转炉电气故障指南汇总资料.docx
《转炉电气故障指南汇总资料.docx》由会员分享,可在线阅读,更多相关《转炉电气故障指南汇总资料.docx(152页珍藏版)》请在冰豆网上搜索。
转炉电气故障指南汇总资料
一、变频器常见故障
1、西门子70系列变频器
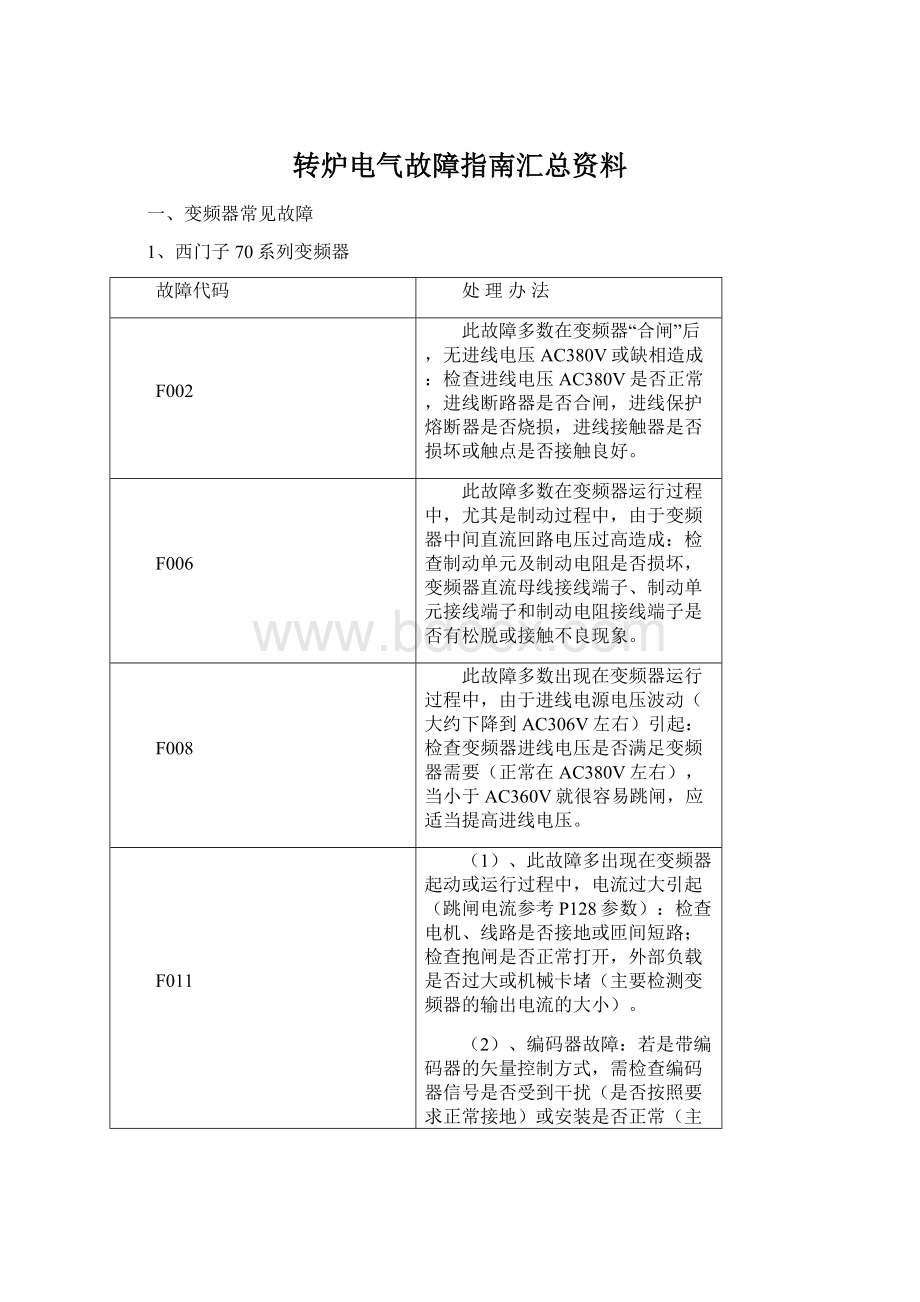
故障代码
处理办法
F002
此故障多数在变频器“合闸”后,无进线电压AC380V或缺相造成:
检查进线电压AC380V是否正常,进线断路器是否合闸,进线保护熔断器是否烧损,进线接触器是否损坏或触点是否接触良好。
F006
此故障多数在变频器运行过程中,尤其是制动过程中,由于变频器中间直流回路电压过高造成:
检查制动单元及制动电阻是否损坏,变频器直流母线接线端子、制动单元接线端子和制动电阻接线端子是否有松脱或接触不良现象。
F008
此故障多数出现在变频器运行过程中,由于进线电源电压波动(大约下降到AC306V左右)引起:
检查变频器进线电压是否满足变频器需要(正常在AC380V左右),当小于AC360V就很容易跳闸,应适当提高进线电压。
F011
(1)、此故障多出现在变频器起动或运行过程中,电流过大引起(跳闸电流参考P128参数):
检查电机、线路是否接地或匝间短路;检查抱闸是否正常打开,外部负载是否过大或机械卡堵(主要检测变频器的输出电流的大小)。
(2)、编码器故障:
若是带编码器的矢量控制方式,需检查编码器信号是否受到干扰(是否按照要求正常接地)或安装是否正常(主要检查编码器软连接是否断裂,安装轴是否松动或打滑现象)。
(3)、变频器内部故障:
变频器内部用于检测电流信号的电流互感器损坏。
F012
此故障多出现在变频器运行时,变频器输出断路器跳闸或没有合闸(此故障只在变频器矢量控制方式下有效):
合闸变频器输出端断路器。
F015
(1)、此故障多数是由于外部负载过大,造成电机堵转引起:
检查抱闸是否正常打开,外部负载是否过大或机械卡堵(主要检测实际速度与给定速度的比率大小)。
(2)、编码器故障:
若是带编码器的矢量控制方式,需检查编码器信号是否受到干扰(是否按照要求正常接地)或安装是否正常(主要检查编码器软连接是否断裂,安装轴是否松动或打滑现象)。
F021
(1)、此故障由于电机运行出现持续较大电流,造成电机过热引起:
由于电机没有温度传感器,变频器是根据I2t计算的电机是否过热的,主要检查电机负载是否过大。
(2)、参数设置不合理:
在P383中设置t时间参数,默认是100秒,应根据实际负载情况来设计(通常为300~400秒左右,若设置小于100秒就会屏蔽此故障)。
F053
编码器信号故障引起:
检查编码器是否损坏,电源电压是否正常,线路是否短路、断路或受到严重干扰,安装是否紧固,码盘分路器是否损坏(经过码盘分路器到变频器的编码器信号)。
若生产过程中不能更换编码器,先把变频器改为开环控制:
先分闸——>P60=5——>P100=1——>P60=1——>合闸
F082
DP网络通讯故障:
查看变频器CBP通信板黄、绿、红三盏灯是否闪亮(三盏灯同时闪亮代表正常),不正常检查网络连接器是否松动或损坏,网线是否有接触不良现象,PLC的DP通讯模块是否出现故障。
2、富士变频器(35t转炉钢包车、渣车)
当变频器报故障跳闸时,故障复位后可通过面板查看跳闸时变频器的状态。
具体方法如下:
1、按“PRG”由运行模式画面转换为程序菜单画面;2、按“∨”向下选择“7.报警信息”;3、按“FUNC/DATA”即可显示报警信息:
Fout——报警时输出频率Iout——报警时输出电流;
Vout——报警时输出电压TRQ——报警时转矩计算值
EDC——报警时中间DC电压值
TMPI——报警时变频器内部温度TMPF——报警时散热板温度
故障代码
处理办法
0C1
此故障为“加速时过电流”:
检查电动机连接端子U、V、W电路有无相间短路或对地短路,负载是否过大,加速时间是否设定过短,减小转矩提升量,减少负载或增加变频器容量
0C2
此故障为“减速时过电流”:
检查电动机连接端子U、V、W电路有无相间短路或对地短路,负载是否过大,减速时间是否设定过短。
0C3
此故障为“恒速时过电流”:
检查电动机连接端子U、V、W电路有无相间短路或对地短路,负载是否过大,负载是否有突变。
EF
此故障为“对地短路故障”:
检查变频器输出电路(电机或电机线)是否对地短路
OU1
此故障为“加速时过电压”:
检查1、电源电压是否在规定的范围内。
2、是否是在突卸负载时动作。
3、动作时主电路直流电压是否等于或大于保护动作值
OU2
此故障为“减速时过电压”:
检查能否减小负载的惯量矩
OU3
此故障为“恒速时过电压”:
检查是否使用制动单元或直流制动功能
OH1
此故障为“散热片过热”:
1、查看报警信息确认散热板温度是否≤-10度。
2、负载是否过大。
3、冷却风扇是否正常运行。
4、散热片是否堵塞。
5、环境温度是否在规定范围内
OH3
此故障为“变频器内过热”:
检查1、冷却风扇是否正常运行。
2、散热片是否堵塞。
3、环境温度是否在规定范围内
OL1
此故障为“电机1过负载”:
检查1、电子热过载继电器特性与电机的过载特性是否匹配。
2、电子热继电器的设定值是否合适。
OL2
此故障为“电机2过负载”:
检查负载是否过大
OLU
此故障为“变频器过负载”:
检查负载是否过大
3、西门子高压变频器(35t风机)
高压风机变频故障查看方法:
故障代码在系统出现故障时会自动弹出。
查询历史故障时,按“ESC”则显示一个故障信息,按动上/下光标键,可以移动到附加的故障信息,按下左/右光标键,则显示出各种状态字。
按“ENTER”键,退出故障信息和状态字显示。
故障代码
处理办法
003
主断路器ON反馈信号丢失
004
主断路器OFF反馈信号丢失
020
变频器门打开
102
电机堵转
103
超速
144
变频器AIGBT或IGBT触发回路故障
192
变频器B,IGBT或IGBT触发回路故障
4、欧姆龙变频器(挡渣球小车)
故障代码
处理办法
OC
过电流:
1、变频器输出短路或接地→检查并修正马达动力线
2、V/F设定异常→降低V/F的设定电压;3、马达容量过大→改用容量比变频器最大适用容量小的马达;4、变频器输出端接点松开→检查接线接点,以免输出电流时接点松开;5、变频器输出部位破损→更换变频器
OU
过电压:
1、减速时间设定过短→加长减速时间的设定;2、电源过电压→改善电源电压,使之满足变频器说明书的要求;3、加速时的过调导致再生过大;4、加速时的过调导致再生过大
UV1
主电路电压过低:
1、电源布线出现异常/缺少连线→确认有无断线/螺丝松动/接线松开,并修正;2、电源电压异常→改善电源电压,使之满足变频器说明书的要求;3、瞬间停电→使用瞬停修正功能(n47:
瞬停恢复后的运行选择)/改善电源;4、内部电路破损→更换变频器
OH
散热片过热:
1、周围温度过大→换气或使用空调,以降低周围温度;2、负载过大→减轻负载,增大变频器的容量;3、V/F设定异常→降低V/F的设定电压;4、加减速时间过短→加长加减速时间;5、冷却风扇不转动→更换冷却风扇
OL1
马达超载:
1、负载过大→减轻负载,加大马达容量;2、V/F设定异常→降低V/F的设定电压;3、最大电压频率(n11)设定过低→确认马达铭牌后,将n11设为额定电流值;4、加减速时间过短→延长加减速时间;5、马达的额定电流(n32)设定有误→确认规格后,将n32设为额定电流值
OL2
变频器超载:
1、负载过大→减轻负载,增大变频器的容量;2、V/F设定异常→降低V/F的设定电压;3、加减速时间过短→加长加减速时间;4、变频器容量不足→加大变频器容量
GF
接地:
变频器输出有接地故障→检查变频器和马达之间的连线有无破损或异常
STP
紧急停止:
输入紧急停止信号→复位急停信号
指示灯灭
电源异常:
1、没有输入电源→确认并修正电源连线或电压;2、端口处螺丝松动→确认端口处螺丝松紧情况;3、变频器破损→更换变频器
二、35t转炉冶炼系统常见故障
1、倾动系统
序号
故障现象
故障原因
检查及处理方法
1
2#炉倾动变频器全部跳闸,显示008,无法与合闸
主操台或出钢操台的急停按钮被按下,变频器脉冲封锁
去操台复位急停按钮,并把变频器复位,合闸
2
2#炉报警器响但没有任何变频器跳闸,炉子摇不动
PLC柜内的“松抱闸”中继不得电,或者抱闸接触器故障
检查抱闸中继是否得电,不得电就查看PLC的DO13C1灯是否亮,得电就查看接触器是否吸合
3
2#炉PLC1柜上的报警蜂鸣器响
PLC的I/O故障、系统故障和各变频器从站信号的丢失都会造成蜂鸣器报警,其中I/O故障是每秒扫描一次,系统故障是每分钟扫描一次,从站信号是一直扫描检测
首先检查各变频器的控制电源是否都送上,送上电源后按“故障确认”即可。
若只按音响解除,未合上控制电源,蜂鸣器10分钟后会继续报警。
若是PLC的I/O或系统故障,在程序上清除故障。
4
1#、3#炉主操台或者出钢操台的“选择现场”指示灯闪,无法摇炉
主操作台上的“变频允许”转换开关没有选对
从新选择主操台的“变频允许”转换开关,PLC柜内A3-03/E3-03灯亮为选对
5
1#、3#炉摇不动
不满足摇炉的连锁条件
检查氧枪待吹位、禁止摇炉、主操台急停、出钢操台急停、烟罩上限位、四楼下料等信号,以及抱闸、变频器、电机和控制电源是否合闸
6
2#炉摇不动
不满足摇炉的连锁条件
检查氧枪待吹位、禁止摇炉、主操台急停、出钢操台急停、烟罩上限位、变频允许、四台外控、四楼下料等信号,以及抱闸、变频器、电机和控制电源是否合闸
7
炉子只能一个方向倾动
摇炉主令损坏
主令控制器8位编码器方向信号不复位,造成只操作手柄按钮炉子就动或炉子只往一个方向走。
更换一个主令控制器,或则拆掉不复位的那根信号线。
8
炉子速度不受控
摇炉主令损坏
检查主令控制器手柄按钮接触是否良好,零位指示灯是否亮(主令控制器插头有24V电源灯亮),
2、氧枪系统
序号
故障现象
故障原因
检查及处理方法
1
氧枪自动提枪
氧枪下降的连锁条件有:
转炉零位、水温(<63度)、水压(>0.4MPa)、水流量(>20m3/min)、氧压(>0.4Mp)、氧枪下限位、选择东枪/西枪
首先看炉子是否在零位,操台是否选择了东/西枪,若满足上述条件,就解除连锁,若氧枪能下降,说明是仪表检测的下降条件不满足,根据仪表盘上相应的报警信息就可以判断出是哪个条件不满足
2
氧枪只能下降不能上升
氧枪上升的连锁条件有:
东/西枪上限位、氧枪上极限。
另外如果氧枪重锤碰到地氧枪也不能上升
看程序上东枪/西枪上限位、氧枪上极限是否接通,在端子排上短接
3
氧枪无法上升、下降
氧枪变频跳闸、抱闸未打开、六楼氧枪机旁箱的操作地点选择不正确、在密封口口处结砣机械卡阻
检查氧枪是否跳闸,抱闸接触器是否吸合
4
氧枪主回路或者控制回路有故障
氧枪系统是由一主一备两套相互独立的变频器控制,各驱动一台电机。
当其中一台发生故障时,应及时切换到备用
在柜门上把转换开关切换到另一台氧枪,合闸即可
5
氧枪变频器频繁跳闸F011
氧枪结砣,封口口处机械卡阻
确认现场氧枪是否结砣
6
五楼半氧气、氮气阀打不开
在自动状态下,氧枪下降到待吹位,氧气/氮气阀打开,下降到开闭氧点,东枪/西枪阀打开。
气阀打不开有可能是氧枪限位不动作、电磁阀烧
先转手动判断是否是限位问题,若中继输出正常,就到现场量阀头是否有24V,手动强制电磁阀看是否有气出来,转到0是自动,转到1是手动
3、下料系统
序号
故障现象
故障原因
检查及处理方法
1
四楼无法下料
检查是否满足四楼下料条件:
五楼不下料、炉子零位。
解除下料连锁后,看PLC柜中继是否得电,接触器是否吸合,4楼开关是否跳闸,24V电源总电源是否正常。
2
五楼无法下料
检查是否满足五楼下料条件:
四楼不下料、料仓未满。
解除下料连锁后,看PLC柜中继是否得电,接触器是否吸合,5楼开关是否跳闸
4、挡渣球小车
序号
故障现象
故障原因
检查及处理方法
1
电气指示灯闪烁
F1-4有一个未闭合或跳闸
使QF1-4全部闭合,使I2.3亮
油泵启动按钮按下后,其接触器未闭合
检查KA5、KM4
变频器故障
检查若I2.1亮,按变频器面板上的“RESET”键复位
急停按钮被按下或故障排除后未按复位按钮
复位急停按钮或按下复位按钮
过载FR1、FR2动作
复位FR1、FR2
2
对中电机不转
FR1动作
检查复位FR1
中继KA9、KA10不动作
检查限位SQ11、SQ12
SA3转换开关损坏
检查SA3
3KM1、3KM2、电机损坏
检查更换接触器、电机
3
油泵电机不转
电气指示灯闪烁
按上述方法
有PLC时SB1、SB2、KA5、KM4、电机损坏
当Q0.4亮时,检查SB1(启动I0.3)、SB2(停止I0.4)、接触器和电机
无PLC时SA2、KA5、KM5、电机损坏
当Q0.4灭时,检查转换开关SA2和接触器及电机
4
车子不能向前
电气指示灯闪烁
按上述方法
油泵未启动
启动油泵
KA1、KA4、1KM电机、变频器损坏
检查Q0.0、Q0.3亮
SQ8动作或损坏
检查使I3.3灭
电机抱闸损坏
检查更换抱闸
5
车子不能向后
电气指示灯闪烁
按上述方法
有PLC时KA2、KA4、1KM、电机、变频器损坏
当Q0.1、Q0.3亮时检查接触器、电机和变频器
无PLC时SA2、SB4、2KM、电机损坏
检查转换开关、按钮、接触器
SQ6动作或损坏
检查使I3.1灭
电机抱闸损坏
检查更换抱闸
6
车子不能减速
KA3无输出,SQ5、SQ7动作或损坏
当Q0.2亮时,检查I3.0和I3.2是否亮
7
平台不能旋转
锁紧缸未缩到位
检查使I2.4亮
SQ9、SQ10损坏或误动作
检查更换接近开关
KA7、电磁阀(YV1、YV2)溢流阀损坏
当Q1.7亮时检查中继
8
倾杆不能倾动
SQ3、SQ4损坏或误动作
检查更换接近开关
KA7、KA8、YV5、溢流阀损坏
无法上倾检查Q2.5、Q1.7是否有输出,无法下倾检查Q2.4、Q1.7是否有输出
三、35t转炉方坯连铸机常见故障
1、大包回转台
序号
故障现象
故障原因
检查及处理方法
1
不能旋转
大包回转台变频器跳闸
查看故障代码,复位故障并重新合闸,若连续跳闸3次以上必须根据故障代码检查相应的线路或元件(具体见变频器故障处理)
回转台顺、逆时针转换开关或线路损坏
更换开关元件及检查线路。
变频器与公用PLC之间DP网络通讯故障
查看变频器CBP通信板黄、绿、红三盏灯是否闪亮(三盏灯同时闪亮代表正常),不正常检查网络连接器是否松动或损坏,网线是否有接触不良现象(方坯3#机)
24V中间继电器故障
检查使能中继及旋转中继是否得电及中继相应触点是否闭合(方坯2#机)
2、中间罐车
序号
故障现象
故障原因
检查及处理方法
1
任何方向均不能行走
中包车变频器跳闸
查看故障代码,复位故障并重新合闸,若连续跳闸3次以上必须根据故障代码检查相应的线路或元件
中包车按钮或线路损坏
更换按钮元件及检查线路
24V中间继电器故障
检查使能中继及行走中继是否得电及中继相应触点是否闭合(方坯1#机的液压泵控制设在分流)
3、拉矫液压站
序号
故障现象
故障原因
检查及处理方法
1
拉矫液压站主泵无法启动
泵电机电源没有合闸
检查MCC抽屉柜电源是否合闸或跳闸
热继电器保护触点断开
对热继电器进行复位
电磁阀故障
检查泵头电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏
4、结晶器振动
序号
故障现象
故障原因
检查及处理方法
1
结晶器振动无法正常起动
振动变频器跳闸
查看故障代码,复位故障并重新合闸,若连续跳闸3次以上必须根据故障代码检查相应的线路或元件
外部负载有卡堵现象
检查电动缸启动电流是否正常(正常电流应为正负6A左右),查看并询问操作工操作情况,以及塞引锭情况
2
振动运行过程中自行停止
变频器与PLC之间DP网络通讯故障
查看变频器CBP通信板黄、绿、红三盏灯是否闪亮(三盏灯同时闪亮代表正常),不正常检查网络连接器是否松动或损坏,网线是否有接触不良现象
线路故障
检查线路是否有损坏,屏蔽线是否可靠接地
5、拉矫系统
序号
故障现象
故障原因
检查及处理方法
1
送引锭或浇铸过程,变频器有电输出,但电机不能运行
抱闸故障
检查整流块、抱闸线圈是否损坏,必要时拆下抱闸进行检查(仅对方3#机和方2#机)
2
浇铸过程电机停止运行
变频器跳闸
查看故障代码,复位故障并重新合闸,若连续跳闸3次以上必须根据故障代码检查相应的线路或元件
在“手动”状态下,调速电位器信号故障
检查调速电位器是否损坏(正常电位器信号0~5欧姆对应拉速0~5米),线路是否正常
在“自动”状态下,钢水液面控制系统故障
应立即切换到“手动”状态,然后检查钢水液面控制系统微机板输出信号是否正常(正常是4~20mA对应0~5米拉速),钢水实际液位与检测液位是否一致
3
电机运行时出现“飞车”现象
在“自动”状态下,钢水液面控制系统故障
检查调速电位器是否损坏(正常电位器信号0~5欧姆对应拉速0~5米),线路是否正常
在“自动”状态下,钢水液面控制系统故障
应立即切换到“手动”状态,然后检查钢水液面控制系统微机板输出信号是否正常(正常是4~20mA对应0~5米拉速),钢水实际液位与检测液位是否一致
PLC模拟量输入模块通道故障
更换模拟量信号通道
4
除“浇铸模式”外,拉矫辊不能抬起
上限位信号未进PLC
检查“上限位”接近开关是否损坏,线路是否断路
电磁阀故障
检查抬起电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏
5
送引锭模式下拉矫辊不能抬起
下限位信号不正常
检查“下限位”接近开关是否损坏,线路是否断路
“拉矫辊动作位”信号没有返回
检查“下限位”接近开关是否损坏,线路是否断路
6、脱坯辊装置
序号
故障现象
故障原因
检查及处理方法
1
浇铸模式下手动可以脱引锭,但不能自动脱引锭
“脱引锭”信号没有返回
检查引锭存放装置上的“脱引锭”接近开关是否损坏,安装位置是否合适,线路是否断路
2
不能手动脱引锭
“送引锭”模式,“引锭杆上限位”信号没有返回
“送引锭”模式下,只有接通“引锭杆上限位”信号才能对脱坯辊进行压下操作,需检查“引锭杆上限位”接近开关是否损坏,安装位置是否合适,线路是否断路
在“浇铸”模式下,“脱坯辊压下”按钮信号故障
检查按钮是否接触不良或损坏,线路是否正常
电磁阀故障
查压下电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏(电磁阀得电压下)
3
“送引锭”模式脱坯辊不能自动抬起
“引锭杆上限位”信号没有返回
检查“引锭杆回收到位”接近开关是否损坏,安装位置是否合适,线路是否断路
4
不能手动抬起脱坯辊
电磁阀故障
检查抬起电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏(电磁阀得电抬起)
b、“脱坯辊抬起”按钮信号故障
b、检查按钮是否接触不良或损坏,线路是否正常
7、引锭杆存放装置
序号
故障现象
故障原因
检查及处理方法
1
“送引锭”模式下启动送引锭
送引锭条件不满足
检查送引锭条件:
在“送引锭”模式;拉矫机压力为高压;脱坯辊和拉矫辊要在抬起位置;拉矫辊要在“自动”位;引锭杆“回收到位”信号正常;拉矫机在停止状态
24V中间继电器故障
检查使能中继及行走中继是否得电及中继相应触点是否闭合
热继电器保护触点断开
对热继电器进行复位
电缆电机故障
检查电机电缆是否接地缺相或短路、电机是否接地烧毁
2
引锭杆头部到达拉矫辊后,拉矫辊不能自动压下及反转运行
引锭杆“下限位”信号未进PLC
检查引锭杆“下限位”接近开关是否损坏,按装位置是否合适,线路是否断路
8、火焰切割机及红外定尺系统
序号
故障现象
故障原因
检查及处理方法
1
自动状态下不能切割
红外定尺控制系统计算机故障
若计算机死机,应重启计算机,多数能正常进入定尺跟踪界面;
重启不了,检查计算机硬件是否正常(根据计算机启动过程判断,多数是内存接触不良原因造成),严禁任何人在此计算机做与工作无关的操作
2
自动状态下定尺不准或不稳定
红外定尺镜头晃动
检查镜头是否松动,必须紧固可靠,是否有外界因素对镜头支架造成晃动(主要是行车碰撞造成)
由于铸坯表面较黑,亮度不够引起
可调节定尺画面上的“亮度”和“对比度”,已红外定尺能够跟踪铸坯为准
外界因素干扰
查看水蒸汽是否过大,是否有人员在定尺范围内走动,是否有在检测定尺旁切割铸坯或其它光源影响定尺发出错误切割信号
3
夹钳手动没有动作
夹钳电磁阀故障
检查夹钳电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏
4
红外定尺发出切割信号,但切割机夹钳自动状态没有动作
“起点限位”信号
检查起点限位接近开关是否损坏,线路是否断路
5
切割机手动不能返回
返回电磁阀故障
检查返回电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏
6
切割机能手动返回,但不能自动返回
起点限位信号误动作
检查起点限位接近开关是否损坏,线路是否短路
切割“停止位”信号没有返回
检查终点限位接近开关是否损坏,线路是否断路
7
不能打开切割机燃气、预热氧及切割氧
电磁阀故障
分别检查燃气电磁阀、预热氧电磁阀、切割氧电磁阀插头是否有DC24V电压,插头是否松动,电磁阀线圈是否损坏
9、辊道系统
序号
故障现象
故障原因
检查及处理方法
1
切后辊、运输辊(1#、2#、3#)出坯辊手动不能运转
MCC柜电源断路器跳闸或热继电器跳闸
检查电机及线路是否正常,若正常就需要查看是否是外部原因引起(如机械卡死、顶坯造成)
2
切后辊道自动状态在铸坯未割断时提前起动正转
切后辊自动正转“气缸夹紧”电磁阀失电来起动
检查“气缸夹紧”电磁阀是否及起点限位接近开关是否损坏或线路好坏
10、推钢机
序号
故障现象
故障原因
检查及处理方法
1
推钢机向前、向后都无法运行
电机电源没有合闸
检查送引锭条件:
在“送引锭”模式;拉矫机压力为高压;脱坯辊和拉矫辊要在抬起位置;拉矫辊要在“自动”位;引锭杆“回收到位”信号正常;拉矫机在停止状态
抱闸没有打开
检查液压推动器是否有得电(AC380V),线圈是否损坏或机械是否卡阻
热继电器保护触点断开
对热继电器进行复位
频敏变阻器故障
检查频敏变阻器是否断路、短路
2
推钢机不能向前运行,但能向后运行
推钢机“终点限位"信号误动作
检查推钢机“终点限位”接近开关是否损坏,线路是否短路
推钢机不能向后运行,但能向前运行
推钢机“起点限位"信号误动作
检查推钢机“起点限位”接近开关是否损坏,线路是否短路
11、旋流井
序号
故障现象
故障原因
检查及处理方法
1
 升级会员
升级会员 