焊接质量检查验收表范本.docx
《焊接质量检查验收表范本.docx》由会员分享,可在线阅读,更多相关《焊接质量检查验收表范本.docx(22页珍藏版)》请在冰豆网上搜索。
焊接质量检查验收表范本
焊接质量检查验收表(范本)
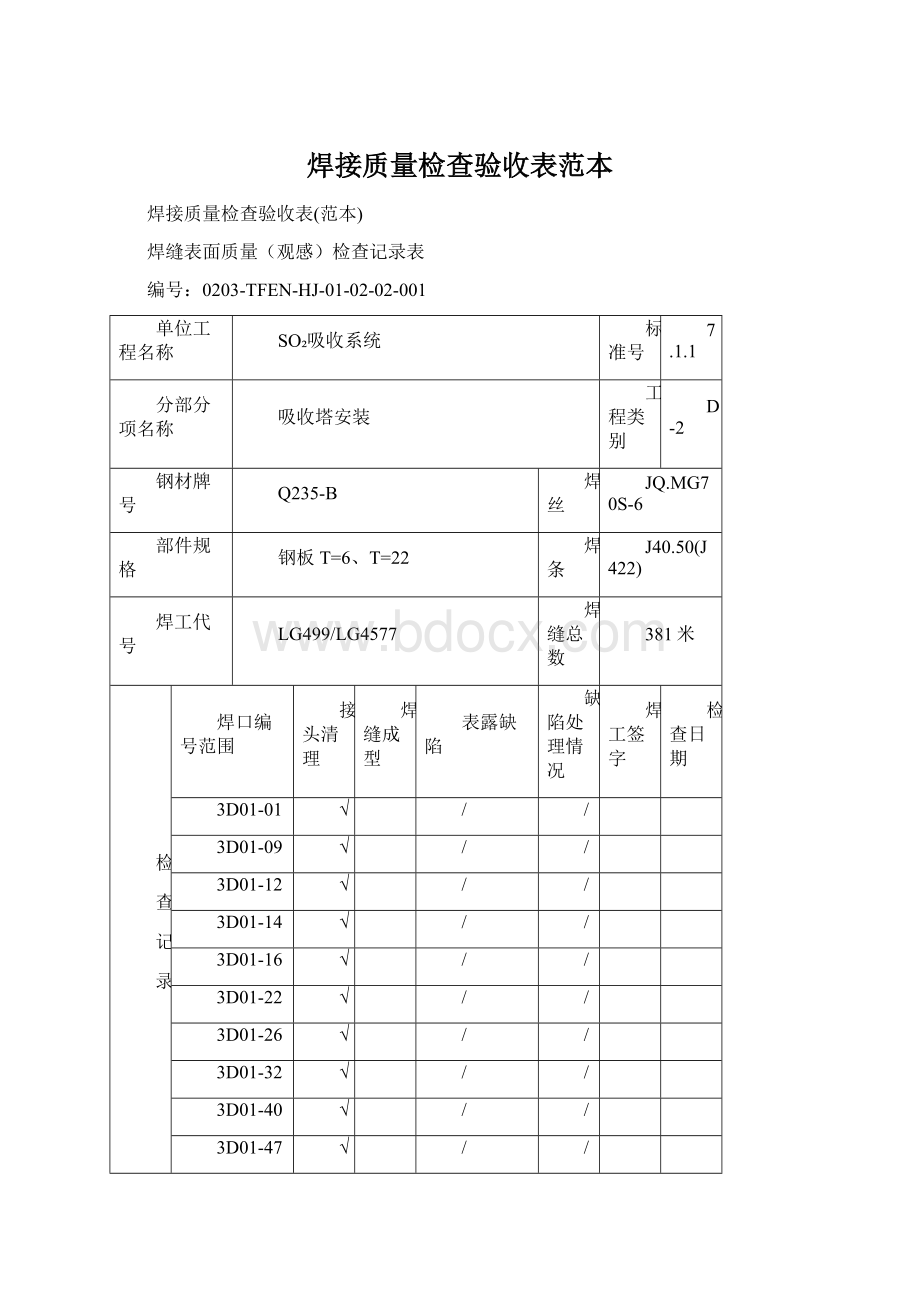
焊缝表面质量(观感)检查记录表
编号:
0203-TFEN-HJ-01-02-02-001
单位工程名称
SO₂吸收系统
标准号
7.1.1
分部分项名称
吸收塔安装
工程类别
D-2
钢材牌号
Q235-B
焊丝
JQ.MG70S-6
部件规格
钢板T=6、T=22
焊条
J40.50(J422)
焊工代号
LG499/LG4577
焊缝总数
381米
检
查
记
录
焊口编号范围
接头清理
焊缝成型
表露缺陷
缺陷处理情况
焊工签字
检查日期
3D01-01
√
/
/
3D01-09
√
/
/
3D01-12
√
/
/
3D01-14
√
/
/
3D01-16
√
/
/
3D01-22
√
/
/
3D01-26
√
/
/
3D01-32
√
/
/
3D01-40
√
/
/
3D01-47
√
/
/
3D01-55
√
/
/
3D01-59
√
/
/
3D01-63
√
/
/
3D01-72
√
/
/
3D01-82
√
/
/
3D01-88
√
/
/
以下空白
检查结论
自检确认意见:
上述焊缝表面观感检查已完成,焊缝表面无气孔、夹渣、裂纹、未熔合,表面质量符合要求。
班(组长)长:
年月日
施工作业单位复查意见:
经复查上述焊缝表面质量符合焊接质量验收及评价规程中表6.3.8-4要求
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成型”符合要求时,以“√”表示:
如有表露缺陷,应标注具体的焊口编号:
缺陷及处理情况应据实填写.
焊接工程外观质量测量检查记录表
编号:
0203-TFEN-HJ-01-02-02-002
单位工程名称
SO₂吸收系统
标准号
7.1.2
分部分项名称
吸收塔安装
工程类别
D-2
检查焊口编号
0203-JL-TFEN-MT-01
接头数量
381米
类
别
检查测量
焊口编号
检验项目
焊缝成型
焊缝
余高
焊缝宽
窄差
焊脚
尺寸
咬边
错边
角变形
表露缺陷
检查
结论
抽样测量检查记录
3D01-01
优良
2.1
2.4
/
无
0.2
0.3
无
合格
3D01-09
优良
2.0
2.2
/
无
0.3
0.2
无
合格
3D01-12
优良
2.1
2.2
/
无
0.2
0.4
无
合格
3D01-14
优良
2.2
2.3
/
无
0.4
0.3
无
合格
3D01-16
优良
2.1
2.1
/
无
0.2
0.2
无
合格
3D01-22
优良
2.2
2.3
/
无
0.4
0.4
无
合格
3D01-26
优良
2.2
2.2
/
无
0.2
0.3
无
合格
3D01-32
优良
2.1
2.2
/
无
0.3
0.5
无
合格
3D01-40
优良
2.1
2.1
/
无
0.4
0.4
无
合格
3D01-47
优良
2.2
2.3
/
无
0.3
0.3
无
合格
3D01-55
优良
2.1
2.2
/
无
0.2
0.5
无
合格
3D01-59
优良
2.0
2.1
/
无
0.4
0.4
无
合格
3D01-63
优良
2.0
2.1
/
无
0.2
0.3
无
合格
3D01-72
优良
2.1
2.3
/
无
0.3
0.2
无
合格
3D01-82
优良
2.0
2.2
/
无
0.2
0.4
无
合格
3D01-88
优良
2.1
2.1
/
无
0.3
0.5
无
合格
以下空白
抽样汇总
检验点数
16
合格数
16
优良数
16
检验结论
施工作业单位检查意见:
经外观质量测量检查,上述16只焊口符合焊接质量验收及评价规程中表合格标准,评定为合格焊口
二级质检员:
年月日
质量部门复查意见:
经外观质量测量检查,上述16只焊口符合焊接质量验收及评价规程中表合格标准,评定为合格焊口
三级质检员:
年月日
焊接工程质量分批验收记录表
编号:
0203-HJ-01-02-02-01-001
单位工程名称
SO₂吸收系统
标准号
7.3.3
分项工程名称
#3机组吸收塔安装
工程类别
D-2
本批焊口编号
(或验收部位)
3D01-01、3D01-09、3D01-12、3D01-14、3D01-16、3D01-22、3D01-26、3D01-32、3D01-40、3D01-47、3D01-55、3D01-59、3D01-63、3D01-72、3D01-82、3D01-88
接头数量
96
验收单位
施工单位□
监理单位□
无损检测结论
光谱复查结论
其他检测
热处理记录
外观质量
检查结论
文件资料情况
MT合格
符合要求
/
记录齐全
优良
规范齐全
类别
检查测量
焊口编号
检验项目
检查
结论
焊缝成型
焊缝余高
焊缝宽
窄差
焊脚尺寸
咬边
错边
角变形
表露缺陷
表面质量验收抽查记录
3D01-01
优良
2.1
2.4
/
无
0.2
0.3
无
合格
3D01-09
优良
2.0
2.2
/
无
0.3
0.2
无
合格
3D01-12
优良
2.1
2.2
/
无
0.2
0.4
无
合格
3D01-14
优良
2.2
2.3
/
无
0.4
0.3
无
合格
3D01-16
优良
2.1
2.1
/
无
0.2
0.2
无
合格
3D01-22
优良
2.2
2.3
/
无
0.4
0.4
无
合格
3D01-26
优良
2.2
2.2
/
无
0.2
0.3
无
合格
3D01-32
优良
2.1
2.2
/
无
0.3
0.5
无
合格
3D01-40
优良
2.1
2.1
/
无
0.4
0.4
无
合格
3D01-47
优良
2.2
2.3
/
无
0.3
0.3
无
合格
3D01-55
优良
2.1
2.2
/
无
0.2
0.5
无
合格
3D01-59
优良
2.0
2.1
/
无
0.4
0.4
无
合格
3D01-63
优良
2.0
2.1
/
无
0.2
0.3
无
合格
3D01-72
优良
2.1
2.3
/
无
0.3
0.2
无
合格
3D01-82
优良
2.0
2.2
/
无
0.2
0.4
无
合格
3D01-88
优良
2.1
2.1
/
无
0.3
0.5
无
合格
以下空白
抽样汇总
检验点数
16
合格数
16
优良数
/
验收
记录
事项
本批焊接工程质量验收组成员共3人,有栗军担任本批验收组负责人,负责抽查测量人员为聂立英、王国军按表5.0.1检测,对这批焊缝100%观感质量检查,试验结果及记录数量验收后按实际抽查项目及抽查结果达到合格标准,
验收意见:
施工班组代表:
年月日
作业单位代表:
年月日
质量部门代表:
年月日
监理单位代表:
年月日
焊接分项工程综合质量验收评定表
编号:
0203-HJ-01-02-02-001
单位工程名称
SO₂吸收系统
验评
单位
施工单位□
分项工程名称
#3机组吸收塔安装
监理单位□
标准号
7.4.6
建设单位□
工程类别
验收批数
分批验收结论
验收抽查数
合格数
优良数
D-2
实际数
合格
16
/
16
以下空白
质量评定记录表
评定项目
总焊口数(个)
实检焊口数(个)
检验比例(%)
评定抽查数
优良数
(合格数)
评定结论
观感检查
96
96
100
16
16
优良
测量检查
96
16
≥2
3
3
优良
超声
/
/
/
/
/
/
射线
/
/
/
/
/
/
光谱
96
16
16.7
3
3
优良
硬度
/
/
/
/
/
/
金相
/
/
/
/
/
/
MT
96
96
100
16
16
优良
PT
/
/
/
/
/
/
以下空白
综合
质量
验收
评定
抽查
情况
记录
本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其中16只,均合格并达到优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊接工程质量分批验收资料齐全。
综合质量验收评定结论:
作业单位代表:
年月日
质量部门代表:
年月日
监理单位代表:
年月日
建设单位代表:
年月日
注:
1.对检测、试验项目的抽查是对试验报告及结果的检查:
注:
2.本表至少一式两份,一份送相关专业,一份作为焊接质量综合验评资料。
表B.7焊工自检记录表
分项工程名称
吸收塔安装
工程类别
焊接
焊件
钢号
Q235-B
焊接材料
焊丝
JQ.MG70S-6
规格
钢板δ=6
焊条
J40.50(J422)
焊工钢印代号
LG499/LG4577
焊口(缝)总数
311米
检查记录
焊口编号
接头清理
焊缝尺寸要求
缺陷处理情况
检查日期
注:
“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:
焊工:
表B.8分项工程焊接接头表面质量检验评定表mm
分项工程名称
工程类别
施焊焊工的钢印代号
焊件
钢号
焊接材料
牌号
应检查数量
规格
规格
焊缝编号
焊缝成型
焊缝余高
焊缝宽窄差
焊角尺寸
未焊透
咬边
错口
弯折
裂纹
弧坑
气孔
夹渣
单个检查表面质量评定等级
实检焊点数(个)
合格
优良率
%
分项工程接头表面质量评定等级
备注
优良
注:
验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:
工地(处)技术负责人:
工地(队)质检员:
班(组)长:
验评日期:
表B.9分项工程焊接综合质量等级评定表
分项工程名称
吸收塔安装
工程类别
焊接
序号
验评项目
总焊口数
个
实检焊口数
个
抽检率
%
无损检验一次合格率
%
单项质量评定等级
验评项目
合格
优良率
%
分项工程焊接综合质量评定等级
优良
附注
建设单位代表:
工地(队)技术负责人:
公司(处)之间代表:
验评日期:
工地(队)质检员:
表6.3.8-1焊接工程分类和质量检查、检验项目及数量
工程类别
范围
焊接接头类别
质量检查、检验项目及数量%
外观检查
无损探伤a
代样检验
严密性试验
自检
专检
工地
项目部
A
1
工作压力0.1Mpa~1.6Mpa的汽、水、油、气管道
Ⅲ
100
25
5
1
1块/台b
100
2
外径小于76mm的疏水、放水、排污、取样管子
Ⅲ
100
25
5
—
B
1
工作压力位0.1Mpa~1.6Mpa的压力容器
Ⅰ
100
50
25
50
100
2
工作压力为小于0.1Mpa的容器
Ⅲ
100
25
5
—
C
1
承重钢结构(起重设备结构、支吊架等)
Ⅱ
100
25
5
按设计
2
烟、风、粉、灰等管道及附件
Ⅲ
100
25
5
—
3
一般支撑钢结构(设备支撑、梯子、平台、步道、拉杆、非主要承钢结构等)
Ⅲ
100
10
5
—
4
密封结构
Ⅲ
100
10
5
100
a无损探伤检验按NB-T47013-2015的有关规定。
b制作压力容器时,每台焊制试板一块,做力学性能试验。
表6.3.8-2A类工程焊接质量检验评定标准mm
序号
验评项目
检验指标及要求
性质
部件
规格
质量标准
检验方法及器具
检验指标
检验要求
A1
A2
项目
指标
合格
优良
1
焊接接头表面质量
焊缝成型
有
有
—
—
—
一般
焊缝过渡圆滑,接头良好
目测
焊缝余高a
有
有
—
—
δ≤10
0~4
—
目测,焊缝检测尺
δ>10
0~5
a无损探伤检验按NB-T47013-2015的有关规定。
b制作压力容器时,每台焊制试板一块,做力学性能试验。
焊缝宽窄差a
有
有
—
—
δ≤10
≤3
δ>10
≤4
对接单面焊未透b
有
有
—
—
D>800
h≤1.15δ,且≤2,∑I≤0.15L
错口
有
有
—
—
D<300
外壁≤0.1δ,且≤4
目测,直尺
D≥800
外壁≤0.25δ,且≤4
咬边
有
有
—
主要
—
h≤0.5,∑I≤0.2L
目测,焊缝检测尺
弯折
有
有
—
—
D<100
≤1/100
目测,直尺
D≥100
≤3/200
裂纹
有
有
—
主要
—
无
3倍~5倍放大镜,目测
弧坑
有
有
—
—
—
无
气孔
有
有
—
主要
—
无
夹渣
有
有
—
主要
—
无
2
无损探伤
射线
有
—
主要
主要
—
达到DL/T821-2002规定的Ⅲ级
探伤仪器
3
严密性
严密性
有
有
主要
主要
—
焊口经返修,水压试验无渗漏
水压试验一次成功,焊口无渗漏
注:
δ为管子壁厚,h为缺陷深度,L为焊缝长度;I为缺陷长度;∑I为缺陷总长;D为管子外径。
a焊缝全长平均值
b手工电焊弧
表6.3.8-3B类工程焊接质量检验评定标准mm
序号
验评项目
检验指标及要求
性质
部件
规格
质量标准
检验方法及器具
检验指标
检验要求
B1
B2
项目
指标
合格
优良
1
焊接接头表面质量
焊缝成型
有
有
—
—
—
一般
焊缝过渡圆滑,接头良好
目测
焊缝尺寸
有
有
—
—
—
符合设计要求
目测,焊缝检测尺
咬边
有
有
—
主要
—
h≤0.5,连续长度≤100,∑I≤0.15L
h≤0.5,连续长度≤50,∑I≤0.05L
根部未焊透a
有
—
—
—
—
单面焊h≤0.15δ且≤2,∑I≤0.15L
单面焊h≤0.1δ且≤1,∑I≤0.1L
错口
有
有
—
—
—
纵缝≤0.1δ且≤2,环缝
≤0.2δ且≤3
目测,直尺
裂纹
有
有
—
主要
—
无
3倍~5倍放大镜,目测
弧坑
有
有
—
—
—
无
气孔
有
有
—
主要
—
无
夹渣
有
有
—
主要
—
无
2
无损探伤
射线
有
—
主要
主要
—
达到DL/T821-2002规定的Ⅲ级
达到GB3323规定的Ⅲ级,但单面焊未焊透尺寸未超过外观检查优良级标准
探伤仪器
表6.3.8-3(续)
序号
验评项目
检验指标及要求
性质
部件
规格
质量标准
检验方法及器具
检验指标
检验要求
B1
B2
项目
指标
合格
优良
2
无损探伤
超声波
有
—
主要
主要
—
达到DL/T820-2002规定的Ⅱ级
超声波仪器
3
力学性能
拉力、冷弯、冲击
有
—
—
—
—
符合设计要求
材料试验机
4
严密性
严密性
有
有
主要
主要
—
焊口经返修,水压试验无渗漏
水压试验一次成功,焊口无渗漏
注:
δ为管子壁厚,h为缺陷深度,L为焊缝长度;I为缺陷长度;∑I为缺陷总长。
a手工电弧焊或埋弧焊
C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4C类工程焊接质量检验评定标准mm
序号
验评项目
检验指标及要求
性质
部件
规格
质量标准
检验方法及器具
检验指标
检验要求
C1
C2
C3
C4
项目
指标
合格
优良
1
焊接接头表面质量
焊缝成型
有
有
有
有
—
主要
—
一般
焊缝过渡圆滑,接头良好
目测
焊缝尺寸
有
有
有
有
—
—
—
符合设计要求
目测,焊缝检测尺
咬边
有
—
—
—
—
主要
—
h≤0.5
h≤0.5,
∑I≤0.1L
对接单面未焊透a
有
—
—
—
—
—
—
h≤0.15δ,
∑I≤0.1L
无
表6.3.8-4(续)
序号
验评项目
检验指标及要求
性质
部件
规格
质量标准
检验方法及器具
检验指标
检验要求
C1
C2
C3
C4
项目
指标
合格
优良
1
焊接接头表面质量
裂纹
有
有
有
有
—
主要
—
无
3倍~5倍放大镜,目测
弧坑
有
—
—
—
—
—
—
无
气孔
有
有
—
有
—
—
—
无
夹渣
有
有
—
有
—
—
—
无
2
无损探伤
无损探伤
有
—
—
—
—
—
—
按设计要求
探伤仪器
3
严密性
严密性
—
有
—
有
—
主要
—
无渗漏
注:
δ为管子壁厚,h为缺陷深度,L为焊缝长度;I为缺陷长度;∑I为缺陷总长。
a手工电弧焊或埋弧焊
 升级会员
升级会员 