机械制造技术基础习题.doc
《机械制造技术基础习题.doc》由会员分享,可在线阅读,更多相关《机械制造技术基础习题.doc(19页珍藏版)》请在冰豆网上搜索。
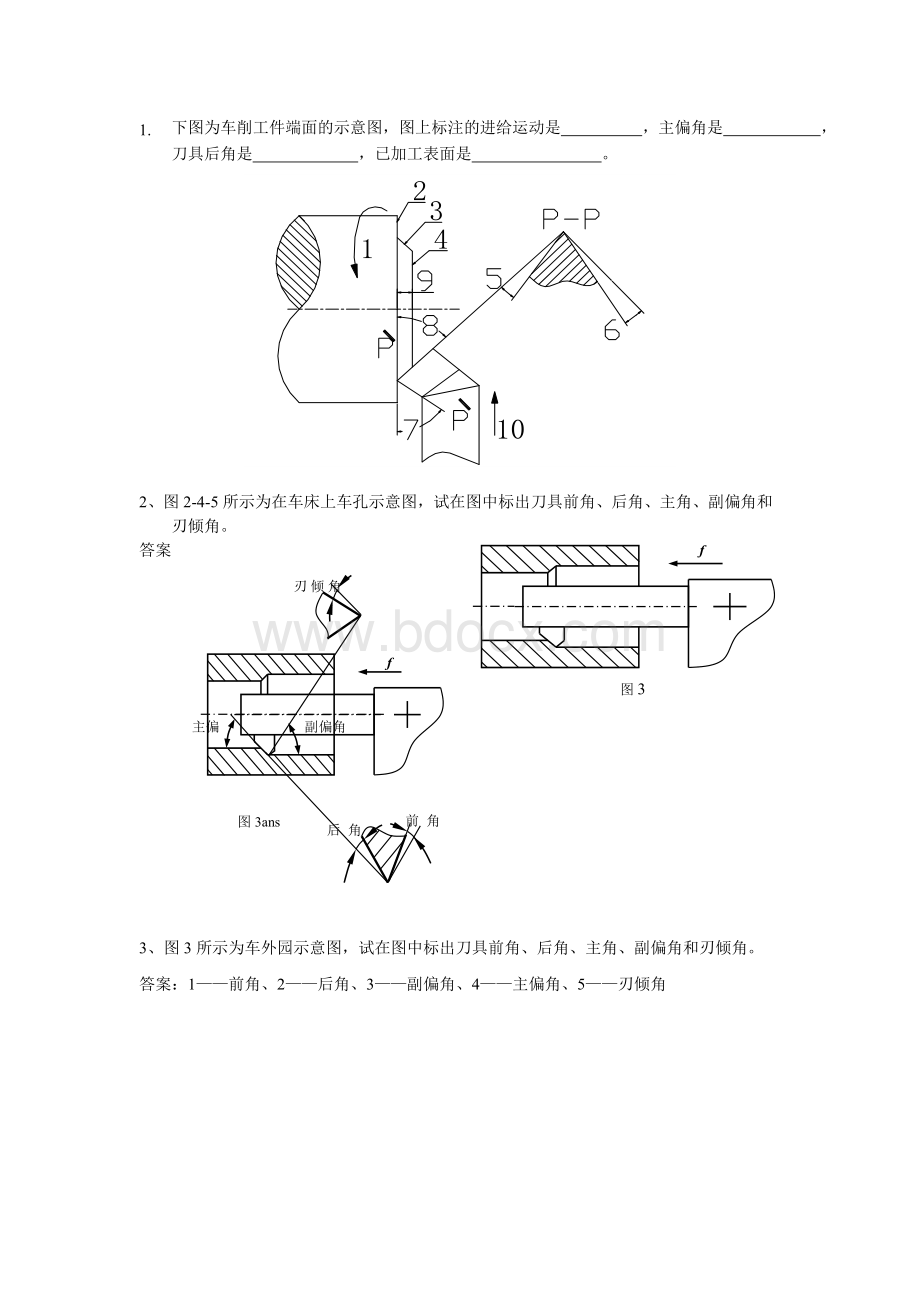
1.下图为车削工件端面的示意图,图上标注的进给运动是,主偏角是,刀具后角是,已加工表面是。
2、图2-4-5所示为在车床上车孔示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
f
图3
答案
图3ans
f
刃倾角λ0
前角γ0
后角α0
主偏角φ0
副偏角φ′0
3、图3所示为车外园示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
答案:
1——前角、2——后角、3——副偏角、4——主偏角、5——刃倾角
图3
1-11锥度心轴限制()个自由度。
①2②3③4④5
1-12小锥度心轴限制()个自由度。
①2②3③4④5
1-13在球体上铣平面,要求保证尺寸H(习图2-1-13),必须限制()个自由度。
H
习图2-1-13
①1②2③3④4
习图2-1-14
1-14在球体上铣平面,若采用习图2-1-14所示方法定位,则实际限制()个自由度。
①1②2③3④4
1-15过正方体工件中心垂直于某一表面打一通孔,必须限制()个自由度。
①2②3③4④5
4.分析题
4-1试分析习图2-4-1所示各零件加工所必须限制的自由度:
a)在球上打盲孔φB,保证尺寸H;
b)在套筒零件上加工φB孔,要求与φD孔垂直相交,且保证尺寸L;
c)在轴上铣横槽,保证槽宽B以及尺寸H和L;
d)在支座零件上铣槽,保证槽宽B和槽深H及与4分布孔的位置度。
4-2试分析习图2-4-2所示各定位方案中:
①各定位元件限制的自由度;②判断有无欠定位或过定位;③对不合理的定位方案提出改进意见。
a)车阶梯轴小外圆及台阶端面;
b)车外圆,保证外圆与内孔同轴;
c)钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴;
d)在圆盘零件上钻、铰孔,要求与外圆同轴。
Y
X
Z
b)
a)
Y
X
Z
习图2-4-2
c)
Y
X
X
Z
d)
X
Z
Y
X
4-3在习图2-4-3所示工件上加工键槽,要求保证尺寸和对称度0.03。
现有3种定位方案,分别如图b,c,d所示。
试分别计算3种方案的定位误差,并选择最佳方案。
习图2-4-3
习图2-4-1
d)
H
Z
Y
B
Z
X
Y
X
Z
c)
H
L
Z
B
Y
X
Z
a)
HH
φB
φB
L
(φD)
b)
Y
X
Z
1.图1为工件加工平面BD的三种定位方案,孔O1已加工,1,2,3为三个支钉,分析计算工序尺寸A的定位误差,并提出更好的定位方案.
图1
4-4某工厂在齿轮加工中,安排了一道以小锥度心轴安装齿轮坯精车齿轮坯两大端面的工序,试从定位角度分析其原因。
f
图2-4-5
4-5习图2-4-5所示为在车床上车孔示意图,试在图中标出刀具前角、后角、主角、副偏角和刃倾角。
Z
B
L
(D)
Y
H
Z
X
习图2-4-6
4-6习图2-4-6所示零件,外圆及两端面已加工好(外圆直径)。
现加工槽B,要求保证位置尺寸L和H。
试:
1)定加工时必须限制的自由度;
2)选择定位方法和定位元件,并在图中示意画出;
3)计算所选定位方法的定位误差。
习图2-4-7
A
d
H
90°
D
4-7习图2-4-7所示齿轮坯,内孔及外圆已加工合格(mm,mm),现在插床上以调整法加工键槽,要求保证尺寸mm。
试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。
——(对应知识点2.4.4)
4-8在车床上,切断工件时,切到最后时工件常常被挤断。
试分析其原因。
4-9试分析习图2-4-9所示零件在结构工艺性上有哪些缺陷?
如何改进?
习图2-4-9
4.分析题
4-1在铣床上加工一批轴件上的键槽,如习图4-4-1所示。
已知铣床工作台面与导轨的平行度误差为0.05/300,夹具两定位V型块夹角,交点A的连线与夹具体底面的平行度误差为0.01/150,阶梯轴工件两端轴颈尺寸为。
试分析计算加工后键槽底面对工件轴线的平行度误差(只考虑上述因素影响,并忽略两轴颈与外圆的同轴度误差)。
习图4-4-1
4-1答案:
键槽底面对下母线之间的平行度误差由3项组成:
①铣床工作台面与导轨的平行度误差:
0.05/300
②夹具制造与安装误差(表现为交点A的连线与夹具体底面的平行度误差):
0.01/150
③工件轴线与交点A的连线的平行度误差:
为此,首先计算外圆中心在垂直方向上的变动量:
mm
可得到工件轴线与交点A的连线的平行度误差:
0.07/150
最后得到键槽底面(认为与铣床导轨平行)对工件轴线的平行度误差:
4-2试分析习图4-4-2所示的三种加工情况,加工后工件表面会产生何种形状误差?
假设工件的刚度很大,且车床床头刚度大于尾座刚度。
a)b)c)
习图4-4-2
4-2答案:
a)在径向切削力的作用下,尾顶尖处的位移量大于前顶尖处的位移量,加工后工件外圆表面成锥形,右端直径大于左端直径。
b)在轴向切削力的作用下,工件受到扭矩的作用会产生顺时针方向的偏转。
若刀具刚度很大,加工后端面会产生中凹。
c)由于切削力作用点位置变化,将使工件产生鞍形误差,且右端直径大于左端直径,加工后零件最终的形状参见图4-34。
4-6在无心磨床上磨削销轴,销轴外径尺寸要求为φ12±0.01。
现随机抽取100件进行测量,结果发现其外径尺寸接近正态分布,平均值为X=11.99,均方根偏差为σ=0.003。
试:
①画出销轴外径尺寸误差的分布曲线;
②计算该工序的工艺能力系数;
③估计该工序的废品率;
④分析产生废品的原因,并提出解决办法。
4-6答案:
12
11.99。
分布曲线
(公差带)
①分布图
习图4-4-6ans
②工艺能力系数CP=0.2/(6×0.003)=1.1
③废品率约为50%
⑤产生废品的主要原因是存在较大的常值系统误差,很可能是砂轮位置调整不当所致;改进办法是重新调整砂轮位置。
20
19.95。
(公差带)
19.9
分布曲线
19.98
不合格品率
4-7在车床上加工一批小轴的外圆,尺寸要求为mm。
若根据测量工序尺寸接近正态分布,其标准差为mm,公差带中心小于分布曲线中心,偏差值为0.03mm。
试计算不合格品率。
4-7答案:
习图4-4-7ans
画出分布曲线图,可计算出不合格品率为21.055%
例1有一批小轴,其直径尺寸要求为ømm,加工后尺寸属正态分布,测量计算得一批工件直径的算术平均值=17.975mm,均方根差=0.01mm。
试计算合格品率,分析废品产生的原因,提出减少废品率的措施。
解:
1、画尺寸分布区与于公差带间的关系图
2、设计尺寸可写作
¢
3、系统误差
⊿=
4、计算合格率和废品率
合格品率为
废品率为1-A=16.49%
产生废品的原因:
一是对刀不准,存在系统误差;二是本工序加工的精度较差。
减少废品的有效措施是在消除系统误差基础上进一步改善工艺条件,使减少至6例:
在两台自动切割机上加工工一批小轴的外园,要求保证直径ø11±0.02mm,第一台加工1000件,其直径尺按正态分布,平均值mm,均方差mm。
第二台加工500件,其直径也按正态分布,且=mm,=mm。
试求:
1)在同一图上画出两台机床加工的两批工件的尺寸分布图,并指出哪台机床的精度高?
2)计算并比较那台机床的废品率高,并分析其产生的原因及提出改进的办法。
解:
两台机床加工的两批小轴,其加工直径分布曲线如下图所示;
1、第一台机床的加工精度
第二机床的加工精度
所以,,故第二台机床的加工精度高。
2、第一台机床加工的小轴,其直径全部落在公差内,故无废品。
第二台机床加工的小轴,有部分直径落在公差带外,成为可修复废品。
废品率为
从图中可见,第二台机床产生废品的主要原因是刀具调整不当,使一批工件尺寸分布重心偏大于公差中心,从而产生可修复废品。
改进的办法是对第二机床的车刀重新调整,使之再进刀0.0075mm为宜。
例:
在车床上车一批轴,要求为Φ25mm。
已知轴径尺寸误差按正待分布,=24.96mm,σ=0.02mm,问这批加工件合格品率是多少?
不合格平率是多少?
能否修复?
解:
1)标准化变化
Z=(x-)/σ=(25-24.96)/0.02=2=0.4772
2)偏大不合格平率为:
0.5-=0.5-0.4772=2.28%(不可修复的不合格品)
3)偏小不合格平率为:
0.5-0.49865=0.00135=0.135%(可修复的不合格品)
4)合格品为:
1-2.28%-0.135%=97.595%
1.单项选择
1-1表面粗糙度的波长与波高比值一般()。
①小于50②等于50~200③等于200~1000④大于1000
1-2表面层加工硬化程度是指()。
①表面层的硬度②表面层的硬度与基体硬度之比③表面层的硬度与基体硬度之差
④表面层的硬度与基体硬度之差与基体硬度之比
1-22强迫振动的频率与外界干扰力的频率()。
①无关②相近③相同④相同或成整倍数关系
1-24自激振动的频率()工艺系统的固有频率。
①大于②小于③等于④等于或接近于
4.分析计算题
4-1试选择习图5-4-1示三个零件的粗﹑精基准。
其中a)齿轮,m=2,Z=37,毛坯为热轧棒料;b)液压油缸,毛坯为铸铁件,孔已铸出。
c)飞轮,毛坯为铸件。
均为批量生产。
图中除了有不加工符号的表面外,均为加工表面。
a)
A
A
t
c)
C
C
t
b)
B
B
t
习图5-4-1
4-1答案:
1.图a:
①精基准——齿轮的设计基准是孔A。
按基准重合原则,应选孔A为精基准。
以A为精基准也可以方便地加工其他表面,与统一基准原则相一致。
故选孔A为统一精基准。
②粗基准——齿轮各表面均需加工,不存在保证加工面与不加工面相互位置关系的问题。
在加工孔A时,以外圆定位较为方便,且可以保证以孔A定位加工外圆时获得较均匀的余量,故选外圆表面为粗基准。
 升级会员
升级会员 