生产工序流转卡.docx
《生产工序流转卡.docx》由会员分享,可在线阅读,更多相关《生产工序流转卡.docx(15页珍藏版)》请在冰豆网上搜索。
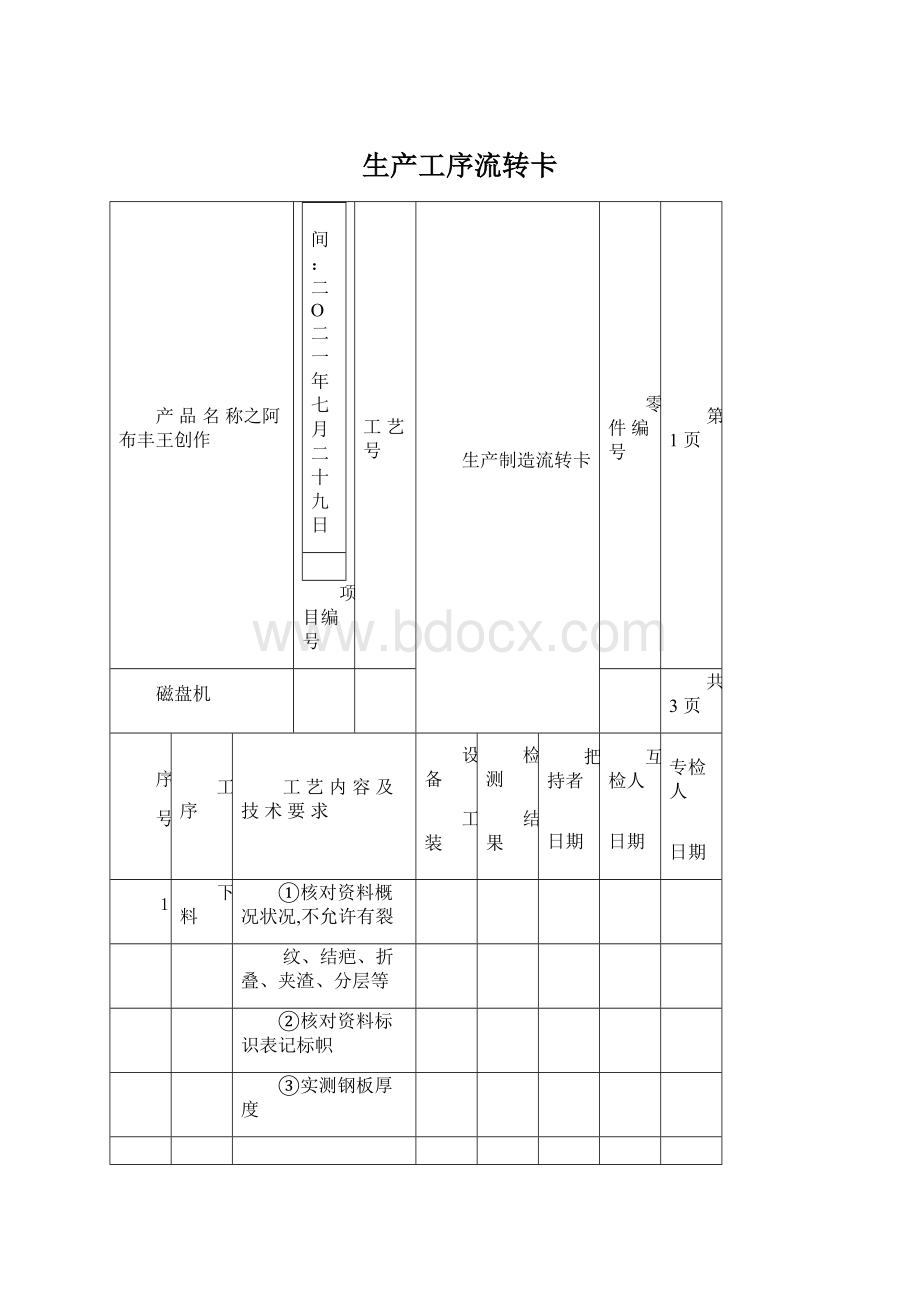
生产工序流转卡
产品名称之阿布丰王创作
时间:
二O二一年七月二十九日
项目编号
工艺号
生产制造流转卡
零件编号
第1页
磁盘机
共3页
序
号
工序
工艺内容及技术要求
设备
工装
检测
结果
把持者
日期
互检人
日期
专检人
日期
1
下料
①核对资料概况状况,不允许有裂
纹、结疤、折叠、夹渣、分层等
②核对资料标识表记标帜
③实测钢板厚度
2
剪切
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
磁盘机
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
压榨机
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
压榨机
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
除油机
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
除油机
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
管混
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
管混
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
计量单位
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
计量单位
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
磁鼓
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
磁鼓
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
HJT搅拌
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
HJT搅拌
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
混凝搅拌
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
混凝搅拌
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
车载总装
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
产品名称
项目编号
工艺号
生产制造流转卡
零件编号
第1页
车载总装
共3页
注:
“检测结果”一栏由把持者填写.编制:
审核:
时间:
二O二一年七月二十九日
 升级会员
升级会员 