生产线工艺知识.docx
《生产线工艺知识.docx》由会员分享,可在线阅读,更多相关《生产线工艺知识.docx(12页珍藏版)》请在冰豆网上搜索。
生产线工艺知识
生产线工艺知识
1.画出镀锌线工艺流程图
2.画出彩涂线工艺流程图
彩涂线:
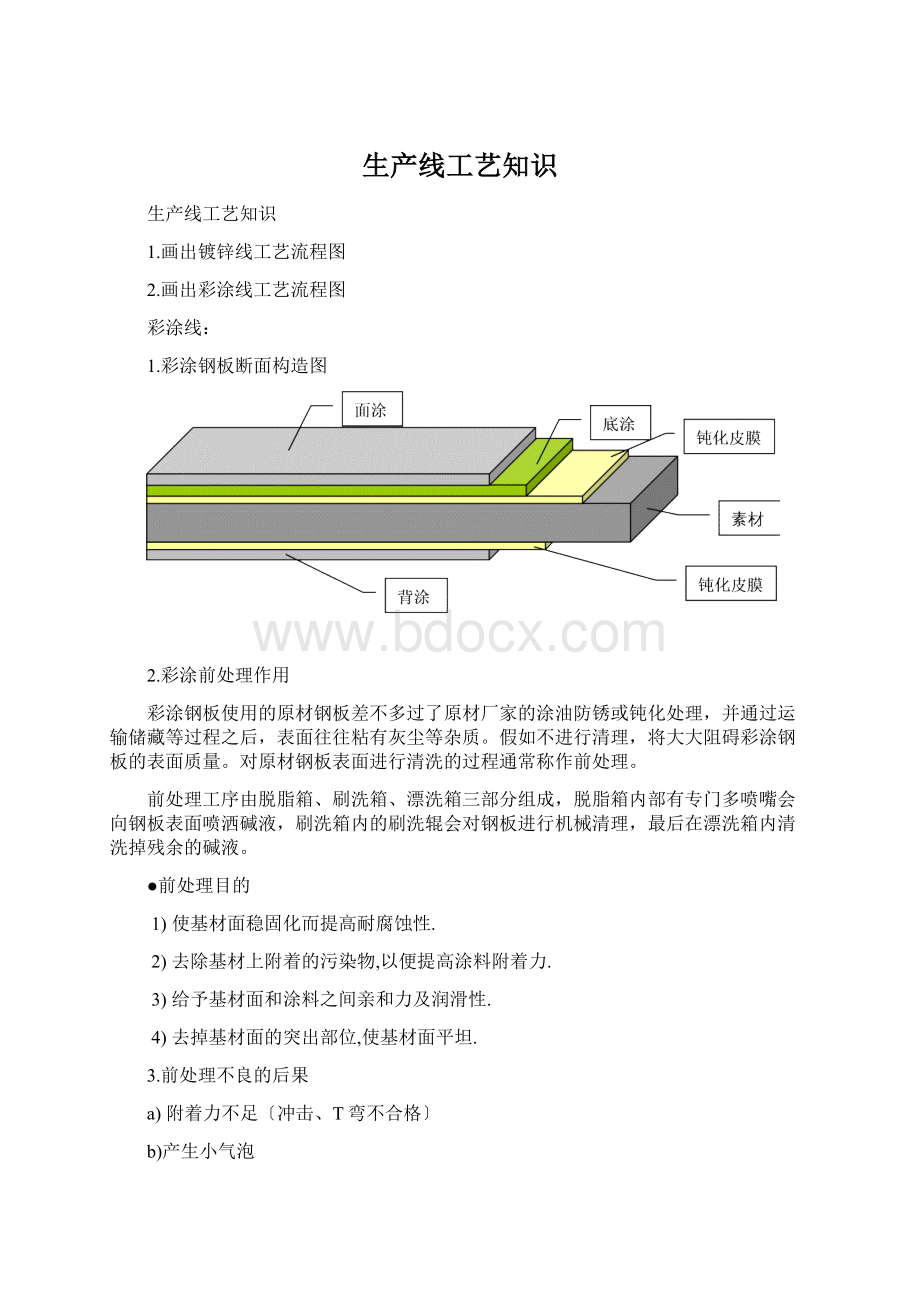
1.彩涂钢板断面构造图
2.彩涂前处理作用
彩涂钢板使用的原材钢板差不多过了原材厂家的涂油防锈或钝化处理,并通过运输储藏等过程之后,表面往往粘有灰尘等杂质。
假如不进行清理,将大大阻碍彩涂钢板的表面质量。
对原材钢板表面进行清洗的过程通常称作前处理。
前处理工序由脱脂箱、刷洗箱、漂洗箱三部分组成,脱脂箱内部有专门多喷嘴会向钢板表面喷洒碱液,刷洗箱内的刷洗辊会对钢板进行机械清理,最后在漂洗箱内清洗掉残余的碱液。
●前处理目的
1)使基材面稳固化而提高耐腐蚀性.
2)去除基材上附着的污染物,以便提高涂料附着力.
3)给予基材面和涂料之间亲和力及润滑性.
4)去掉基材面的突出部位,使基材面平坦.
3.前处理不良的后果
a)附着力不足〔冲击、T弯不合格〕
b)产生小气泡
c)光泽度不良
4.化学涂铺的目的
当用金属板作为原料时为了满足所要求的涂膜性能,要进行适当的表面处理是较重要的工艺过程。
化学处理表面的目的是
●提高金属表面与涂料间的附着力;
●使金属具有更好的防锈性;
●增强涂膜的耐久性;
●提高耐酸碱性等。
5.化学表面处理液的种类,要紧使用化学涂铺型铬酸盐。
6.用于卷料涂饰的辊涂机原理
构造〔参见图〕
7.顺涂方式:
8.逆涂方式:
9.阻碍涂装厚度的因素
〔1〕装置参数〔两辊涂装机时〕
○辊配置
○辊径
○辊表面形状及粗糙度
〔2〕涂料参数
○涂料的特性〔粘性,表面张力,润湿性等〕
○提料辊的浸渍深度
〔3〕操作参数
○辊周速比
○辊间压力
10.涂料组成
涂料系由
(1)树脂
(2)颜料(3)添加剂(4)溶剂等四种原料所组成。
11.烘干炉作用
烘干炉是涂装钢板生产线中是不可缺少的重要工艺中的一个,是为流体状态的涂料进行强制干燥的必须的装置
12.我公司的初烘炉和精烘炉都有几个区?
初烘炉3个区,精烘炉4个区
13.涂后冷却
涂后冷却系统〔水淬〕是涂层冷却爱护装置,有两个作用:
一是让钢带表面涂层硬化,防止与之后的众多辊面接触而受到损害。
二是要降温,钢带要冷却到50℃以下,否那么卷取后会显现粘连现象。
14.CPC、EPC是什么意思
CPC是中心位置操纵系统,是为了保证钢带在辊子中心运行的纠偏系统。
EPC是边部位置操纵系统,是为了保证在卷取时边部整齐的操纵系统。
15.MEK不合格的缘故
●油漆本身性能不合格
●炉温低
●炉内粉尘多
●涂膜不合适
●底漆没有涂上
●
16.T弯不合格产生的缘故
●前处理不良
●钝化不良
●油漆本身不良
●炉温太高
●底漆带水
17.气泡产生的缘故
●涂覆辊搅拌所引起的气泡转移到湿涂膜
●固化太快〔精烘炉一区温度过高〕
●粘度不良
●因底漆干燥不足引起面漆气泡
18.dent产生的缘故
●原材
●储存中
●辊面粘有异物
19.色差产生的缘故
●油漆搅拌不平均
●提料不良
●提料辊或涂覆辊占有细小异物
●冷却不平均
●漆盘内油漆流淌性不良
●板宽方向涂膜厚度不平均
●油漆批号或产家不同
20.如何判定dent在哪里产生
●原材:
大部分背漆漏涂
a)镀锌板占有锌渣,逐步减轻
b)镀锌辊直径*3.14
●储存中:
板的头部分,正面凹背面凸,间距可用原材直径*3.14,逐步减轻
●辊面粘有异物:
1.涂覆前:
正面凹背面凸,与涂覆后现象一样。
正面凸背面凹:
背漆可能漏涂。
2.涂覆后:
没有漏涂现象。
3.dent间距是彩涂线辊子直径*3.14.4.确认涂覆前依旧涂覆后:
在3#张力辊处观看。
21.为了判定dent,请记住彩涂线的辊子直径;
●张力辊∮640
●活套辊、转向辊、纠偏辊∮500
●挤干辊∮250
22.塌卷的缘故
●卷取张力小
●钢带表面带水
●钢带表面有粉状物大量存在
●储存中大卷压在小卷上或厚板压在薄板上
23.包装中外护板起折
●外护板太薄
●包装纸〔包括朔料布〕没有拉紧
●外护板没有拉紧
镀锌
1.镀锌前处理作用
前处理是镀锌线阻碍产品质量的第一道关键性的工序,他采纳物理、化学的方法去除钢带表面的大部分油脂、铁粉、灰尘等污染物,同时也能部分的去除铁锈等附着力较强的污染物
前处理工序由脱脂箱、刷洗箱、漂洗箱三部分组成,脱脂箱内部有专门多喷嘴会向钢板表面喷洒碱液,刷洗箱内的刷洗辊会对钢板进行机械清理,最后在漂洗箱内清洗掉残余的碱液。
1.脱脂不良的后果
●块状漏镀
●脱锌
●污染加热炉
●锌锅内铁含量增高以至于锌渣增多。
2.水洗的作用
水洗〔漂洗〕要紧是将钢板表面的脱脂剂和杂物去掉,清洁钢板表面。
假如水洗不行,同样会显现显现脱脂不良的后果。
3.什么缘故要勤换漂洗水?
当漂洗水使用时刻长时,水就被污染,不但不能起到清洁钢板的作用,还会将脱脂比较好的钢板表面污染。
〔就像用脏水去漂洗一件洁净的衣服一样,结果会如何样?
〕
4.挤干辊的作用
挤干辊确实是将钢板表面的水分〔脱脂剂〕尽量充分的挤干,防止将水〔脱脂剂〕带到下一道工序。
前处理最重要的挤干辊为:
脱脂和水洗箱之间的挤干辊、水洗箱最后两道挤干辊。
5.挤干成效不行的后果
●脱脂和水洗箱之间的挤干辊挤干成效不行,将会将脱脂剂带到水洗箱内,将水专门快污染,增加换水频次和阻碍漂洗成效
●水洗箱最后两道挤干辊假如挤干成效不行,表面有水迹,通过烘干和几道辊后,即使没有水,但表面还有水痕,多少都会带有脱脂剂,造成镀后D1,表面发白。
假如带水进入炉内,将阻碍炉内的露点,那将是贻害无穷。
6.加热炉的作用
简言之,一是将冷硬版退火,排除轧制时的加工硬化;二是达到热浸镀锌的要求温度。
7.什么是露点?
使含有一定浓度水蒸气的气体达到饱和,开始析出水时的温度就叫这种气体的露点。
露点越低,干燥程度越好。
用-XX℃表示。
8.加热炉内什么缘故通氮气?
氮气有一定的惰性,是一种爱护气,它会防止钢带在炉内被氧化
9.加热炉内什么缘故要通氢气?
还原作用,要紧有三点:
●与炉内的氧气反应,消耗炉内的氧气
●还原钢板表面的氧化铁
●将钢板表面还原成适合镀锌的海绵状纯铁
10.加热炉内的氢气氮气的比例
炉内氢气一样为15~30%,在保证质量情形下,尽量降低氢气的含量;其余为氮气
11.炉内氧含量的操纵
加热炉内的氧含量越低越好,由于受各种条件限制,不可能为零。
在导入辊处的氧含量不要大于100ppm。
12.炉内氧含量高的危害
●脱锌,T弯不合格,严峻时锌层用胶带可粘下来,甚至出锌锅后就剥离了。
●针孔状漏镀
问题:
与脱脂不良漏镀有什么区别?
13.锌锅内都有什么成分及作用
锌锅内要紧有用成分:
Zn〔锌〕、Al〔铝〕、Sb〔锑〕,有害成分:
Fe〔铁〕。
Al作用是:
①加铝会导致热镀锌板的合金层减薄和纯锌层加厚,②镀锌产品的耐硫酸铜腐蚀次数就减少了③能够排除底渣④减少钢板铁向锌锅扩散⑤增加锌的附着力。
Sb的作用:
要紧作用确实是增大锌花。
Fe的作用:
要紧是有害作用①形成锌渣②降低附着力③恶化镀层④增加锌液的粘度和表面张力
14.阻碍镀锌量的因素
●气刀高度
●气刀唇缝隙
●气刀角度
●气刀压力
●气刀嘴与钢带的距离
●锌液温度
●锌液成分
●生产线速度
15.镀后冷却和水淬的作用
镀后钢带要冷却:
●在冷却塔第一冷却辊时要降到280℃以下,防止锌层和转向辊发生粘连,阻碍表面质量
●在冷却塔第二转向辊时要降到110度以下
●在进水淬槽时要降到80度以下
●经水淬要冷却到40度以下
●通过热风干燥进入拉矫机时温度不能高于40度,否那么会产生锌层滑移,阻碍表面质量。
16.光整机的作用
●提高薄板的平直度和粗糙度。
;
●排除屈服平台
●改善材料机械性能
17.拉矫机的作用
●可获得良好的板形
●可获得良好的板形
●排除屈服平台、阻止滑移线的形成
18.钝化的作用
提高热镀锌板耐蚀性能。
但这种耐腐蚀性是有限的,专门是在潮湿、酸碱空气中储存时刻更短。
使用镀锌板不能进水,否那么在一周内就会生白锈。
19.黑锈和白锈
●黑锈是镀锌板和镀锌板摩擦碰撞产生的,多发生在钢卷的运输中
●白锈是镀锌板的钝化膜和氧化锌膜被破坏进水,或者是钝化不良产生的
20.B2、B5和P5及P5与F5的区别
●B2:
掘起痕:
是因为钢板出锌锅前有凸凹点,通过气刀吹扫后仍有部分锌液留在凹坑内,拉矫后产生的凸凹不平的点。
或者是因为气刀吹出的锌液飞溅粘到钢板上,经拉矫后产生的凸凹不平的点,你们所说的大锌渣。
●B5:
dent〔凸点〕:
是镀后在辊子上粘有异物硌出来的凸凹不平的点。
●P5:
锌渣附着:
锌锅内浮渣〔片状〕和底渣〔小颗粒〕附着。
你们所说的小锌粒。
●F5:
浮渣:
前处理脱脂液残留在钢带,显现斑痕或未镀上锌而显现表面不良,专门像浮渣。
21.气刀条痕:
气刀嘴赌塞或者是气刀嘴内有异物,造成气流变小,刮锌量不足产生的。
22.光整〔SPM〕不良:
●C2:
皱纹痕迹:
SPM不良,钢带边部有皱纹的模样显现
●C5:
折痕:
由于SPM不良钢板扭曲显现
●F3:
光整不足:
未光整上或者显现比实际压力小。
●V6:
SPM不良:
1.最初SPM时张力较小2.异物混入SPM辊表面损害
23.钝化不良:
●钝化不均或者部分没有钝化
●钝化没有挤干,表面发粘(储存时刻一长,就会生白锈,07年投诉30多吨)
●辊破旧
24.dent的查找判定方式
查找方法与彩涂线的第20题差不多相同。
镀锌线辊径:
●张力辊、转向辊、活套辊:
∮480
●拉矫机辊:
∮500
●钝化水淬辊:
∮200
●冷却塔转向辊:
∮800
部分简单的常用英文缩写(代号):
●B/R:
张力辊
●T/R:
卷取机
●POR:
开卷机
●T/L:
拉矫机
●SPM:
光整机
●S/R:
纠偏辊
●PMT:
板温
●FH:
冷硬版
●CR:
冷轧板
●PCM:
预涂钢板〔彩涂钢板〕
●MEK:
耐溶剂擦拭
●CCL:
彩涂生产线
●CGL:
热镀锌生产线
●EGL:
电镀锌生产线
●GI:
镀锌板
●GA:
合金化热镀锌板
●GB:
国标代号
●JIS:
日本标准代号
●ATSM;美国标准代号
●EN:
欧洲标准代号
CGL工艺布置图
CGL工艺布置图
入口段
中央段
-
100000000000000000
出口段
 升级会员
升级会员 