空调压缩机毕业设计.docx
《空调压缩机毕业设计.docx》由会员分享,可在线阅读,更多相关《空调压缩机毕业设计.docx(25页珍藏版)》请在冰豆网上搜索。
空调压缩机毕业设计
第1章空调压缩机简介
1.1空调压缩机简介
空调压缩机是空调系统的核心部件。
随着人们对生活舒适性的要求越来越高,各种新式空调系统不断出现,这也推动了空调压缩机制造技术的不断进步。
从目前空调压缩机的发展趋势来看,结构紧凑、高效节能以及微振低噪等特点是空调压缩机制造技术不断追求的目标。
1.1.1空调压缩机功能
空调压缩机的功能是借助外力(例如发动机动力)维持制冷剂在制冷系统内的循环,吸入来自蒸发器的低温、低压的制冷剂蒸气,压缩制冷剂蒸气使其温度和压力升高,并将制冷剂蒸气送往冷凝器,在热量吸收和释放的过程中,就实现了热交换。
简单的说,空调压缩机相当于一个冷热源的交换工具。
1.1.2空调压缩机种类
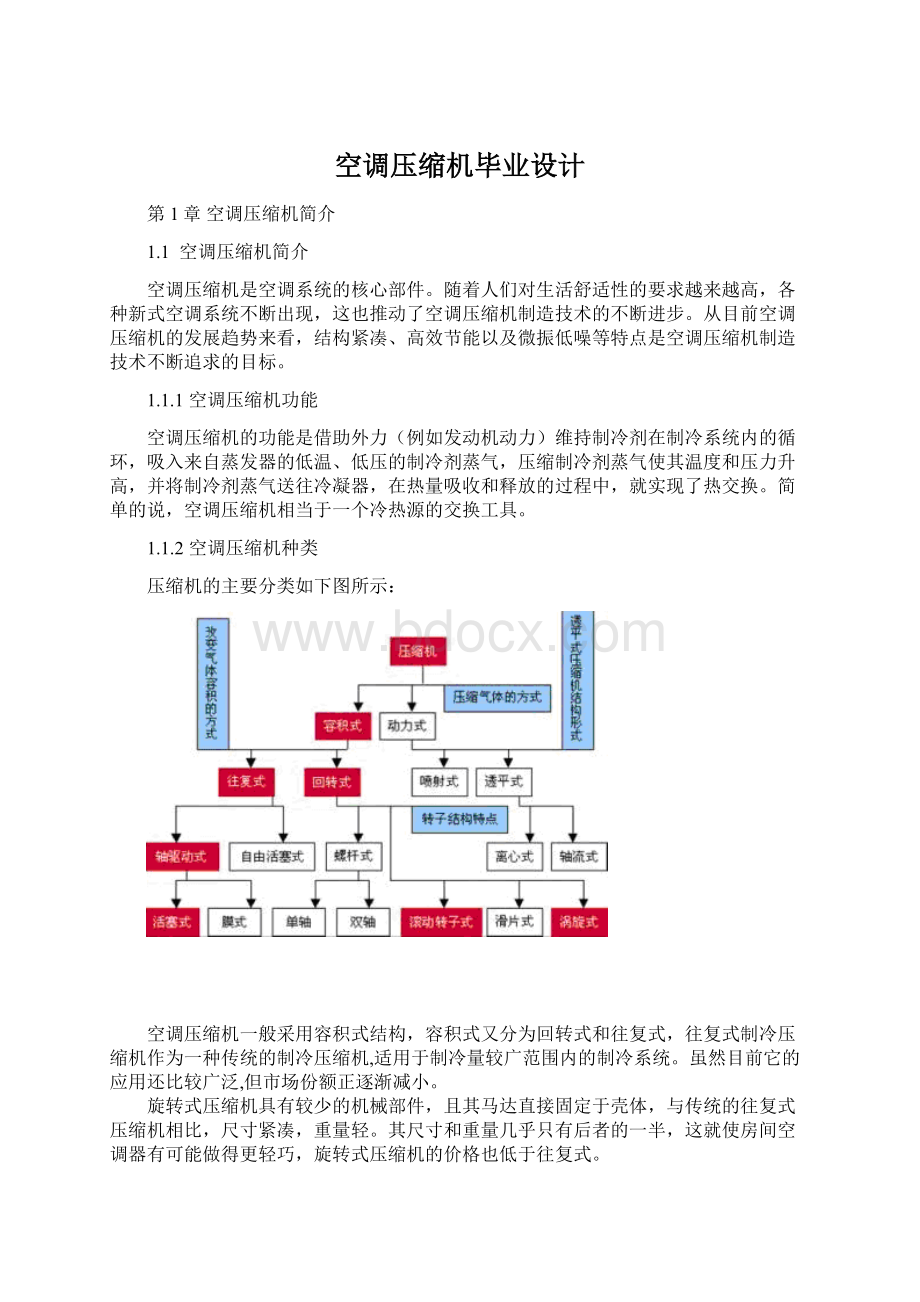
压缩机的主要分类如下图所示:
空调压缩机一般采用容积式结构,容积式又分为回转式和往复式,往复式制冷压缩机作为一种传统的制冷压缩机,适用于制冷量较广范围内的制冷系统。
虽然目前它的应用还比较广泛,但市场份额正逐渐减小。
旋转式压缩机具有较少的机械部件,且其马达直接固定于壳体,与传统的往复式压缩机相比,尺寸紧凑,重量轻。
其尺寸和重量几乎只有后者的一半,这就使房间空调器有可能做得更轻巧,旋转式压缩机的价格也低于往复式。
1.2滚动转子式压缩机结构及工作过程
滚动转子式压缩机是一种容积型回转式压缩机,气缸工作容积的变化,是依靠一个偏心装置的圆筒形转子在气缸内的滚动来实现的。
1.2.1滚动转子式压缩机的结构及特点
目前,生产和使用中的滚动转子式压缩机基本上可分为中等容量的开启式压缩机和小容量的全封闭式压缩机,其中,大中型滚动转子式压缩机适用于冷库,小型滚动转子式压缩机多用于冰箱和家用空调器中。
下面主要介绍小容量的全封闭滚动转子式压缩机的结构和特点。
1)滚动转子式压缩机的结构:
目前广泛使用的滚动转子式压缩机主要是小型全封闭式,通常有卧式和立式两种,如(图a和图b)所示,前者多用于冰箱,后者在空调器中常见。
1)滚动转子式压缩机的特点:
滚动转子式压缩机与往复活塞式相比,具有下列特点:
①零部件少,结构简单
②易损零件少,运行可靠
③没有吸气阀片,余隙容积小,输气系数较高
④在相同的冷量情况下,压缩机体积小、重量轻、运转平衡
⑤加工精度要求较高
⑥密封线较长,密封性能较差,泄漏损失较大
1.2.2滚动转子式压缩机的工作原理及过程
滚动转子式压缩机主要由汽缸、转子、滑片、偏心轴、和汽缸端盖等部件组成,
其工作原理及过程如下图所示:
由上述的工作过程可以看出:
转子回转一周,将完成上一工作循环的压缩和排气过程及下一工作循环的吸气过程;由于不设进汽阀,吸气开始的时机和汽缸上吸气孔口位置有严格的对应关系,不随工况的变化而变动;由于设置了排汽阀,压缩终了的时机将随排气管中压力的变化而变动。
第2章上盖零件的设计
借助电子计算机对压缩机工作过程的性能仿真,主要部件结构如轴承、滑片、滚动转子、排气阀等结构的特性分析,以及噪声和振动的仿真。
可对压缩机的经济性和可靠性、噪声和振动进行预测,对满足各种要求的滚动转子式压缩机进行优化设计。
2.1上盖零件的功能:
如下图所示:
上盖与下盖用来支承压缩机主轴的旋转运动,同时还安装有排气阀组件。
上盖、下盖端面与汽缸连接形成密闭压缩腔,并与转子及滑片的端面形成运动副;其内孔与偏心轴的长、短轴径形成压缩机运转的主、辅轴承,并与偏心轴的长、短轴形成运动副。
2.2上盖零件的结构设计:
上、下盖在压缩机中起到静压轴
承的作用,作用在滚动转子上的气体力
及滑片作用在转子上法向力通过滚动转
子传递到偏心轴上,再加上偏心轴本身
的旋转惯性力F,作用在偏心轴上的粘
性摩擦力矩有:
偏心轴与滚动转子间的
力矩Mc;偏心轴与上、下盖轴承间的
力矩Mj,一般计算时,都认为偏心轴
以角速度做匀速转动,
于是旋转惯性力F为F=meeω2
(1)
式中me—————偏心轮的质量(kg)
Mj=
(2)
式中rm-------------轴承的半径(m)lm-------------轴承的长度(m)
cm-------------轴承的间隙(m)
利用上式求出作用在偏心轴上所有力的合力即为上下盖轴承的载荷。
在压缩机主轴一转内,轴承载荷变化较大,因此其偏心率也变化很大,在某些转角,其油膜厚度很小,轴承润滑状态除流体动压润滑外,还会出现混合润滑和边界润滑。
这就要求上下盖不但要有足够的强度和刚性,而且还要有高的尺寸精度和形位精度,以及较低的表面粗糙度。
考虑到润滑,上下盖内表面上设有螺旋油槽,有利于完全润滑。
2.2.1外形结构设计
1)外圆尺寸的确定:
上盖外圆与筒体焊接,将整个机芯固定在筒体上,保证压缩机的平稳运转,采用三点焊接结构将机芯牢固的固定在筒体上,焊接上盖避免了焊接汽缸带来的汽缸易变形的缺陷,从振动和噪声方面入手,保证压缩机与机壳的连接。
考虑到焊接强度,外圆需有一定的高度和厚度,通常以经验数据方式确定外径的尺寸及精度。
2)高度及内孔尺寸的确定:
根据上盖所承受的载荷,依据公式
(1)、
(2)计算出内孔直径及上盖高度尺寸;在满足轴承载荷的前提下,上盖高度还需考虑与装配在偏心轴上的电机转子的轴向间隙。
根据本次设计机型的具体结构上盖高度设计为50mm;内径尺寸为φ20。
3)减轻孔及连接孔部分设计:
为了减轻上盖自重,在保证强度的前提下设计一些减轻孔。
减轻孔在径向分布需避开焊接部位,保证上盖足够的支撑强度。
连接孔主要考虑连接强度及确定上盖排气孔与气缸吸、排气腔的角向位置。
2.2.2排气腔部分的设计:
压缩机的排气孔设计在上盖上,排气口的角向位置的设计要考虑对吸气回流、余隙容积和吸、排气封闭容积的影响,一般设在滑片两侧35度的转角范围;排气阀座一般设计为圆弧形凹槽,减少与排气阀片的接触面积,且要有高的平面度和低的粗糙度,以保证气密性。
为了气体流动顺畅,排气槽一侧一般设计成斜面。
2.2.3与其它零件配合尺寸的设计:
为了使机器平稳可靠地运转,机芯零件间有相对运动的表面必须有一定的间隙,但间隙过大必然导致内部泄露,间隙过小又会导致卡死、噪音大等故障。
由于配合表面之间不能安装任何密封材料,全靠精加工后金属件自身和摩擦面上保持有8-25μm的油膜来润滑和密封,因此要有非常高的加工精度
1)内孔尺寸精度的设计:
内孔主要与偏心轴配合,内孔尺寸与偏心轴长轴直径相等,两者间隙的计算如下:
根据轴承间隙计算公式:
σ=C*d
C=0.8**10
v=πdn/60
g---双面间隙(单位:
m)d---轴径(单位:
m)
v---外径、轴孔相对滑动速度(单位:
m/sec)
n---轴的转速(单位:
rpm)C--------间隙系数
对于该机型:
d=20mm=0.02mn=2800rpm
因此:
v=3.14*0.02*2800/60
=2.93
C=0.8**10=0.8**10=0.0010
σ=0.0010*0.02=2.6*10m=20um
根据以上的计算实际使用经验,选用配合间隙为18-24um.
配合间隙公差为6μm,孔径公差按一半取值为3μm,考虑到孔加工的工艺性及经济性,将孔的公差选为IT5---9μm,在加工中采用分3组加工,每组3μm,同组配套保证配合间隙18-24μm,同时为保证润滑性及密封性,内孔表面粗糙度不大于Ra0.2,形状和位置公差小于5μm。
2)端面尺寸精度的设计:
上下盖端面与汽缸端面紧密切合,形成密闭的腔体,同时保证汽缸与滑片及转子的高度有一定的高度差,使滑片及转子在密闭腔体的灵活运动,所以上盖端面必须要有高的平面度和低的表面粗糙度;一般平面度不大于4μm,表面粗糙度不大于Ra0.32,考虑到承受气体的压力、惯性力等,端面必须要有相当的厚度,一般设计为9-12。
2.3上盖零件的材料:
上盖零件一般选用粉末冶金材料或铸铁材料,具体采用哪种材料要根据压缩机的类型具体分析。
2.3.1粉末冶金材料:
粉末冶金材料又称烧结结构材料。
能承受拉伸、压缩、扭曲等载荷,通过在材料孔隙中浸润滑油或在材料成分中加减摩剂或固体润滑剂,材料表面间的摩擦系数小,在有限润滑油条件下,使用寿命长、可靠性高;在干摩擦条件下,依靠自身或表层含有的润滑剂,即具有自润滑效果。
广泛用于制造轴承、支承衬套或作端面密封等。
但由于材料内部有残余孔隙存在,其延展性和冲击值比化学成分相同的铸锻件低,从而使其应用范围受限。
2.3.2铸铁材料:
铸铁的抗拉强度、塑性和韧性要比碳钢低。
虽然铸铁的机械性能不如钢,但由于石墨的存在,却赋予铸铁许多为钢所不及的性能。
如良好的耐磨性、高消振性、低缺口敏感性以及优良的切削加工性能。
此外,铸铁的碳含量高,其成分接近于共晶成分,因此铸铁的熔点低,约为1200℃左右,铁水流动性好,由于石墨结晶时体积膨胀,所以传送收缩率小,其铸造性能优于钢,因而通常采用铸造方法制成铸件使用,故称之为铸铁。
其中灰口铸铁中的碳主要以片状石墨的形式存在,断口呈灰色。
灰口铸铁具有良好的铸造性能和切削加工性能,且价格低廉,制造方便,因而应用比较广泛。
2.3.3上盖材料的确定:
从上盖零件需要的良好的润滑性及耐磨性相比较,粉末冶金与铸铁材料均能满足要求,但由于本设计上盖外形尺寸较大,结构复杂,还需承担整个机芯的固定任务,对材料的强度及焊接性要求较高,从材料的强度及焊接性考虑,铸铁材料优于粉末冶金材料,所以上盖零件的材料选用铸铁材料HT250。
2.4上盖毛坯设计:
由于上盖零件为法兰类零件,工作中要承受较大的交变载荷,工件的材料为铸铁HT250,生产类型为大批量生产,零件的长径比比较大,因此,从以上各个方面考虑,应采用铸造毛坯。
毛坯的形状和尺寸主要由零件组成表面的形状、结构、尺寸及加工余量等因素确定的,并尽量与零件相接近,以达到减少机械加工的劳动量,力求达到少或无切削加工。
但是,由于现有毛坯制造技术及成本的限制,以及产品零件的加工精度和表面质量要求愈来愈来高,所以,毛坯的某些表面仍需留有一定的加工余量,以便通过机械加工达到零件的技术要求。
通过以上对上盖的结构尺寸及各表面的精度分析,设计上盖零件的零件图及毛图。
具体结构见下图
第3章工艺路线的确定
3.1上盖零件图分析:
零件图是制订零件工艺的主要依据,对零件图进行工艺分析,了解零件的功用及工作位置,分析技术要求,以便更好的掌握构造特点和工艺关键。
3.1.1、零件的功用及结构分析
上盖零件的主要作用是压缩机旋转的支撑轴承,受到的轴承载荷变化较大。
上盖零件属于盘类零件,主要由最大外圆、一个内孔和平面组成。
其中轴向设计基准为端面S,径向设计基准为φ20孔的轴线C,两基准之间有位置精度要求,内孔的精度要求最高,可用于做定位基准。
根据各个面之间的形状及尺寸可知要用到普通铣床、数控铣床、立式加工中心等设备。
工件材料铸铁HT250,具有较高的综合力学性能(即强度、硬度、塑性、韧性有良好的配合);结构工艺性较好,设计合理。
3.1.2分析零件的各项精度
1)配合表面
图3-1所示,零件主要配合表面为φ20的内孔及设计基准端面S,φ20的内孔的尺寸公差只有0.009mm,圆度、圆柱度也只有0.003mm,粗超度要求Ra0.32;而且为了保证配合间隙的要求,在加工时还需要分为三个组别进行加工,每组公差0.003mm,这样可以使配合精度更高,压缩机在转动时更加平稳、噪音更小;同时也更好的防止了压缩时气体的泄露,提高了整个压缩机的效率。
由于主要配合表面,精度要求相对比较高,而且零件的精度、材料的加工性等都会在主要表面的加工中反映出来,主要配合表面的加工质量,对零件工作的可靠性与工作寿命有很大的影响。
因此上,对主要配合表面的加工方法选择如下:
零件的设计基
 升级会员
升级会员 