454 常见夹紧机构.docx
《454 常见夹紧机构.docx》由会员分享,可在线阅读,更多相关《454 常见夹紧机构.docx(10页珍藏版)》请在冰豆网上搜索。
454常见夹紧机构
4.5.4常见夹紧机构
夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
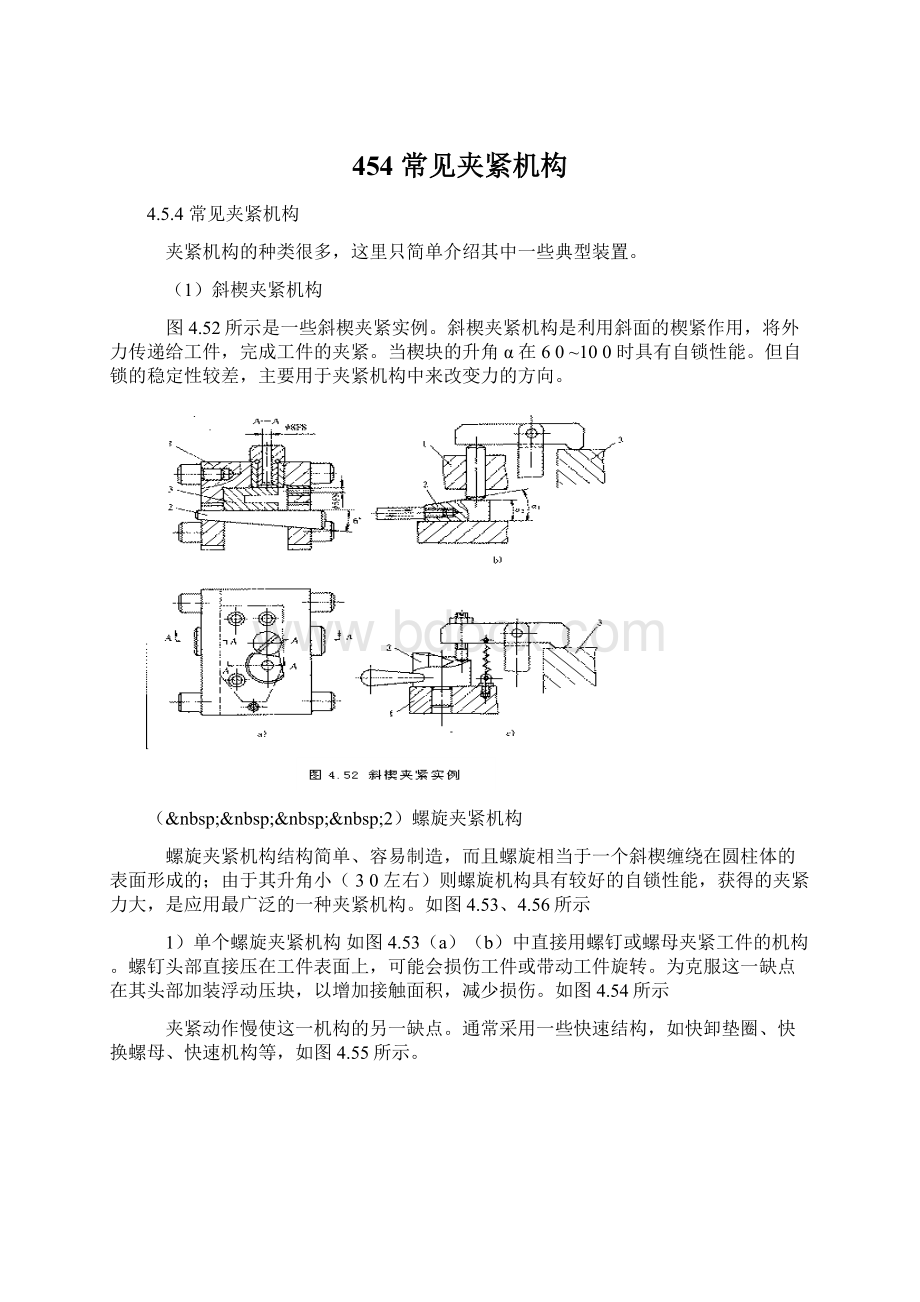
(1)斜楔夹紧机构
图4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α在60~100时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构
螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小(30左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图4.53、4.56所示
1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示
夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构
它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构
是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
①平行式多件联动夹紧机构如图4.61所示,若采用刚性压板夹紧,则因一批工件的外圆直径尺寸的不一致,将导致个别工件夹不紧的现象。
在(b)图中增加了浮动装置,既可以同时夹紧工件,又方便操作。
在理论上平行式夹紧各工件受到的夹紧力相等,即
②连续式多件联动夹紧机构如图4.62是多个工件同时铣槽的夹具。
这种方式,由于工件的夹紧力是依次传递的,可能造成工件在夹紧方向的位置误差很大。
因此,只适用于加工在夹紧方向上没有加工要求的工件。
另外,在设计联动夹紧机构时,应注意应设置浮动环节;同时夹紧的工件不宜太多;结构的刚度要好,力求简单、紧凑。
4.6专用夹具设计方法
前面我们分析了工件的装夹机构,本节重点讨论设计夹具的基本步骤、夹具总装图上尺寸、公差配合和技术要求的标注以及夹具结构工艺性问题。
4.6.1设计步骤与方法
(1)研究原始资料明确设计任务
为明确设计任务,首先应分析研究工件的结构特点、材料、生产类型和本工序加工的技术要求以及前后工序的联系;然后了解加工所用设备、辅助工具中与设计夹具有关的技术性能和规格;了解工具车间的技术水平等。
(2)确定夹具的结构方案,绘制结构草图
拟定夹具的结构方案时,主要解决如下问题:
1)根据六点定则确定工件的定位方式,并设计相应的定位装置;
2)确定刀具的对刀或引导方法,并设计对刀装置或引导元件;
3)确定工件的夹紧方式和夹紧装置;
4)确定其它元件或装置的结构型式,如定位键,分度装置等;
5)考虑各种装置、元件的布局,确定夹具体和总体结构。
(3)绘制夹具总装图
夹具总装图应遵循国家标准绘制,图形比例尽量取1:
1。
夹具总装图必须能够清楚地表示出夹具的工作原理和构造,以及各种装置或元件之间的位置关系和装配关系。
主视图应选取操作者的实际工作位置。
绘制总装图的顺序是:
先用双点划线绘出工件的主要部分及轮廓外形,并显示出加工余量;工件视为透明体,尽量清楚表明夹具的定位原理及各元件间的位置关系。
然后按照工件的形状及位置依次绘出定位、导向、夹紧及其它元件或装置的具体结构;最后绘制夹具体。
夹具总装图上应标出夹具名称、零件编号,填写零件明细表、标题栏等。
(4)绘制夹具零件图
夹具中的非标准零件都必须绘制零件图。
在确定这些零件的尺寸、公差或技术要求时,应注意使其满足夹具总装图的要求。
4.6.2夹具有关尺寸标注和技术要求的制订
在夹具总装图上标注尺寸和技术要求的目的是为了方便绘制零件图、装配和检验。
应有选择地标注以下内容。
(1)夹具的尺寸要求标注
1)夹具的外形轮廓尺寸;
2)与夹具定位元件、引导元件以及夹具安装基面有关的配合尺寸、位置尺寸及公差;
3)夹具定位元件与工件的配合尺寸;
4)夹具引导元件与刀具的配合尺寸;
5)夹具与机床的联结尺寸及配合尺寸;
6)其它主要配合尺寸;
(2)夹具的有关形状、位置精度要求标注
1)定位元件间的位置精度要求;
2)定位元件与夹具安装面之间的相互位置精度要求;
3)定位元件与对刀引导元件之间的相互位置精度要求;
4)引导元件之间的相互位置精度要求;
5)定位元件或引导元件对夹具找正基面的位置精度要求;
6)与保证夹具装配精度有关的或与检验方法有关的特殊的技术要求。
(3)夹具的有关尺寸公差和形位公差标注
夹具的有关尺寸公差和形位公差通常取工件上相应公差的1/5~1/2。
当工序尺寸公差是未注公差时,夹具上的尺寸公差取为±0.1mm(或±10ˊ),或根据具体情况确定;当加工表面未提出位置精度要求时,夹具上相应的公差一般不超过(0.002~0.005)。
在具体选用时,要结合生产类型、工件的加工精度等因素综合考虑。
对于生产批量较大、夹具结构较复杂,而加工精度要求又较高的情况,夹具公差值可取得小些。
这样,虽然夹具制造较困难,成本较高,但可以延长夹具的寿命,并可靠保证工件的加工精度,因此是经济合理的;对于批量不大的生产,则在保证加工精度的前提下,可使夹具的公差取得大些,以便于制造。
设计时可查阅《机床夹具设计手册》作参考。
另外,为便于保证工件的加工精度,在确定夹具的距离尺寸时,基本尺寸应为工件相应尺寸的平均值。
极限偏差一般应采用双向对称分布。
(4)与工件的加工精度要求无直接联系的夹具尺寸公差
与工件的加工精度要求无直接联系的夹具尺寸公差,如定位元件与夹具体、导向元件与衬套、镗套与镗杆的配合等,一般可根据元件在夹具中的功用凭经验或根据公差配合国家标准来确定。
设计时,还可参阅《机床夹具设计手册》等资料。
4.6.3机床夹具的精度分析
进行加工精度分析可以帮助我们了解所设计的夹具在加工过程中产生误差的原因,以便探索控制各项误差的途径,为制定验证、修改夹具技术要求提供依据。
用夹具装夹工件进行机械加工时,工艺系统中影响工件加工精度的因素有:
定位误差△D、夹紧误差△J、夹具在机床上的安装误差△A和加工过程中其它因素引起的加工误差△G。
上述各项误差均导致刀具相对工件的位置不准确,而形成总的加工误差∑△。
以上各项误差应满足公式
∑△=△D+△A+△J+△G≤δ[工件的工序尺寸公差(或位置公差)]。
此式称误差计算不等试,各代号代表各误差在被加工表面工序尺寸方向上的最大值。
4.6.4夹具设计示例
图4.63所示是小连杆的铣槽工序图。
生产类型是中批生产,设计铣槽夹具。
以此例说明机床夹具设计的具体方法和步骤。
(1)明确设计的要求,进行工件加工工艺分析
工序要求铣两端面八个槽,槽宽10+0.2mm,槽深3.2+0.4mm,槽的位置为槽中心线与两孔轴线连线成450±30′,表面粗糙度Ra=3.2
定位基准如图4.63所示,采用三面刃盘铣刀在卧式铣床上加工,槽宽由铣刀保证,槽深和角度由夹具保证。
(2)确定夹具的结构方案
1)定位基准的选择分析此例中,工件槽深3.2+0.4mm的要求,选定的定位基准最好与工序基准重合,即应选定平面为定位基准。
但这样使夹具结构复杂,因此选相对的另一端[平面为定位基准,又造成基准不重合误差;比较知道两端面间的尺寸公差0.1mm,不会引起槽深公差0.4mm超差,故选择相对的平面为定位基准。
在对450±30′角度的保证方面,以两孔为定位基准,与两销配合做到基准重合,定位准确。
2)分度装置的设计根据生产类型及夹具结构简单综合考虑,采用图4.64的分度方案,虽然操作费时,但结构简单还是可行的。
(1)明确设计的要求,进行工件加工工艺分析
工序要求铣两端面八个槽,槽宽10+0.2mm,槽深3.2+0.4mm,槽的位置为槽中心线与两孔轴线连线成450±30′,表面粗糙度Ra=3.2
定位基准如图4.63所示,采用三面刃盘铣刀在卧式铣床上加工,槽宽由铣刀保证,槽深和角度由夹具保证。
(2)确定夹具的结构方案
1)定位基准的选择分析此例中,工件槽深3.2+0.4mm的要求,选定的定位基准最好与工序基准重合,即应选定平面为定位基准。
但这样使夹具结构复杂,因此选相对的另一端[平面为定位基准,又造成基准不重合误差;比较知道两端面间的尺寸公差0.1mm,不会引起槽深公差0.4mm超差,故选择相对的平面为定位基准。
在对450±30′角度的保证方面,以两孔为定位基准,与两销配合做到基准重合,定位准确。
2)分度装置的设计根据生产类型及夹具结构简单综合考虑,采用图4.64的分度方案,虽然操作费时,但结构简单还是可行的
 升级会员
升级会员 