课题一 光滑圆柱形结合极限与配合的尺寸检测讲解.docx
《课题一 光滑圆柱形结合极限与配合的尺寸检测讲解.docx》由会员分享,可在线阅读,更多相关《课题一 光滑圆柱形结合极限与配合的尺寸检测讲解.docx(15页珍藏版)》请在冰豆网上搜索。
课题一光滑圆柱形结合极限与配合的尺寸检测讲解
课题一光滑圆柱形结合极限与配合的尺寸检测
任务一尺寸公差与检测
学习目标:
1.了解孔、轴的概念。
2.掌握公称尺寸、极限尺寸、极限偏差、尺寸公差的概念。
3.能进行公称尺寸、极限尺寸、极限偏差、尺寸公差之间的尺寸换算。
4.掌握公差带图的概念,能绘制公差带图。
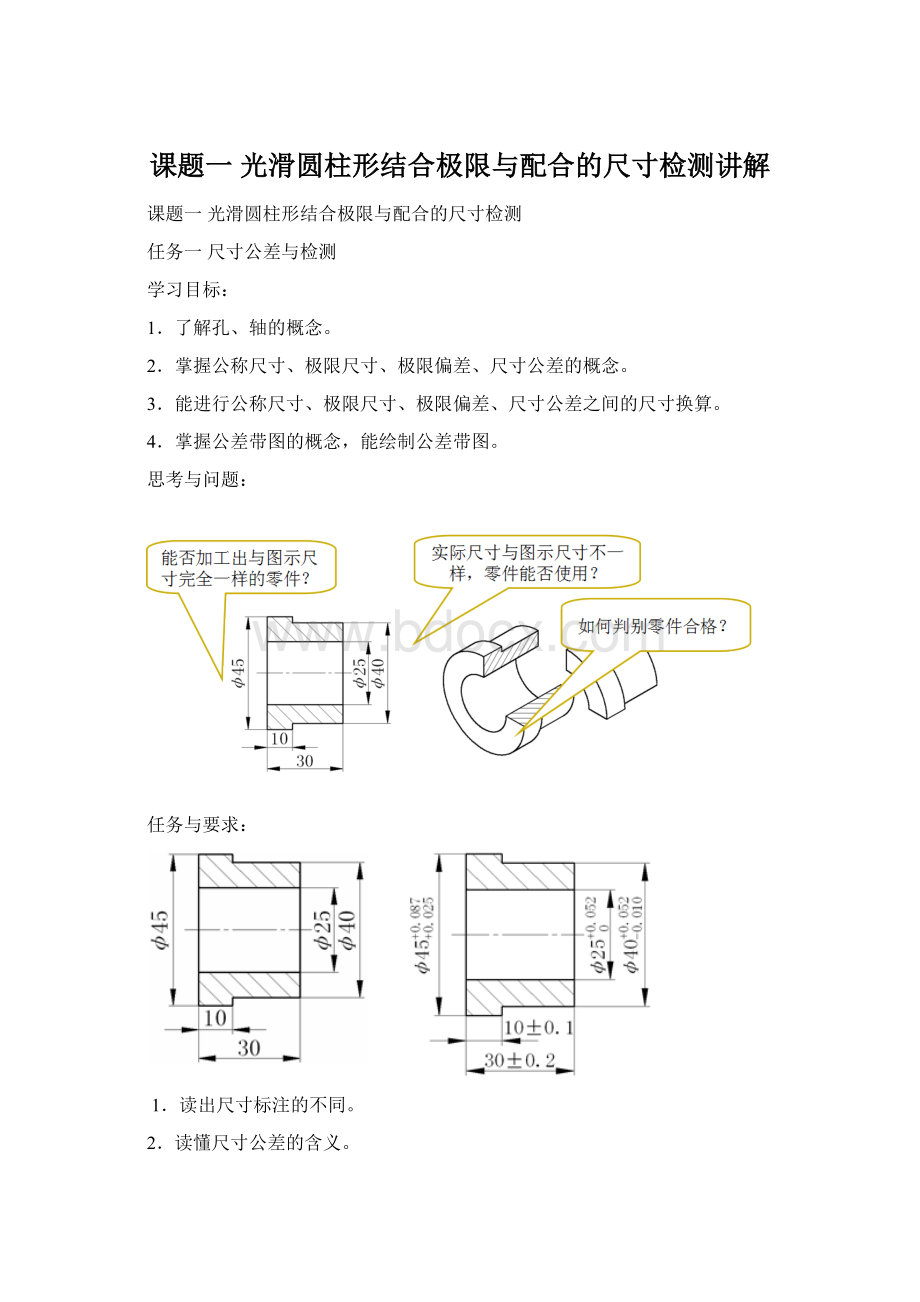
思考与问题:
任务与要求:
1.读出尺寸标注的不同。
2.读懂尺寸公差的含义。
3.计算各尺寸尺寸公差、上极限尺寸、下极限尺寸。
4.绘制图上公差带图。
一、认识孔和轴
孔——通常指工件各种形状的内表面,包括圆柱形内表面和其它由单一尺寸形成的非圆柱形包容面。
轴——通常指工件各种形状的外表面,包括圆柱形外表面和其它由单一尺寸形成的非圆柱形被包容面。
孔轴
形状复杂的判断方法:
从装配关系上看:
零件装配后形成包容与被包容的关系,凡包容面统称为孔,被包容面统称为轴。
从加工过程看:
在切削过程中尺寸由小变大的为孔,而尺寸由大变小的为轴。
二、认识尺寸的相关知识
1、尺寸
①定义用特定单位表示长度值的数字称为尺寸。
②内容尺寸指的是长度的值,由数字和特定单位两部分组成包括长度,宽度和中心距等。
2、基本尺寸(D,d)
①定义:
标准规定,设计时给定的尺寸称为基本尺寸。
孔的基本尺寸用“D”表示,轴的基本尺寸用“d”表示,后同。
②标准尺寸:
标准化了的尺寸称为标准尺寸。
适用于有互换性或系列化要求的主要尺寸。
图1-1车床主轴箱中间轴装配图和零件图
a)装配图b)中间轴零件图c)齿轮衬套零件图
作用:
减少定值刀具,量具,型材和零件尺寸的规格,(图1-1)
3、实际尺寸(Da,da)
定义通过测量获得的尺寸。
由于存在测量误差,实际尺寸并非尺寸的真值。
图1-2实际尺寸
实际尺寸包括零件毛坯的实际尺寸,零件加工过程中工序间的实际尺寸和零件制成后的实际尺寸。
4、极限尺寸
①定义允许尺寸变化的两个界限值,统称为极限尺寸。
最大极限尺寸:
一个孔或轴允许的最大尺寸称为最大极限尺寸(Dmax,dmax)。
最小极限尺寸:
一个孔或轴允许的最小尺寸称为最小极限尺寸(Dmin,dmin)。
a)b)
图1-3极限尺寸
图1-3所示:
D=φ30mmd=φ30mm
Dmax=φ30.021mmdmax=φ29.993mm
Dmin=φ30mmdmin=φ29.980mm
分析:
①基本尺寸和极限尺寸是设计时给定的。
②基本尺寸可以在极限尺寸确定的范围内,也可以在极限尺寸所确定的范围外。
即基本尺寸大于,等于,小于极限尺寸。
③尺寸合格条件
最小极限尺寸≤实际尺寸≤最大极限尺寸;
孔:
Dmin≤Da≤Dmax
轴:
dmin≤da≤dmax
三、认识公差与偏差的相关知识
1.尺寸偏差(简称偏差)
定义:
尺寸偏差是指某一尺寸减其基本尺寸所得的代数差。
注:
由于尺寸有极限尺寸,实际尺寸之分,因此偏差可分为极限偏差和实际偏差。
⑴极限偏差
定义极限尺寸减其基本尺寸所得的代数差称为极限偏差。
1上偏差:
最大极限尺寸减其基本尺寸所得的代数差,(ES,es),
ES=Dmax-D
es=dmax-d(1-1a)
②下偏差:
最小极限尺寸减其基本尺寸所得的代数差。
(EI,ei)。
EI=Dmin-D
ei=dmin-d(1-1b)
强调:
①偏差可以为正值、负值、零值。
②计算时应注意偏差的正,负符号,应一起代到计算式中运算
③上、下偏差在图纸上的标注为:
基本尺寸例φ30
并注意当偏差为零时必须在相应位置标注“0”,不能省略;当偏差数值相同,符号相反时,可简化标注,如φ30±0.01mm。
④偏差的五种类型:
a、上正下正;b、上负下负;c、上正下负;
d、上正下零;e、上零下负。
(2)实际偏差(Ea,ea)
定义:
实际尺寸减其基本尺寸所得的代数差称为实际偏差。
公式:
孔:
Ea=Da-D轴:
ea=da-d
零件合格条件:
孔:
EI≤Ea≤ES轴:
ei≤ea≤es
因此,合格零件的实际偏差应在上,下偏差之间。
(3)尺寸偏差计算举例
例1-1:
已知某孔基本尺寸为φ50mm,最大极限为φ50.048mm,最小极限尺寸为φ50.009mm(图1-5),试求上偏差、下偏差各为多少?
解:
ES=Dmax-D=50.048-50=+0.048mm
EI=Dmin-D=50.009-50=+0.009mm
例1-2设计一轴,其直径的基本尺寸为φ60mm,最大极限尺寸为φ60.018mm,最小极限尺寸为φ59.988mm(图1-6),求轴的上偏差、下偏差。
解:
es=dmax-d=60.018-60=+0.018mm
ei=dmin-d=59.988-60=-0.012mm
2、尺寸公差(T)
定义:
尺寸公差是最大极限尺寸减最小极限尺寸之差,可上偏差减下偏差之差。
Th——孔的公差,Ts——轴的公差。
(1)在数值上公差等于最大极限尺寸与最小极限尺寸之代数差的绝对值。
表达式为:
Th=│Dmax-dmin│=│ES-EI│
Ts=│dmax-dmin│=│es-ei│
强调:
①公差是用绝对值定义的,没有正、负含义,在公差值前面不能标“+”号或“-”号;
②公差不能取零值。
(2)尺寸公差计算举例
例1-3:
求孔φ20
的尺寸公差。
解:
由公式(1-2)可得孔的尺寸公差为:
Th=Dmax-dmin=20.104-20.020=0.084mm
或:
Th=ES-EI=0.104-0.020=0.054mm
例1-4:
求轴φ25
的公差(课本图1-8)
解:
Ts=│dmax-dmin│=│24.993-24.980│=0.013mm
或:
Ts=│es-ei│=│-0.007-(-0.020)│=0.013mm
例:
1—6:
计算孔Φ50
mm和轴Φ100
mm的公差,并指出其基本偏差。
解:
孔:
Th=ES-EI=-0.017-(-0.042)=0.025mm
轴:
Ts=es-ei=0-(-0.054)=0.054mm
孔的基本偏差为:
ES=-0.017
轴的基本偏差为:
es=0
3、零线、公差带与公差带图解
公差带图解:
在实际应用中一般不画出孔和轴的全形,只将轴向截面图中有关公差部分按规定画出,这种图称为极限与配合图解,也称公差带图解。
如图1-7。
(1).零线:
它是在公差配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线。
通常以零线表示基本尺寸,偏差由此零线算起,零线以上为正偏差,零线以下为负偏差。
零线画法
a:
通常将零线沿水平方向绘制,在其左端画出表示偏差大于的纵坐标轴并标上“0”和“+”“-”号,在其左下方画上单向箭头的尺寸线,并标上基本尺寸值。
b:
正偏差位与零线上方,负偏差位于零线下方,零偏差于零线重合。
(2).公差带:
它是由代表上、下偏差的二条直线所限定的一个区域。
公差带要素:
公差带的大小和公差带的位置。
公差带的大小指公差带沿垂直零线方向的宽度,由公差值的大小确定。
1-7孔轴极限尺寸、上下偏差和公差带图(a)、(b)
①一般在同一图中,孔和轴的公差带的剖面线的方向应该相反,且疏密程度不同。
②公差带包括了公差带大小与公差带位置两要素,大小由标准公差确定,位置由基本偏差确定。
③标准公差
标准极限与配合制中,所规定的任一公差。
见表1—3。
④基本偏差
在标准极限与配合制中,确定公差带相对零线位置的那个极限偏差。
标准规定:
一般以靠近零线的那个偏差作为基本偏差。
例1—7:
写出下列各尺寸的公差,基本偏差,并画出尺寸公差带图。
(1)孔:
Φ20
mm
(2)孔:
Φ40
mm
(3)孔:
Φ40
mm(4)轴:
Φ60
mm
(5)轴:
Φ60
mm
解:
(1)Th=ES-EI=0.033-0=0.033mm
基本偏差:
EI=0
(2)Th=ES-EI=0.025-0=0.025mm
基本偏差:
EI=0
(3)Th=ES-EI=0.033-0.017=0.016mm
基本偏差:
EI=+0.017
(4)Ts=es-ei=0-(-0.019)=0.019mm
基本偏差:
es=0
(5)Ts=es-ei=-0.021-(-0.051)=0.030mm
基本偏差:
es=-0.021mm
任务二标准公差与尺寸检测
学习目标:
1.掌握标准公差代号的组成。
2.掌握基本偏差的概念,能看懂基本偏差系列图。
3.能查阅基本偏差数值表和极限偏差表。
4.了解一般公差的概念,能查阅一般公差的极限偏差表。
5.了解一般、常用和优先公差带。
6.掌握国家标准关于尺寸公差标注的基本要求。
7.了解公差代号在图样上的标注形式。
思考与问题:
任务与要求:
1.识读图样上的公差代号。
2.求出φ45h7、φ25f7、φ10H8、16M8的上极限偏差和下极限偏差。
3.计算未注公差尺寸的尺寸公差。
一、认识标准公差
为实现互换性和满足各种使用要求,极限与配合国家标准对形成各种配合的公差带进行了标准化,形成标准公差和基本偏差两个系列,即公差带大小由标准公差确定,公差相对于零线的位置由基本偏差确定。
公差带大小和位置二者结合构成了不同的孔、轴公差带;而孔轴公差带之间不同的相互关系则形成了不同的配合。
标准公差——国家标准《极限与配合》中所规定的任一公差。
1.标准公差等级
公差等级——确定尺寸精确程度的等级。
国家标准设置了20个公差等级。
2.基本尺寸分段
从理论上讲,同一公差等级的标准公差数值也应随基本尺寸的增大而增大。
尺寸分段后,同一尺寸段内所有的基本尺寸,在相同公差等级的情况下,具有相同的公差值。
例如:
基本尺寸40mm和50mm都在大于30mm~50mm尺寸段,两尺寸的IT7数值均为0.025mm。
二、认识基本偏差
1.基本偏差及其代号
基本偏差——国家标准《极限与配合》中所规定的,用以确定公差带相对于零线位置的上偏差或下偏差。
基本偏差的代号:
用拉丁字母表示,大写字母表示孔的基本偏差,小写字母表示轴的基本偏差。
孔和轴的基本偏差代号
2.基本偏差系列图及其特征
(1)孔和轴同字母的基本偏差相对零线基本呈对称分布。
(2)在基本偏差数值表中将js划归为上偏差,将JS划归为下偏差。
(3)代号k、K和N随公差等级的不同而基本偏差数值有两种不同的情况(K、k可为正值或零值,N可为负值或零值),而代号M的基本偏差数值随公差等级不同则有三种不同的情况(正值、负值或零值)。
(4)代号j、J及P~ZC的基本偏差数值与公差等级有关。
1-8孔轴基本偏差系列图
三、认识公差带
1.公差带代号
孔、轴公差带代号由基本偏差代号与公差等级数字组成。
例如:
孔公差带代号H9、D9、B11、S7、T7
轴公差带代号h6、d8、k6、s6、u6
1-9轴的公差带代号
2.图样上标注尺寸公差的方法
●基本尺寸与公差带代号表示
●基本尺寸与极限偏差表示
●基本尺寸与公差带代号、极限偏差共同表示
(1)只标注公差带代号的方法:
只标注上、下偏差数值的方法:
公差带代号与偏差值共同标注的方法:
3.公差带系列
GB/T1801—1999规定了基本尺寸≤500mm的一般用途轴的公差带116个和孔的公差带105个,再从中选出常用轴的公差带59个和孔的公差带44个,并进一步挑选出孔和轴的优先用途公差带各13个,如图1-9(轴的一般、常用和优先公差带)和图1-10(孔的一般、常用和优先公差带)所示。
图中方框中的为常用公差带,圆圈中的为优先公差带。
选用时,以优先、常用、一般公差带为顺序。
1-10规定轴的一般、常用、优先公差带
1-11规定轴的一般、常用、优先公差带
四、孔、轴极限偏差数值的确定
1.基本偏差的数值
(1)基本偏差代号有大、小写之分,大写的查孔的基本偏差数值表,小写的查轴的基本偏差数值表。
(2)查基本尺寸时,对于处于基本尺寸段界限位置上的基本尺寸该属于哪个尺寸段,不要弄错。
(3)分清基本偏差是上偏差还是下偏差。
(4)代号j、k、J、K、M、N、P~ZC的基本偏差数值与公差等级有关,查表时应根据基本偏差代号和公差等级查表中相应的列。
2.另一极限偏差的确定
另一个极限偏差的数值,可由极限偏差和标准公差的关系式进行计算。
轴es=ei+IT或ei=es-IT
孔ES=EI+IT或EI=ES-IT
【例1-9】查表确定下列各尺寸标准公差和基本偏差,并计算另一极限偏差。
(1)φ8e7
(2)φ50D8(3)φ80R6
3.极限偏差表
查表:
由基本尺寸查行,由基本偏差代号和公差等级查列,行与列相交处的框格有上下两个偏差数值,上方的为上偏差,下方的为下偏差。
【例1-10】已知孔φ25H8与轴φ25f7相配合,查表确定孔和轴的极限偏差,并计算极限尺寸和公差,画出公差带图。
判定配合类型,并求配合的极限间隙或极限过盈及配合公差。
五、一般公差——线性尺寸的未注公差
1.线性尺寸的一般公差的概念
线性尺寸一般公差是在车间普通工艺条件下,机床设备一般加工能力可保证的公差。
在正常维护和操作情况下,它代表经济加工精度。
国标规定:
采用一般公差时,在图样上不单独注出公差,而是在图样上、技术文件或技术标准中作出总的说明
2.线性尺寸的一般公差标准
(1)适用范围:
既适合于金属切削加工的尺寸,也适用于一般冲压加工的尺寸,非金属材料和其它工艺方法加工的尺寸也可参照采用。
国标规定线性尺寸的一般公差适用于非配合尺寸。
(2)公差等级与数值:
f(精密级)、m(中等级)、c(粗糙级)和v(最粗级)。
1-12线性尺寸的一般公差标准
3.线性尺寸的一般公差的表示方法。
可在图样上、技术文件或技术标准中用线性尺寸的一般公差标准号和公差等级符号表示。
4、温度条件
《极限与配合》标准中明确规定:
尺寸的基准温度为20℃。
 升级会员
升级会员 