器的的只有输入端子RH,RL,RM,REX进行多种运行速度转换,所以最多能实现15段调速,即有极调速。
不能实现电动机的无级调速。
调速精度不高。
若要求电动机有20多种乃至更多种速度,该方法很难实现。
PLC的输出开关量不仅能实现单台电动机的变频调速,而且能实现多台电动机的变频调速。
硬件连接如附录图2所示。
由于编程方法每台基本相同,这里不在赘述。
通过前面的程序实例不难看出该方法的优点是编程较为简单易懂,且变频器的响应速度快,抗干扰能力强。
可以实现单台及多台电动机的调速。
在较为简单的变频调速系统中,该方法较为简单且比较容易编程。
对于初学者来讲是一种较为容易掌握的方法。
但是因为它是采用开关量来实施控制的,在很多的不足之处:
其调速曲线不是一条连续平滑的曲线,也无法实现精细的速度调节。
若要实现多台电动机的变频调速,要求PLC输入输出点数较多,需采用输入输出点数较多的PLC。
在工业大型生产线上应用具有一定的局限性。
若在要求调速较为精细、精确的生产线上,采用该方法就得不到良好的调速效果,那么下面就介绍更为精确一点的调速方法。
二、PLC通过外加扩展DA转换模块控制的变频调速
实现方法:
本方法是通过PLC外接扩展数模转换特殊功能模块来实现的。
可以通过FX系列PLC主机,配置FX1N-1DA-BD扩展模拟量输出板或模拟量输入输出混合模块FX0N-3A或FX2N-2DA或FX2N-4DA模块等来实现。
该种方法的实现主要是对特殊功能模块的缓冲存储器(BFM)设置编程。
现以FX2N型PLC扩展FX2N-2DA模块实现单台电动机正转的变频调速为例
硬件连接图如附录图3所示
FX2N-2DA输出模块:
其功能是把CPU的数字信号量,用于将12位的数字值转换成2点模拟输出(电压输出和电流输出),以便控制现场设备。
FX2N系列PLC的连接编程主要包括不同通道数模转换的执行控制,数字控制量写入FX2N-2DA等。
而最重要的则是对缓冲存储器(BFM)的设置。
BFM的定义如附录表1所示
从表中可以看出起作用的仅仅是BFM的#16、#17,而在程序中所需要做的则是根据实际需要给予BFM中的#16和#17赋予合适的值。
其中:
#16为输出数据当前值。
#17:
b0:
1改变成0时,通道2的D/A转换开始。
b1:
1改变成0时,通道1的D/A转换开始。
程序实例:
其中x0表示启动按钮,X1表示停止按钮,x2为调速控制按钮。
该程序通过将D100中的数字量转换成输出模拟量(由于FX2N-2DA模块的输出特性从数字值0到4000变化,所以若4000相当与50HZ,则每80为1HZ。
故本程序实例中的给D100赋值2400即为设置电动机的运行频率为30HZ),从而实现电动机的正转速度30HZ-50HZ范围内进行连续速度调节。
通过本实例可以看出该方法实现的调速曲线较为平滑;调速精度较高。
结合上述程序实例可以清晰的看出该种方法优点是:
PLC程序编制简单方便,调速曲线平滑连续、工作稳定。
且一台PLC通过外加一个FX2N-2DA模块可以实现两台电动机的变频调速;若外加一个FX2N-4DA模块可以实现四台电动机的变频调速。
所以在工业控制中该方法要比第一种方法应用范围更广些。
用于实现多台电动机的变频调速时较第一种方法编程更为简单。
该种方法实现多台电动机变频调速硬件连接如附录图4所示。
不足之处:
在大规模生产线中,控制电缆较长,尤其是DA模块采用电压信号输出时,线路有较大的电压降,影响了系统的稳定性和可靠性。
另外,从经济角度考虑,如控制8台变频器,需要2块FX2N-4DA模块或4块FX2N-2DA模块,且该扩展模块价格较贵,所以在需要控制多台电动机的调速的大规模生产中,该方法耗资较为昂贵;而且对于大规模自动化生产线,一方面变频器的数目较多,另一方面电机分布的距离不一致。
采用D/A扩展模块做同步运动控制容易受到模拟量信号的波动和因距离不一致而造成的模拟量信号衰减不一致的影响,使整个系统的工作稳定性和可靠性降低。
针对本方法存在的很大的不足,下面就介绍一种该系统成本低、信号传输距离远、抗干扰性较强的调速方法。
三、PLC通过RS485通讯实现变频调速
本方法是PLC主机上装RS-485BD通讯适配器与变频器的485PU口相连接(具体连接方式见附录图6所示),通过PLC和变频器之间的RS485半双工串行通讯来实现电动机的变频调速。
PLC和变频器之间的RS-485协议
PLC和变频器之间进行通讯,通讯规格必须在变频器的初始化中设定,如果没有进行设定或有一个错误的设定,数据将不能进行通讯。
且每次参数设定后,需复位变频器。
确保参数的设定生效。
设定好参数后按如下协议进行数据通讯
该过程分5个阶段:
1、计算机发出通讯请求;2、变频器处理等待;3、变频器作出应答;4、计算机处理等待;5、计算机作出应答。
根据不同的通讯要求完成相应的过程,如写变频器启、停控制命令时则只需完成1-3三个过程;监视变频器运行频率时则需完成1-5五个过程。
不论是写数据还是读数据,均有PLC发出请求,变频器只是被动接受请求并作出应答。
每个阶段的数据格式均有差别。
现只列出较为常用的三种格式:
要实现PLC对变频器的通讯控制,必须对PLC进行编程;通过程序实现PLC对变频器的各种运行控制和数据的采集。
PLC程序首先应完成FX2N-485BD通讯适配器的初始化、控制命令字的组合、代码转换和变频器应答数据的处理工作。
PLC通过RS-485通讯控制变频器可以完成一台乃至多台变频器的启动、停止、频率设定。
硬件连接附录图5所示。
由于每台变频器的通讯编程方法基本相似,唯一的不同之处就是变频器的站号设置不同。
现在就以PLC通过RS-485通讯控制#0变频器运行程序为例:
变频器参数设定:
Pr.79=1(操作模式),Pr.1=50(上限频率),Pr.3=50(基底频率),Pr.19=380(基底电压),Pr.77=2(参数写入禁止;表示即使运行时也可写入参数),Pr.117=0(变频器站号),Pr.118=192(通讯速度),Pr.119=0(停止位一位),Pr.120=2(偶校验)Pr.121=9999(通讯重试次数),Pr.122=9999(通讯检查时间间隔),Pr.123=9999(等待时间设置),Pr.124=0(无CR,无LF),
以上程序运行时PLC通过RS-485通讯程序正转启动并且变频运行。
其中X0为电动机正转以额定速度(频率)运行控制按钮,X1为电动机变频调速控制按钮,实现电动机的频率调节。
若要对#1站的电动机进行调速控制,只要将H30和H31分别传送给D11,D12,并将变频器参数Pr.117设置为1即可.依此类推。
对于不同站号的电动机的变频调速编程方法基本相同。
控制指令如下表所示。
操作指令
指令代码
数据内容
正转
HFA
H02
反转
HFA
H04
停止
HFA
H00
频率写入
HED
H0000-H2EE0
频率输出
H6F
H0000-H2EE0
注意所有指令代码和数据均以ASCII码(十六进制)发送和接收。
十六进制数转换成ASCI码时,H0-H9转换成ASCI码时加H30,例H3转换成ASCI码即H3+H30=H33,而A-F转换成ASCI码时加H31。
例HA转换成ASCI码即HA+H31=H41.依次类推。
使用RS-485通讯控制,仅通过一条通讯电缆连接,就可以完成多台变频器的启动、停止、频率设定;并且很容易实现多电机之间的同步运行。
该系统优点:
硬件简单、可控制32台变频器。
可以实现无级变速,速度变换平滑,速度控制精确,适应能力好。
该系统成本低、信号传输距离远、抗干扰性强。
但是也存在一定的不足之处:
比如编程工作量较大,响应有延时。
且必须在掌握通讯协议及相关的参数的基础上才能顺利完成编程。
对于技校初学者来讲该方法掌握比较困难。
结束语:
本文较为详尽地介绍了应用三菱FX系列PLC控制单台及多台电动机变频调速的三种常用的方法,并综合的评述各种方法的优点及在生产应用中的不足之处。
深入了解这些控制的方法,有助于学生对PLC控制的交流变频调速控制系统有了更深层次的把握。
同时对学生的变频调速系统的设计能力也有很大的帮助。
掌握这几种调速方法的各自的优点和不足之处,对设计者的工作能够带来一定的帮助;从而能进一步提高了设计工作的科学性、先进性和经济性。
学生可以根据所需设计的控制系统的具体情况,选择最为合适的方法。
从而达到了最优的调速目的。
参考文献:
1、变频器、可编程序控制器及触摸屏综合应用技术 岳庆来主编 机械工业出版社出版
2、变频器、可编程序控制器及触摸屏综合应用技术实操指导书 吴启红主编 机械工业出版社出版
3、FX通讯用户手册(RS485).
4、FX系列特殊功能模块用户手册.
附 录
图1
图2
图3
图4
图5
BFM编号
b15~b8
b7~b3
b2
b1
b0
#0~#15
保留
#16
保留
输出数据当前值(8位数据)
#17
保留
D/A低8位数据保持
通道1D/A
转换开始
通道2D/A
转换开始
 升级会员
升级会员 