工业熔盐炉技术方案综述.docx
《工业熔盐炉技术方案综述.docx》由会员分享,可在线阅读,更多相关《工业熔盐炉技术方案综述.docx(15页珍藏版)》请在冰豆网上搜索。
工业熔盐炉技术方案综述
云南文山铝业有限公司
40万吨/年氧化铝工程熔盐炉设备
第一部分RYL-1000M型熔盐炉技术简介
刖言
根据云南文山铝业有限公司40万吨/年氧化铝工程项目中熔盐炉对物料加热的工艺要求,所设计的熔盐炉设备系统应满足在安全、可靠、稳定、高效运行的前提下,实现热媒系统供热温度的稳定性及可靠性。
为此,我们结合已有的成功范例,针对技术要求,分别就熔盐炉结构设计、供热工艺、燃烧室设计、控制方案及系统安全性进行阐述。
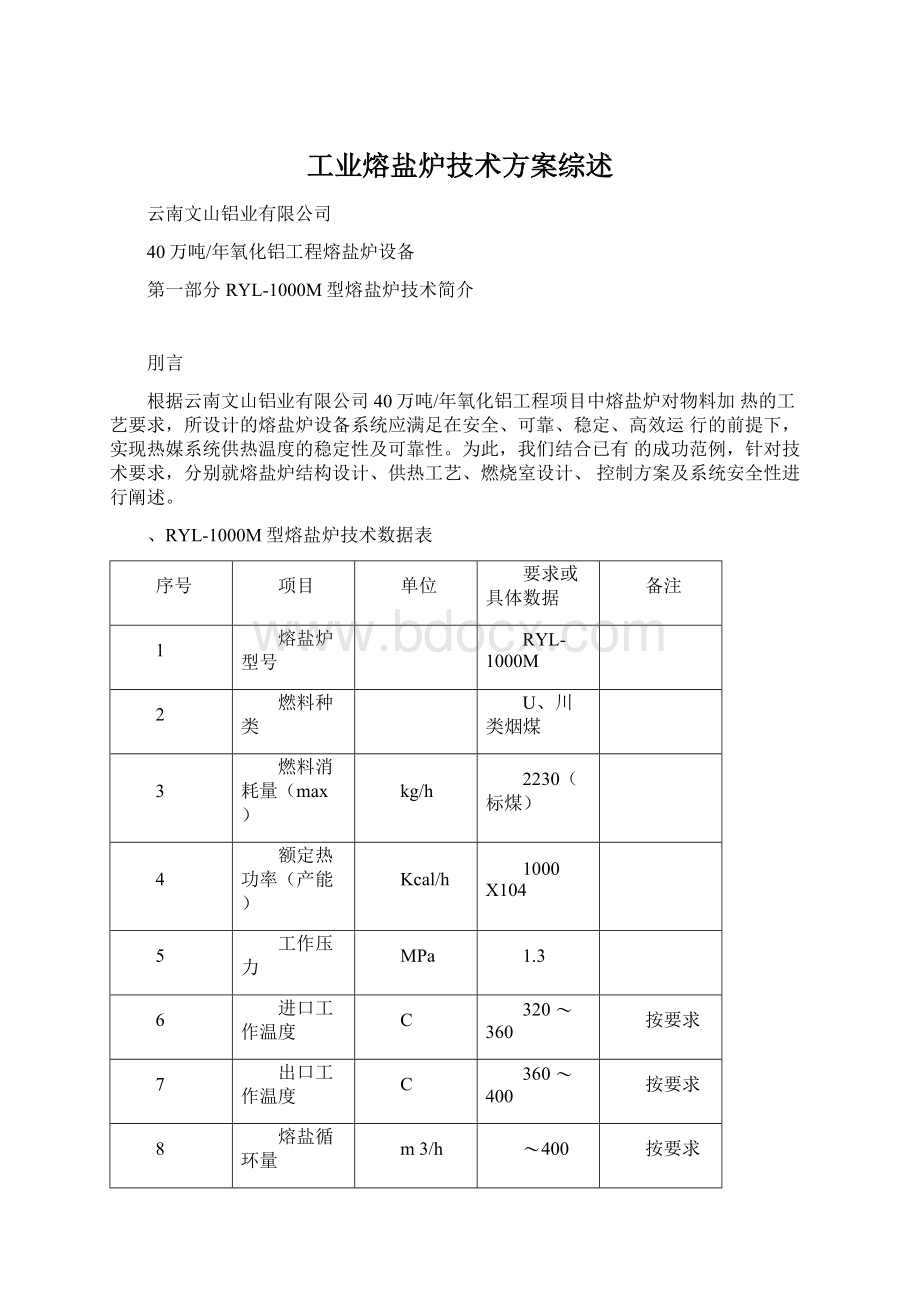
、RYL-1000M型熔盐炉技术数据表
序号
项目
单位
要求或具体数据
备注
1
熔盐炉型号
RYL-1000M
2
燃料种类
U、川类烟煤
3
燃料消耗量(max)
kg/h
2230(标煤)
4
额定热功率(产能)
Kcal/h
1000X104
5
工作压力
MPa
1.3
6
进口工作温度
C
320〜360
按要求
7
出口工作温度
C
360〜400
按要求
8
熔盐循环量
m3/h
〜400
按要求
9
炉内介质总容量
m3
21.8
10
炉排面积
m2
23.7
11
热效率
%
>70
系统热效率
%
>78
12
炉管材质
12Cr1MoVG
GB5310-95
13
助燃空气量
Nm3/h
〜25500
14
烟气总量
Nm3/h
〜27500
15
炉内烟气总阻力
mmH2O
〜80
16
加热炉本体排烟温度
C
w介质出口温度+80C
17
加热炉本体外壁温度
C
w环境温度+15C
局部除外
18
系统排烟温度
C
w180
19
炉内介质总阻力
MPa
w0.28
20
主机外形尺寸
mm
〜10320X4400X
©4080
21
配管连接口径
mm
15500DN300
22
主机总重量
kg
〜202500
23
配用电功率
kw
360/台X4
24
烟囱尺寸
①2400X50000
六台炉共用出口内径
25
节能器种类
余热锅炉、空气预热器
26
除尘装置及效率
双筒水膜除尘
除尘》95%
27
设计使用寿命
年
12年
三、执行标准
Q/320281ARZ01-2001
GB/T17410-1998
熔盐炉
有机热载体炉
有机热载体炉安全技术监察规程蒸汽锅炉安全技术监察规程
GB13271-2001
GB9222-88
GB5310-1995
GB3323-87
锅炉大气污染排放标准
水管锅炉受压元件强度计算
高压锅炉用无缝钢管
钢熔化焊对接接头射线照相和质量分级'
JB/T1610-93
锅炉集箱技术条件
JB/T1611-93
锅炉管子技术条件
JB/T4735-1997
钢制焊接常压容器
GBJ211-1987
工业炉砌筑工程施工及验收规范
GB150-1998
钢制压力容器
GB151-1999
钢制管壳式换热器
参照规范:
HG20541-1992
化学工业炉结构设计规定
HG20545-1992
化学工业炉受压兀件制造技术条件
HG/T20567-1994
热油炉技术条件
HG/T20525-1992
化学工业管式炉传热计算规定
HG/T20589-1996
化学工业炉受压元件强度计算规定
HG/T20648-1990
化学工业炉耐火、隔热材料设计选用规定
HG/T20682-1996
化学工业炉燃料燃烧设计计算规定
GB50058-92
爆炸和火灾危险环境电力装置设计规范
四、技术特点
1、RYL-1000M型熔盐炉技术特点
1.1热效率比同类产品高3〜5%,余热回收达1.2-1.5t/h(0.6MPa),每台全
年可节约运行成本约30-38万元。
1.2炉体采用多层炉管,结构独特,增大换热面积,降低炉管热强度。
管壁不易结渣、结灰,受热均匀,热效率高。
顶部出烟及集烟室的设置,使烟气流动更均匀,避免局部过热,延长加热炉使用寿命。
1.3炉壁采用优质轻型保温材料,增强保温性能,降低散热损失。
1.4电控柜采用人工智能控制及模拟屏显示,电控元器件及温控表选用进口或
国产名牌产品,使加热炉温度控制精确,运行安全可靠,操作直观,简易。
熔盐温度、烟气温度、余热回收、安全检测等信号可与DCS控制系统联接。
1.5工艺流程经二十多年的不断摸索和改进,其安装、调试、使用十分方便。
1.6采用耐火浇注料制作的整体节能烘,使燃料燃烧更充分。
1.7活芯大炉排片的应用,较普通炉排片的使用寿命延长3~5倍,且炉排片
更换不需要停炉,炉排漏煤损失小,燃烧更完善,从而提高燃煤利用率。
2、炉体
2.1炉体由三杰实业公司按Q/320281ARZ01-2001《熔盐炉》标准制造及验
收,炉用无缝钢管12CrMoVG(GB5310)具有材质化验单、质量检验报告及合格证明,管子的各项公差均符合国家有关标准,材料来厂后进行复检,合格后按规定统一标记,存放和领用。
2.2炉体采用立式多层螺旋盘管结构。
独特的结构设计,使传热更均匀,并增大换热面积,降低炉管热强度。
2.3较大的辐射室空间,有利于燃料的充分燃尽及灰份的沉降,减轻对流受热面的积灰,提高加热炉整体性能。
2.4集烟室的设置,使烟气流向更均匀、更顺畅,避免局部过热;炉壁采用优质保温材料,降低热损失,提高热效率。
2.5采用多次并联方式,炉体内介质流动阻力下降15%,可降低熔盐泵8~
12%的电力消耗。
3、炉膛及燃烧装置
3.1炉膛燃烧室由三杰实业公司自行设计制造,此次投标设备更是根据用户可
能使用低热值煤种特性,对炉膛进行针对性改造,加大炉排燃烧面积,并合理增大鼓、引风机风量,使燃烧更完善可靠。
其制造工艺和检测项目严格按Q/320281ARZ01-2001《熔盐炉》标准并结合钢结构相关标准执行。
制造全程均由本公司质检部门掌控,其质量稳定性远高于同行简单地外购蒸汽锅炉炉膛替代地做法。
3.2炉排采用无级调速,根据燃料组成及用热量的不同,调节炉排运转速度,确保燃料得到充分预热并正常燃烧,直至完全燃尽。
3.3炉排为活芯大块炉排片,材质为可锻铸铁,强度大、不易损坏,较普通炉排的使用寿命提高3〜5倍。
活芯大炉排片漏煤小,通风均匀,自清灰能力强,使整体热效率提高2〜3%。
大炉排片结构几乎没有起拱、断裂现象发生。
两侧主动炉排片采用带翅膀结构,减少炉排两侧漏风、漏煤、保护炉排片长销及侧密封块不被烧坏。
3.4采用强化燃烧技术,改造炉拱,提高炉膛温度,改善燃烧状况。
炉拱为整体浇铸节能拱,并且有防开裂措施。
以上技术的应用可提高熔盐炉效率3〜5%,经过实际运行证明,技术指
标均达到国内同类产品领先水平。
4、余热回收系统
余热回收系统由热管式余热锅炉及空气预热器组成,热管式余热锅炉是充
分回收利用余热而产生1.5T/h0.6Mpa的蒸汽,提高系统热效率,节能降耗;空气预热器是利用强化传热技术,为燃烧提供高温助燃空气,为燃料煤的及时着火和完全充分燃烧提供保证。
5、消烟除尘
烟气系统配置高效脱硫水膜除尘器,脱硫、除尘效率高,排出烟气符合GB13271-2001《锅炉大气污染排放标准》要求,烟尘排放浓度v200mg/m3,林格曼黑度v1度。
6、控制系统
根据行业惯例,氧化铝工程项目溶出用熔盐炉控制要求,一般是将熔盐炉进、出口温度、熔盐槽温度、热风温度及熔盐泵、鼓风机、引风机等运行信号输送给DCS系统。
整个熔盐炉操作系统可完成以下控制和DCS系统信号的输送。
本系统控制主要完成:
(1)对熔盐炉的动力部分完成强电控制、电流、电压显示;
(2)熔盐炉出口熔盐温度与燃烧系统及鼓、引风系统联锁控制
(3)熔盐炉出口熔盐温度的显示
(4)熔盐炉进口熔盐温度的显示
(5)熔盐炉空管预热温度的显示、控制及超温报警
(6)排出烟气温度监测
(7)熔盐炉系统起动联锁控制
(8)助燃空气温度控制及超温报警
(9)余热锅炉水位自动控制系统
(10)余热锅炉蒸汽温度和压力的显示
6.1操作方式
6.1.1熔盐泵:
启炉前,检测熔盐槽内的熔盐温度;同时检测空管温度;达到启动条件,才能进行熔盐泵的起动。
熔盐泵始终保持单机运行,运行时指示灯亮,工作电流由电流表监视;泵机出现故障时发出异常报警。
6.1.2鼓、引风机、炉排调速箱:
炉排采用无级调速控制;
先开引风机,再开鼓风机;先停鼓风机,再停引风机。
手动位置由开/停旋钮操作,运行时相应指示灯亮。
自动位置受出口温度控制。
6.2热能输送的调节
工艺温度控制的调整:
根据用热工艺要求的温度范围,确定要控制的设定值SP、超温上限报警值H。
出口温度表用来控制鼓风机、引风机、炉排启/停转换,并进行超温显示报警;进口温度表用来显示熔盐进炉温度。
升温过程:
当测量值PV低于设定值SP时,"OUT1"灯亮,表示鼓、引风机、炉排自动投入运行;当测量值PV高于设定值SP而低于上限报警值(SP+H)时,"OUT1H灯灭,鼓、引风机、炉排仍投入运行;当测量值PV高于上限报警值(SP+H)时,”ALM1"灯亮,鼓风机停止运行、引风机延时停止运行,炉排延时停止运行。
降温过程:
当测量值PV高于上限报警值(SP+H)时,”ALM1"灯亮,鼓、引风机、炉排停止运行;当测量值PV高于设定值SP而低于上限报警值(SP+H)时,"ALM1"灯灭,鼓、引风机、炉排仍停止运行;当测量值PV低于设定值SP时,"OUT1"灯亮,表示鼓、弓I风机、炉排自动投入运行。
为防止频繁启动,温度控制采用区间控制方式,以达到熔盐温度控制精度的要求。
6.3故障报警、安全联锁
熔盐炉出口温度超高:
当出口温度过高,系统声、光报警,同时鼓风机停止运行,延时停止引风机、炉排;
热风温度过高:
当热风温度过高时,系统声、光报警;
排烟温度超高:
当排烟温度过高时,系统声、光报警;空管温度过低:
当空管温度过低,红灯显示,禁止熔盐泵启动;当空管温度过高,系统声、光报警,同时迅速启动熔盐泵;
熔盐泵过载:
当循环泵发生过载现象时,系统声光报警,并禁止启动发生
故障的那台循环泵。
操作人员对相应的循环泵进行检修;
6.4进DCS信号
技术交流后确定
五、产品制造工艺说明及检测项目
1产品主要制造工艺说明
1.1炉本体由三杰实业公司按Q/320281ARZ01-2001《熔盐炉》标准制造及
验收,炉用无缝钢管12CrMoVG(GB5310)具有材质化验单、质量检验报告及合格证明,管子的各项公差均符合国家有关标准,材料来厂后进行复检,合格后按规定统一标记,存放和领用。
1.2炉膛燃烧室由三杰实业公司自行设计制造,此次投标设备更是根据其所用
低热值煤种特性,对炉膛进行针对性改造,加大炉排燃烧面积,并合理增大鼓、引风机风量。
使燃烧更完善可靠。
其制造工艺和检测项目严格按Q/320281ARZ01-2001《熔盐炉》标准并结合钢结构相关标准执行。
制
造全程均由本公司质检部门掌控,其质量稳定性远高于同行简单地外购蒸汽锅炉炉膛替代地做法。
1.3坡口、焊接、探伤:
合格钢管进行挑选,并按焊接工艺要求进行管口预处理成规定坡口形状,按工艺评定采用氩弧施焊,并按一定比例作射线探伤检测。
1.4弯制成型:
炉管在弯管机上弯制成形后再整形,确保盘管外形尺寸精度达到标准要求。
1.5盘管按焊接工艺要求和工艺评定施工和检测,并达到:
1)管子焊接前预热温度250C〜350C。
2)焊点表面应平整,表面加厚e<1+0.01b,最大3伽,煨制时焊缝局部需磨平到与管径一致;焊缝咬边e<0.5伽,且长度w焊缝全长10%;焊缝表面不得有裂纹、夹渣、气孔、熔合飞溅及未焊透现象。
3)焊缝按GB/T3323-1987进行射线探伤无损检测,确保达到设计要求。
4)盘管制作完成并水压及通球试验合格后,将盘管部件按JB/T1613-1993标准作整体退火热处理。
盘管部件退火热处理参数及工艺流程如下:
1.6消除应力热处理工艺要求:
盘管部件消除应力热处理的加热速度、保温时间及冷却速度应满足下列要求:
1)加热速度:
升温至300C后,加热速度不应超过220C/时。
2)保温时间:
在720C~750C间保温,保温时间不少于30分钟,不大于3小时。
3)冷却速度:
保温后的冷却速度不应超过275C/时,300C以下可自然冷却。
1.7消除应力热处理施工要求:
1)热处理应使用专用设备。
2)热处理应有专业人员操作完成
热处理应严格按照工艺参数、工艺流程进行。
保温
750
720
炉冷
300
一tmin
空冷
>30>120>30且<180>100
消除应力热处理参数及工艺流程附图
1.8盘管加工
1)炉管在弯管机上弯制成形后再在专用胎具上整形,确保盘管外形尺寸精度达到:
内、外盘管的垂直度偏差W±2.5mm/m;每圈盘管应紧贴;管子椭圆度W±1mmo
2)顶盘管的管子应同时煨制,弯曲角度应一致;每圈应紧贴,局部间隙应尽可能小;顶盘管上升角度应基本一致。
1.9试压:
盘管成型后,盘管零部件分别以2.6Mpa水压(管内)作液压试验,液压试验合格后用压缩空气以1倍工作压力进行整体气密性试验。
2通球试验:
炉管成型后,应按JB/T1613-1993规定进行通球试验。
3总装:
按图纸要求进行组装,并进行外壳体保温等施工。
4试压:
盘管成型后,各层炉管分别进行耐压试验,合格后放尽水份并封口。
5产品主要检测项目
5.1受压元件材料全部理化试验
5.2焊缝外观检验,焊缝探伤及焊工焊接记录
5.3受压元件耐压试验
5.4保温、耐火材料复验及施工质量检验
5.5外壳保温及油漆质量检验
六、主要的加工、检测设备
序号
设备名称
设备能力
数量
1
卷板机W11S-29-2500
WB11-200X200
最大板厚:
29伽,最大宽度:
2500伽
2台
2
压机
最大吨位:
800t
2台
3
吊车QD50QD32QD10
最大起吊能力:
50t
12台
4
弯管机W27Y-10卜133、
WA27Y-5T-89
最大弯管能力:
3-①133X6.3
4台
5
钻孔Z3050
最大钻孔能力:
①50mm
3台
6
铣边机XBJ-ll-9m
最大长度18m,厚度6〜50m
2台
7
交流弧焊机BX3-500
500A
18台
8
埋弧自动焊机XZ9-1000R
MZ-500
500A
1000A
3台
9
氩弧焊机WA-315
AT-300P
10台
10
二氧化碳气体保护焊机
KR-500SXL-500
最大电流500A
2台
11
直流焊机AX5-500、
EX5-400BGS-400-S
最大电流500A
6台
12
空气等离子切割机KLG-100
2台
KLG-60
13
仿形气割机CG2-15013
按割枪大小决定气割板厚度
5台
14
剪板机QC12Y-29<2500
QC12Y-6X2500
最大剪板厚度29mm、宽度2500伽
2台
15
自动滚轮架
50t、20t、5t
5台
16
除湿机CF2.5DCF6
每小时最大除湿里6kg
2台
17
烘箱ZMTO-6002ZYHC-60
最大0-600C
2台
18
叉车CDC-30
3〜10t
3台
19
液压万能式试验机WE-600A
最大能力:
60t
1
20
冲击试验机JB-300B
冲击能量0〜300J
1
21
硬度试验机HR-150A
HBHRC
1
22
超声测厚仪器DC-1000B
测量范围:
0.8〜200.0m
1
23
电脑碳流分析仪RXHV-4E
测量范围:
C(W0.050%〜6.000%
S(W0.005%〜0.300%
1
24
射线探伤机QXX-2005
最大厚度29m
4
25
射线探伤机QXX-2505
最大厚度39m
3
26
超声探伤仪CTS-22A
探伤范围:
10〜5000m(钢纵波)
2
27
水压试验设备4DSY-63/16
最大10MPa
3
28
螺杆压缩机BLT60A-6/10
1
云南文山铝业有限公司
40万吨/年氧化铝工程熔盐炉设备
第二部分
6台RYL-1000M熔盐炉供货范围
序号
设备名称
型号规格
单位
数量
包装形式
制造单位
备注
、主
E机部分
1
炉体
SJRY-1000M-1
台
6
裸装
三木实业
八、、JUL.
2
链条炉燃烧室
SJM-1000L-2
台
6
裸装
三木实业
八、、JUL.
二、燃烧系统辅机设备
3
炉排调速箱
GL-20P
台
6
裸装
溧阳传动机械
4
提升式上煤机
SMT-20
台
6
裸装
三杰实业
5
出渣机
SGB-20
台
6
裸装
三杰实业
6
鼓风机
G4-73-10D(右0°)
台
6
箱装
常动风机
鼓风机电机
Y250M-4/55KW
7
引风机
GY20-15(右0°)
台
6
箱装
常动风机
引风机电机
Y315S-4/110KW
8
空气预热器
KYQ-160m2
台
6
裸装
三杰实业
9
余热锅炉
1.5T/h0.6MPa
台
6
裸装
江阴尚时
10
文丘里除尘器
20T(双筒)
台
6
裸装
福建连江防腐
选购设备
11
耐火砖
块
600X6
裸装
三杰实业
12
矶土水泥
Kg
200X6
袋装
13
耐火浇铸料
Kg
600X6
袋装
三、熔盐系统设备
14
熔盐泵(
400RY-80
3
400m/h,80m,280KW
)台
8
裸装
桂林水泵
六用二备选购设备
15
熔盐槽
150m3
台
3
裸装
现场制造
选购设备
四、电气设备
16
电气控制柜
DKM-1000RY
套
6
箱装
三木实业
八、、JUL.
五、控制仪表部分
套
6
箱装
三木实业
八、、LL-
用途
名称
型号及规格
数量
备注
17
进口温度测量
热电阻
WZP-430L=1500〜500C
1X6
法兰
18
出口温度测量
热电阻
WZP-430L=1500〜500C
1X6
法兰
19
热风温度测量
热电阻
WZP-230L=1500〜300C
1X6
20
炉排烟温度
热电偶
WRN-230L=3000〜600C
1X6
21
余热炉出口
烟气温度
热电偶
WRN-230L=3000〜600C
1X6
22
空预器排烟温度:
热电阻
WZP-230L=1500〜300C
1X6
23
空管温度测量
热电偶
WRPTL=5000〜1000C
2X6
法兰
24
进口、出口温度显示
双金属温度计
WSS501L=1500〜500C
2X6
25
温度计接口
M272
2X6
26
热电阻/热电偶接口
M272/法兰
6X6
27
余热锅炉液位显示
液位计
2X6
28
余热锅炉压力显示
压力表
2X6
供货周期:
合同生效后150天(或按买方要求)
三杰实业有限公司
2006年6月12日
云南文山铝业有限公司
40万吨/年氧化铝工程熔盐炉设备
第三部分设计方案图
1、RY—1000M-WG0型熔盐炉总图
2、RYL-1000M-WG0熔盐炉工艺流程图
3、6台RYL-1000M-WG0熔盐炉布置图
 升级会员
升级会员 