超重钢柱铰轴旋转法吊装工法.docx
《超重钢柱铰轴旋转法吊装工法.docx》由会员分享,可在线阅读,更多相关《超重钢柱铰轴旋转法吊装工法.docx(12页珍藏版)》请在冰豆网上搜索。
超重钢柱铰轴旋转法吊装工法
超重钢柱铰轴旋转法吊装工法
1冃U言
钢柱销轴旋转体系中国建筑*局(集团)有限公司和中建一局钢结构工程有限公司申请的国家
实用新型专利项目,该销轴旋转体系已应用到我公司高层钢结构超重钢柱施工当中。
采用铰轴旋转体系在超重钢柱不分段的情况下进行吊装,取得了很好的社会效益和经济效益。
本工法详细介绍此项施工工艺。
2工法特点
2.0.1利用转动铰耳,单机或多机抬吊并且沿铰耳旋转进行吊装超重钢柱。
2.0.2减少了大型吊装设备、人工投入,降低了施工成本,尤其对于高层建筑的钢结构施工更能节省资源。
3适用范围
建筑钢结构工程中局部超重钢柱的吊装。
构件超重范围应W1.4倍单机在吊装位置处的吊重
(1.2倍多机抬吊在吊装位置处的吊重和)。
4工艺原理
利用刚体受力特点及铰轴旋转原理,用起重机械将钢柱底部与转动的钢销轴连接并旋转以达
到钢柱竖立的目的。
5施工工艺流程及操作要点
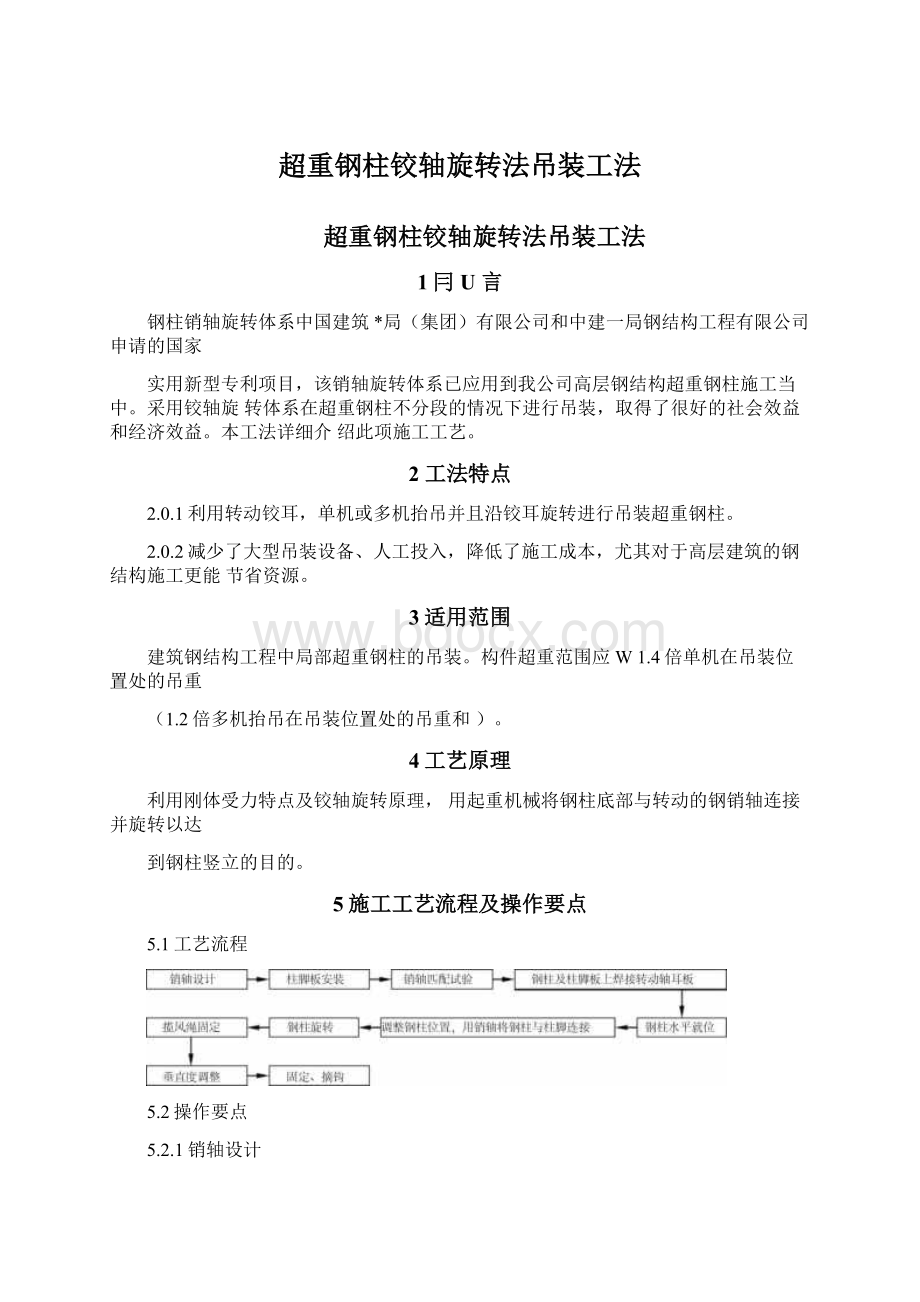
5.1工艺流程
5.2操作要点
5.2.1销轴设计
对转动销轴应进行受力计算,防止钢柱吊装时将轴压坏、顶坏。
5.2.2销轴匹配试验(1:
1模拟试验)
本销轴旋转的原理见图5.2.2-1。
进行钻孔及焊接转动轴连接板之前必须要对钢柱及柱脚板
进行1:
1放样,进行模型试验。
防止在转动过程中出现意外。
在匹配实验完成后,将耳板拆除,
按原尺寸再焊接到钢柱及柱脚上。
见图5.2.2-2。
匹配试验在柱脚板就位后进行。
首先制作一段全截面尺寸钢柱,将柱身上的销轴耳板与其焊接牢固。
在柱脚板上放样划线后,安装柱脚板上销轴耳板。
柱脚板上的耳板采用临时套板,将耳板与一块钢板(厚度20mm)焊接成一体,在用高强螺栓将其固定在柱脚板上。
将模拟柱身与柱脚用销轴连接,进行转动,确认转动灵活后,记录各项尺寸数据,保留柱脚上的耳板,将模拟柱身拆除。
见图5.2.2-3。
用高强螺栓将柱脚连接耳板系统固定在柱脚上
模拟全截面尺寸的短钢柱
图522-3柱脚耳板实际装配图
销轴及耳板
图522-2模拟装配图
5.2.3钢柱及柱脚板上焊接转动轴耳板
采用焊接牛腿的方式,在柱身牛腿上焊接销轴耳板,耳板与挑出的牛腿板均为20mm厚
Q345B钢板制作,耳板与牛腿采用坡口熔透焊接,连接板的尺寸要满足孔边距》1.5d(d为销轴
孔直径)。
同时钻制钢柱与柱脚板的定位角钢孔。
焊接完成后,核对耳板与钢柱外表面的各项尺
寸,与试验记录的尺寸须对应吻合后方可进行下一步的操作。
见图5.2.3-1
图5.2.3-1耳板焊接图
524钢柱水平就位
在销轴耳板焊接完成后,在电脑上进行1:
1放样后双机抬吊将钢柱斜面放置在钢柱柱脚位置
上,柱脚与已安装完成的柱脚板相邻放置,保证下一步销轴的顺利穿入,柱头放置在特制的钢架
上。
见图5.2.4-1。
图5.2.4-1钢柱水平就位图
5.2.5调整钢柱位置将钢柱与柱脚连接
慢慢调整柱脚,将柱脚上的连接板和柱脚板上的销轴连接板用销轴固定(销轴孔比销轴大
5mm,塔吊松钩改为吊装柱头一侧。
见图5.2.5-1。
图5.2.5-1钢销固定图
5.2.6钢柱旋转
用塔吊连接钢柱的吊耳,钢柱沿柱脚销轴中心向上进行慢慢起升旋转,在钢柱旋转轴一侧两
个方向下部固定千斤顶临时顶撑防止钢柱倾覆,在钢柱上部采用与楼面固定焊接牢固的脚手架体
系将钢柱临时卡紧,起到安全防护的作用防止钢柱倾覆引起塔吊伤害事故。
见图526-1。
在此两侧均采用32t千斤顶临时顶撑
图5.2.6-1销轴旋转图
5.2.7钢柱垂直就位、揽风绳固定、垂直度调整
塔吊慢慢升钩伸臂,此时在塔吊及钢柱覆盖范围内拉设警戒线并由专人拉设揽风绳,将钢柱
慢慢旋转到位后,对中中心线慢慢落钩,用固定角铁将钢柱柱脚固定牢固,拉紧缆风绳调整钢柱
的垂直度,塔吊慢慢松钩,吊装就位完成。
见图5.2.7-1。
图5.2.7-1钢柱就位图
6材料和设备
6.1起重机械
表6.1.0-1
塔吊起重性能
工作半径(m)
5
13
15
19
25
31
35
40
41.3
42.5
43
45.7
47.5
49.4
起重量(t)
6.2辅助机械设备及材料
表6.2.0-1
序号
名称
规格
个数
用途
1
直流电焊机
YD-630HH3
2
2
氧气、乙炔
1
切割
3
砂轮切割机
①400
2
切割小钢材用
4
高强磁力钻床
MAG832
1
钻补孔用
5
角磨机
GWS8④125C
2
安装修补
6
孔磨机
GGS27L
1
安装修补
7
手拉导链
10吨*3、
2
安装用
8
钢制销轴
50吨
2
安装用
9
钢丝绳
14”、16”
若干
揽风绳用
10
安全绳
镀锌8”
11
防坠器
L-15m
1
12
钢板
20--40
制造耳板及支撑架
13
千斤顶
32t
2
7质量控制
GB50205—2001中的
7.1质量控制依据
钢结构工程施工质量验收应在施工单位自检的基础上,按照国家规范
规定并结合俄罗斯当地钢结构施工验收规范进行验收,如果规范要求不同时执行当地标准。
7.2基础定位偏差控制
建筑物定位轴线、基础上柱的定位轴线和标高、地脚螺栓允许偏差(mm表7.2.0-1
钢构件安装标高允许偏差(mm表7.3.0-1
项目
允许偏差
图例
检查方法
同一层柱的各柱顶高
差
10.0
用水准仪检查
3
"I1-!
j
7.4其他质量控制
7.4.1钢构件由于运输,堆放和吊装等造成的钢构件变形及涂层脱落,应进行矫正和修补。
检查方法:
观察检查或用拉线,钢尺检查,检查钢构件出厂合格证。
7.4.2建筑物的轴线,基础标高,地脚螺栓,应符合设计要求和国家现行有关标准规定。
检查数量:
全数检查。
检查方法:
检查复测记录。
合格:
钢柱等主要构件中心线和标高基准点等标记齐全。
743钢构件的标记
检查数量:
按应有标记的钢构件数量进行全数检查。
检查方法:
观察检查。
744钢构件的外观质量
合格:
表面干净,构件表面无焊疤,泥沙等污垢。
检查数量:
按每类钢构件数量进行全数检查。
检查方法:
观察检查。
8安全措施
8.1安全生产措施
8.1.1做好“临边”的防护
8.1.2佩戴好个人防护装备
8.1.3操作平台的搭设
本工程安装时,须搭设脚手架操作平台。
为保证操作人员在上下钢柱时的人身安全,每根钢柱安装时都配备防坠器。
人员上下时,将安全带挂在防坠器的挂钩上,避免发生坠落事故。
安全挂钩与工具防坠链:
将全部自动工具,轻型电工工具加设不同形式的防坠链和挂钩,防止工具坠落伤人事故。
8.1.4吊装安全措施
1.结构吊装人员进入施工现场,要戴好安全帽,系好帽带,穿好工作服、工作鞋。
高空作业
(1.3米以上)系好安全带。
专业人员佩带专职标志。
信号工的对讲机要随身携带。
2.信号工在吊构件前要和吊车司机统一指挥信号,避免发生错误操作。
3.构件起吊旋转时,任何人不得站在吊物下方及大臂旋转范围内。
4.构件起吊旋转时,要确认构件绑扎平衡牢固后,方可起吊起升,并在合理位置绑扎溜绳。
5.当确认构件找正,放稳,做好临时固定,稳定后,方可摘钩。
6.人员上梯摘钩时,要系好防坠器,手中不得持有任何物体上下爬梯。
7.高空作业,上下传递工具应用绳索绑好递送,严禁抛撒。
8.在高空区域(1.3米以上),任何零散构件及物品、工具,均不得放在建筑边缘,应挂好或放在工具箱内。
9环保措施
9.1材料节约控制管理
9.1.1钢材的节约管理
1.建立完善的材料管理系统,加强对材料的管理,避免人为造成对钢材的浪费。
2.采用成熟的施工工艺,并且在施工准备阶段就注意设置节约钢材措施。
3.焊接材料的节约管理。
9.2绿色施工管理
9.2.1焊接工艺的绿色特性
本工程中采用的二氧化碳气体保护电弧焊焊接工艺,使用无污染的二氧化碳作为保护气体,并且使用实心焊丝,在焊接过程中不产生污染物,可谓是绿施工焊接工艺。
9.2.2降噪和预防光污染
钢结构施工将产生一些噪音和污染光源,为了有效地降低这些污染源所造成的辐射型污染,施工过程将采用一系列的技术保证措施以达到绿色施工的目的。
1.施工过程中可能产生碰撞,易发出噪声的部位使用木方绑扎。
2.焊接造成污染光源,所有焊接施工将全部在可扩散方向的封闭环境中操作。
3.建立文明施工管理体系的绿色施工管理部分,有专人负责有针对性地对噪音和光污染进行
管理。
9.2.3废弃物管理
施工现场设立专门的废弃物临时贮存场地,废弃物应分类存放,对有可能造成二次污染的废弃物,必须单独贮存、设置安全防范措施且有醒目标识。
钢结构的施工垃圾例如:
铁屑、焊渣、铁块、包装物、压型钢板切割废料等的清运,分类堆
放在专用垃圾道堆场,运输时采用容器或袋装吊运,严禁随意凌空抛撒,应及时清运,送到政府批准的单位或场所进行处理、消纳。
10效益分析
俄罗斯联邦大厦超重钢柱共为3根,计划工期为1.5天,使用两台内爬式变臂塔吊进行吊装,
缩短了工期并解决了其他施工方法难于安装的问题,取得了良好的经济效益和社会效益。
铰轴旋转法吊装与采用大型机械吊装方法对比表表10.0.0-1
对比项目
采用大型机械吊装
铰轴旋转吊装工法
节约费用(时间)
备注
吊装效率
1小时/根
2.5小时/根
采用大型机械吊装效
内爬塔进行施工
率快
总工期
15.5天(含大型起重机械安拆
1天
14.5天
采用大型起重机
时间)
械要重新安拆
经济效益
吊装机械费约5000元
吊装机械费用约10000元
进出场费用500000元
总费用约为10000元
节省费用近495000元
总费用约为505000元
以上测试
机械进岀场费基本不受工期影响
数据
11应用实例
本工程为施工地点
本工法在俄罗斯联邦大厦32~36转换层钢结构超重钢柱施工中进行应用,
莫斯科三环开发区19号地,32~36转换层开工日期为20XX年10月10日,竣工日期为20XX年12月1日,结构形式为钢筋混凝土结构加钢桁架结构,总重2650吨。
本工程超重钢柱为3根,
共重80t,单根最重为28t,计划工期1.5天,实际工期1天,比计划节省费用495000元,目前超重钢柱已全部吊装完成,为俄罗斯联邦大厦工程转换层钢结构顺利完工奠定了基础。
图11.0.0-1铰轴旋转工法吊装钢柱
图11.0.0-2安装完成的转换层钢桁架
图11.0.0-3
俄罗斯联邦大厦效果图
 升级会员
升级会员 