顶出机构及其基本形式.docx
《顶出机构及其基本形式.docx》由会员分享,可在线阅读,更多相关《顶出机构及其基本形式.docx(14页珍藏版)》请在冰豆网上搜索。
顶出机构及其基本形式
顶出机构及其基本形式
顶出机构的设计原则
1.顶出机构应设置在动模一侧;因塑件一般均留在动模一侧以便顶出。
2.顶出时与塑件的接触面应为塑件表面及其他不显眼的位置,以保证塑件外观。
3.顶出装置均匀分布,顶出力作用在塑件承受力最大的部位。
以防变形和损伤。
4.顶出机构应平稳顺畅,灵活可靠,足够的强度、耐磨性,平稳顺畅无卡滞,并且制造方便,易于维修。
顶杆的结构形式和固定形式
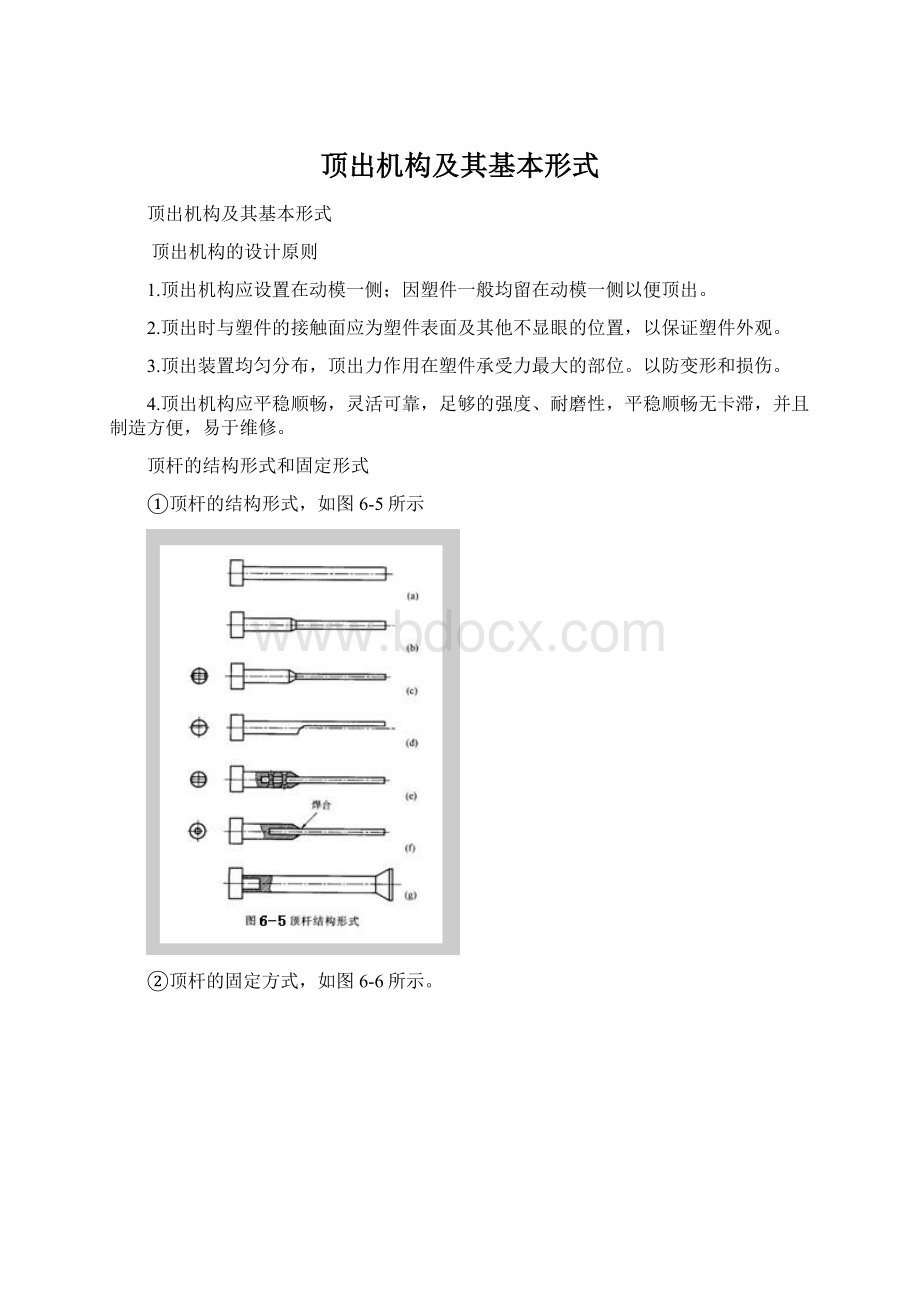
①顶杆的结构形式,如图6-5所示
②顶杆的固定方式,如图6-6所示。
顶杆的组装精度,如图6-7所示。
ⅰ)配合长度L:
当d<6㎜时,L=2d;当d=6~10㎜时,L<1.5d。
ⅱ)配合精度:
理论上,单边间隙不大于塑料的允许溢边值即可。
实际上要求总间隙不大于塑料的允许溢边值。
因各种塑料的溢边值不同,故顶杆和顶杆孔的配合精度为一围H8/f8~H9/f9(流动性好→小;流动性差→大)
ⅲ)顶杆和顶杆孔的配合间隙在注射时起排气作用,间隙大则排气功能好。
故选择间隙时需兼顾排气和溢料两方面。
顶杆顶出机构的设计要点:
a.设在脱模阻力较大部位:
成型件侧壁、边缘、拐角等处。
如图6-8所示(形芯强度,为修复、扩孔留余地)
b.设在塑件承受力较大的部位:
较厚处、立壁、加强筋、凸缘上。
以防顶出变形。
c.位置布局合理,顶出受力平衡以避免塑件变形。
d.在确保顶出的前提下,数量尽量少以简化模具结构,减少顶出对塑件表面影响。
e.对有装配要求的塑件,顶杆端面应高出形芯h=0.1~0.5㎜,以免影响塑件装配,但不能太高。
f.顶杆应尽量短以保证顶出时的刚度、强度。
g.不易过细,Φ<3㎜时,应采用阶梯形提高刚度。
h.必须在塑件斜面设置顶杆时,为防止顶出过程中滑动,再顶杆部斜面上开横槽。
图6-8d)
i.当薄、平塑件上不允许有顶出痕迹时,将顶杆设在浇口附近。
图6-8e)
j.在带侧抽机构的模具中,顶杆位置尽量避免与活动型芯发生运动干扰。
图6-8f)
k.避开冷却水路
l.材料:
T8A、T10A,头部淬硬HRC50~55。
2.顶管顶出机构
用于中心有圆孔的塑件及环形轴套类塑件。
顶出时周边接触塑件,动作稳定可靠,塑件顶出均匀不变形,无明显痕迹,但精度要求高。
材料T8A、T10A,经淬硬处理HRC50~55。
加工较难,应尽量采用标准件。
(1)顶管顶出机构的基本形式
形式一:
型芯固定在动模座板上,顶管固定在顶杆固定板上。
固定方式有图6-9a)~d)四种。
特点:
结构可靠,但型芯和顶管太长,制造、装配、调整均困难。
形式二:
型芯固定在动模板上,顶管和顶管座成为一体。
另有一辅助顶杆。
辅助顶杆在顶出板的作用下推动顶管座和顶管在型腔板滑动。
这可使顶管和型芯长度缩短,但型腔板厚度增大。
图6-10
实例:
双顶板顶管顶出结构实例图6-11。
详解各件名称、动作过程、顶出特点。
(2)顶管顶出的设计要点
①用于顶出塑件的厚度不小于1.5㎜,否则强度难保证。
②顶管的组装精度与顶杆的组装精度相同。
③顶管与型芯保持同心,允差不超过0.02~0.03㎜。
其孔末端应有0.5㎜的空刀间隙以减少与型芯的摩擦磨损,利于排气、利于加工。
④都应设置复位装置,必要时还设导向零件,尤其是顶管直径较小时。
⑤材料:
T8A、T10A。
端部淬硬HRC50~55。
最小淬硬长度大于顶管/型腔板的配合长度与顶出距离之和。
3.推板顶出机构
深腔、薄壁塑件如壳体、筒形件或形状复杂的塑件,不允许有顶出痕时采用推板顶出。
即在型芯根部安装一块与之形状相同的、滑动配合的顶板。
顶出时,顶板沿型芯周边平移。
(1)特点:
①顶出位置在脱模力较大的塑件底部边缘区,顶出面积大,顶出力大且无明显顶出痕迹。
②运动平稳,顶出力均匀,塑件不变形。
③无需设顶出机构的复位装置,合模时,推板靠合模力的作用带动顶出机构复位。
(2)推板顶出的结构形式图6-12a)~e)
(3)推板与形芯的配合形式
应避免因相对移动产生的摩擦、磨损。
若采用孔径配合,虽加工简单,但弊病如下:
①顶出移动时,产生滑动摩擦,造成彼此磨损;且推件板一旦磨损或磨耗,很难修复。
②合模复位时,易于在形芯上的尖角发生碰撞而损伤。
③垂直配合易因制造误差而产生定位的偏移,使单边的配合间隙过大产生溢料飞边。
故通常推板与型芯均采用斜面配合的形式。
如图6-13所示。
4)推板顶出的设计要点
①推动推板的推杆应以顶出力为中心均匀分布,以使推板受力平衡,平行移动。
推杆兼起推板的导向作用。
图6-12(c)尽量加大顶杆直径,同时采用H7/f7配合精度。
②推板与形芯间采用H8/f8的间隙配合。
即不溢料飞边,又可较好定位。
③推板的顶出距离不得大于导柱的有效导向长度。
④推板的配合部分做淬硬处理,常用镶件。
(5)推板顶出实例:
图6-14详解各件名称、动作过程。
4.顶块顶出机构
用于平面度要求较高的平板状塑件或表面不许有顶出痕迹的塑件。
特点:
①顶块推顶整个塑件表面,顶出面积大,顶出力均衡,塑件不变形。
②制作方便。
 升级会员
升级会员 